Изобретение относится к прокатному производству и может быть использовано при прокатке рельсовых профилей
Целью изобретения является повышение качества рельса путем исключения возможности нарушения симметрии его головки относительно его вертикальной оси
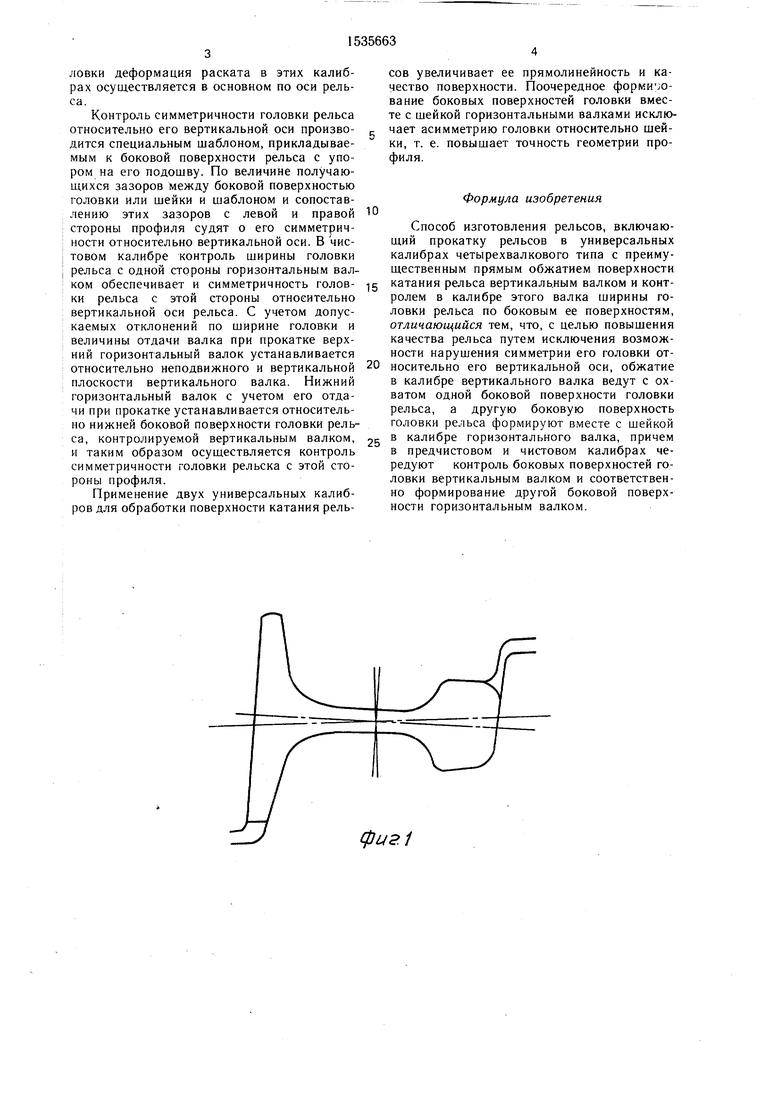
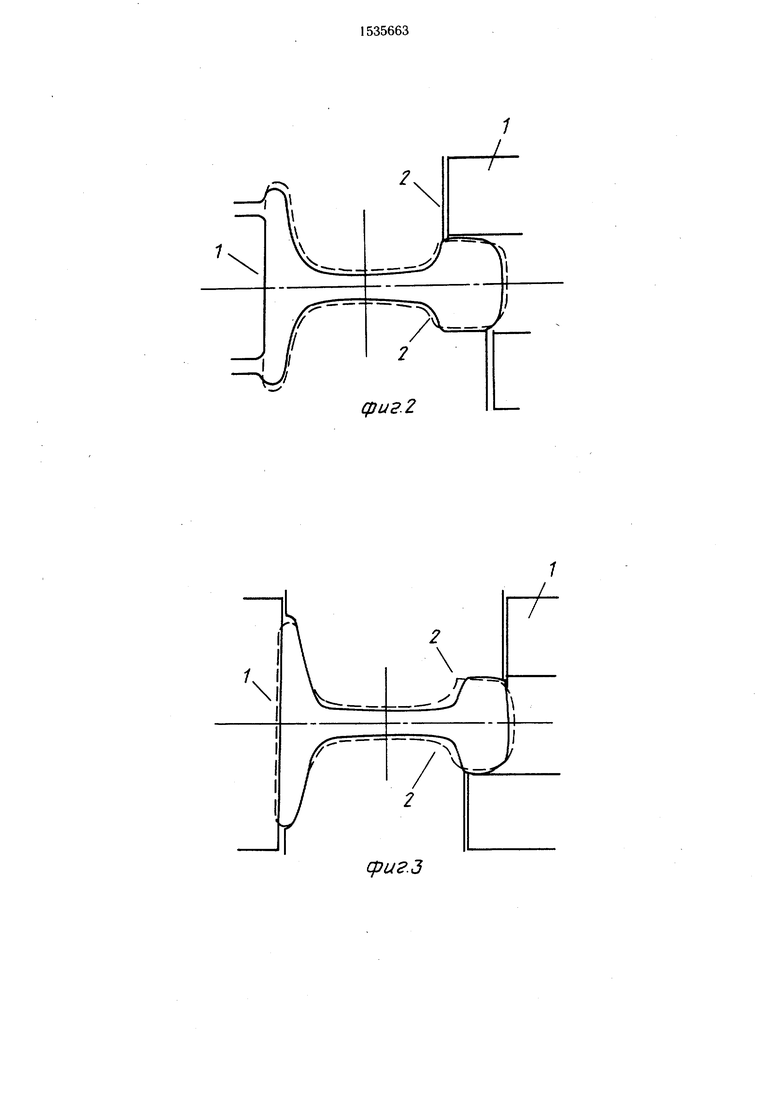
На фш 1 представлен двухвалковый рельсовый калибр; на фиг 2 - предчистовои универсальный калибр, на фиг 3 чистовой универсальный калибр, на фиг 4 представлена схема калибровки рельса как вариант реализации способа при формировании головки рельса в предчистовом калибре только горизонтальными валками
Предчистовои и чистовой калибры образованы двумя вертикальными валками I и двумя горизонтальными валками 2
Горизонтальные валки в этих калибрах обрабатывают шейку, внутреннюю поверхность накладочной пазухи рельса со стороны подошвы и головки и, кроме того, нижний горизонтальный валок предчистового калиб ра и верхний - чистового калибра контро лируют боковую поверхность головки Верх ний и нижний валки предчистового калиб ра имеют социальные выемки для контро ля ширины подошвы рельса Вертикальные валки обрабатывают подошву и головку рельса Вертикальные валки, обрабатывающие поверхность катания головки рельса, контро лируют также боковые поверхности головки (в предчистовом калибре - верхнюю, в чистовом нижнюю) Пунктиром на калибрах показано положение раската, полученного из предыдущего калибра В области го
сл
00
сл
О5
о
со
ловки деформация раската в этих калибрах осуществляется в основном по оси рельса.
Контроль симметричности головки рельса относительно его вертикальной оси производится специальным шаблоном, прикладываемым к боковой поверхности рельса с упором на его подошву. По величине получающихся зазоров между боковой поверхностью головки или шейки и шаблоном и сопоставлению этих зазоров с левой и правой стороны профиля судят о его симметричности относительно вертикальной оси. В чистовом калибре контроль ширины головки рельса с одной стороны горизонтальным валком обеспечивает и симметричность голов- 15 ки рельса с этой стороны относительно вертикальной оси рельса. С учетом допускаемых отклонений по ширине головки и величины отдачи валка при прокатке верхний горизонтальный валок устанавливается
10
сов увеличивает ее прямолинейность и качество поверхности. Поочередное формн .о- вание боковых поверхностей головки вместе с шейкой горизонтальными валками исключает асимметрию головки относительно шейки, т. е. повышает точность геометрии профиля.
Формула изобретения
Способ изготовления рельсов, включающий прокатку рельсов в универсальных калибрах четырехвалкового типа с преимущественным прямым обжатием поверхности катания рельса вертикальным валком и контролем в калибре этого валка ширины головки рельса по боковым ее поверхностям, отличающийся тем, что, с целью повышения качества рельса путем исключения возможности нарушения симметрии его головки ототносительно неподвижного и вертикальной 20 носительно его вертикальной оси, обжатие плоскости вертикального валка. Нижнийв калибре вертикального валка ведут с охватом одной боковой поверхности головки рельса, а другую боковую поверхность
головки рельса формируют вместе с шейкой
горизонтальный валок с учетом его отдачи при прокатке устанавливается относительно нижней боковой поверхности головки рельса, контролируемой вертикальным валком,25 B калибре горизонтального валка, причем и таким образом осуществляется контрольв предчистовом и чистовом калибрах несимметричности головки рельска с этой сто-редуют контроль боковых поверхностей го- роны профиля.ловки вертикальным валком и соответствен- Применение двух универсальных калиб-но формирование другой боковой поверх- ров для обработки поверхности катания рель-ности горизонтальным валком.
сов увеличивает ее прямолинейность и качество поверхности. Поочередное формн .о- вание боковых поверхностей головки вместе с шейкой горизонтальными валками исключает асимметрию головки относительно шейки, т. е. повышает точность геометрии профиля.
Формула изобретения
Способ изготовления рельсов, включающий прокатку рельсов в универсальных калибрах четырехвалкового типа с преимущественным прямым обжатием поверхности катания рельса вертикальным валком и контролем в калибре этого валка ширины головки рельса по боковым ее поверхностям, отличающийся тем, что, с целью повышения качества рельса путем исключения возможности нарушения симметрии его головки относительно его вертикальной оси, обжатие в калибре вертикального валка ведут с ох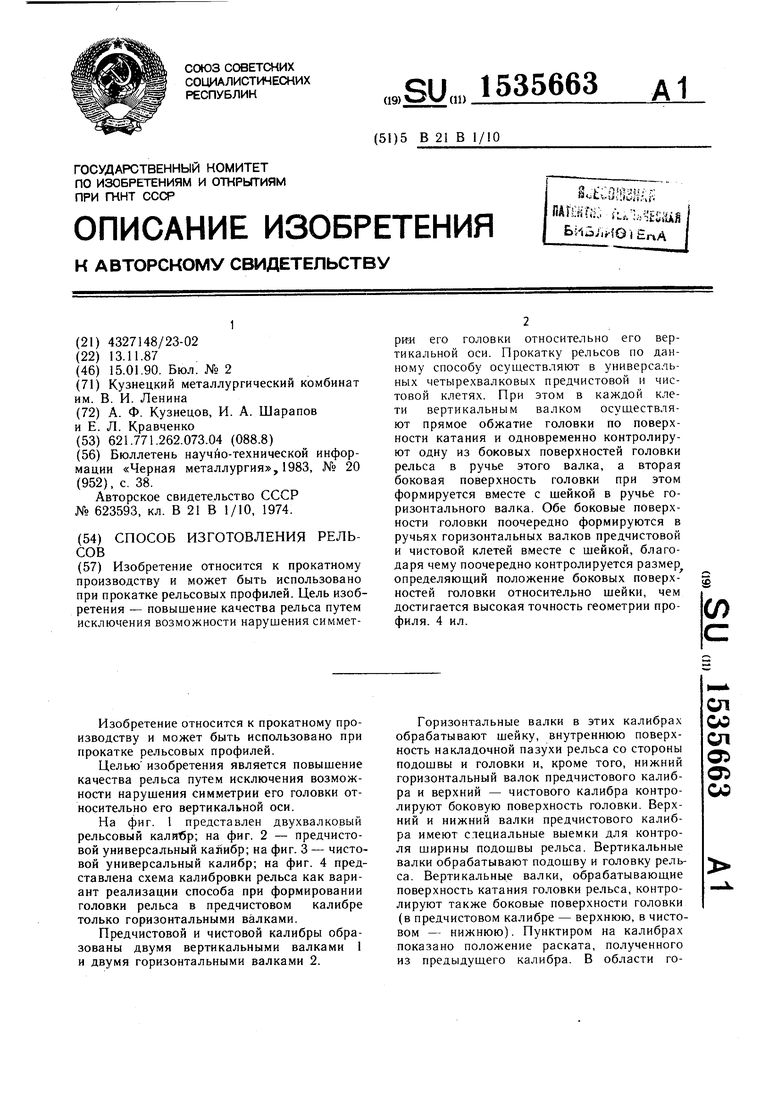
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2003 |
|
RU2241556C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2016 |
|
RU2627140C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2015 |
|
RU2595082C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
| СПОСОБ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ И ЧИСТОВОЙ ЧЕТЫРЕХВАЛКОВЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ | 2015 |
|
RU2604076C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2008 |
|
RU2394660C2 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ, УСТРОЙСТВО ДЛЯ ПРОКАТКИ РЕЛЬСОВ И РЕЛЬС, ИЗГОТОВЛЕННЫЙ УКАЗАННЫМ СПОСОБОМ | 2010 |
|
RU2530609C2 |
| Валковый узел универсального калибра для прокатки рельсов | 1988 |
|
SU1607985A1 |

Изобретение относится к прокатному производству и может быть использовано при прокатке рельсовых профилей. Цель изобретения - повышение качества рельса путем исключения возможности нарушения симметрии его головки относительно его вертикальной оси. Прокатку рельсов по данному способу осуществляют в универсальных четырехвалковых предчистовой и чистовой клетях. При этом в каждой клети вертикальным валком осуществляют прямое обжатие головки по поверхности катания и одновременно контролируют одну из боковых поверхностей головки рельса в ручье этого валка, а вторая боковая поверхность головки при этом формируется вместе с шейкой в ручье горизонтального валка. Обе боковые поверхности головки поочередно формируются в ручьях горизонтальных валков предчистовой и чистовой клетей вместе с шейкой, благодаря чему поочередно контролируется размер, определяющий положение боковых поверхностей головки относительно шейки, чем достигается высокая точность геометрии профиля. 4 ил.
фиг.1
fc
2
фиг2
/
7
v
фиг.З
Фиг. Ч
| Бюллетень научно-технической информации «Черная металлургия,1983, № 20 |
