Изобретение относится к литейному производству, а именно к стержневым смесям для отливок из черных сплавов.
Известна смесь для изготовления литейных стержней, содержащая лигносульфонаты, ортофосфорную кислоту, воду, карбамидно-фурановую смолу и огнеупорный наполнитель, при следующем соотношении компонентов, мас.%:
лигносульфонаты 0,65-0,85
10%-ная ортофосфорная кислота 0,25-0,1
вода 0,10-0,05
карбамидно-фурановая смола 1,5-3,5
огнеупорный наполнитель остальное до 100
Смесь характеризуется следующими физико-механическими свойствами:
влажность, % 1,6
газопроницаемость, ед. 172
прочность на сжатие в сыром состоянии, МПа 0,0016
прочность на растяжение в отвержденном
состоянии, МПа 2,8
живучесть, час 4
(см. SU, авторское свидетельство 387777, М. кл. В 22 С 1/00, 1970).
Наиболее близкой по технической сущности является смесь для изготовления литейных стержней, включающая в себя лигносульфонаты, сульфат аммония, воду, карбамидно-фурановую смолу и огнеупорный наполнитель - диоксид кремния, при следующем соотношении компонентов, мас.%:
лигносульфонаты 0,15-0,40
сульфат аммония 0,015-0,080
вода 0,30-0,65
карбамидно-фурановая смола 2,0-3,5
огнеупорный наполнитель остальное до 100
Смесь характеризуется следующими физико-механическими свойствами:
влажность, % 1,2-1,9
газопроницаемость, ед. 167-185
прочность на сжатие в сыром состоянии, МПа 0,0014
прочность на растяжение в отвержденном
состоянии, МПа 1,72-2,8
живучесть, час 9-18
(см. SU, авторское свидетельство 689777, М.кл.2 В 22 С 1/22, 1979).
Недостатками смеси являются низкая живучесть, недостаточная прочность, пластичность и термостойкость для получения тонких протяженных каналов в отливках из высокопрочного чугуна и стали.
Задачей изобретения является создание смеси для изготовления литейных стержней, обладающей достаточной прочностью, живучестью, пластичностью и термостойкостью, что позволяет получить отливки с тонкими протяженными каналами, а также улучшить эксплуатационные характеристики отливок по чистоте поверхности.
Техническая задача решается тем, что смесь, содержащая лигносульфонаты, воду и огнеупорный наполнитель, в качестве огнеупорного наполнителя она содержит диоксид кремния, плакированный феноло-формальдегидной смолой, и дополнительно - периклазовый порошок или вторичный магнезит, при следующем соотношении компонентов, мас.%:
лигоносульфонаты 4,5-5,5
периклазовый порошок или вторичный магнезит 3,0-10,0
вода 1,2-2,1
диоксид кремния, плакированный
феноло-формальдегидной смолой остальное до 100
что позволяет увеличить предел прочности сырого образца до 22,5 раза, живучесть до 8 раз, получить пластичные смеси в сыром состоянии и термостойкие стержни для получения протяженных тонких каналов в отливках.
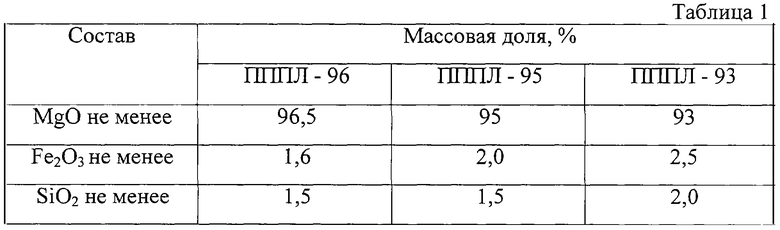
В качестве периклизового порошка используют периклазовые магнезиты Саткинского месторождения ТУ 14-8-448-83 с крупностью зернового состава 0,08 мм - 25-30%, остальное - проход через сито 02 ГОСТ 6613-86, или вторичный магнезит (ТУ 14-8-538-87), полученный из отработанных форм после титанового литья, с зерновым составом - проход через сито с сеткой 04 ГОСТ 6613-86.
Химический состав периклазового порошка в зависимости от марки преставлен в таблице 1.
Лигносульфонаты ТУ 13-028-1036-05-89 - продукт переработки древесины, представляют собой кальциевые соли лигносульфоновых кислот с примесью редуцирующих и минеральных веществ в виде однородной густой текучей жидкости темно-коричневого цвета, плотностью 1,23 г/см3.
Диоксид кремния, плакированный феноло-формальдегидной смолой, изготавливается в соответствии с МТ 37.104.51.934-85 КАМазом.
Данное изобретение иллюстрируют следующие примеры конкретного выполнения.
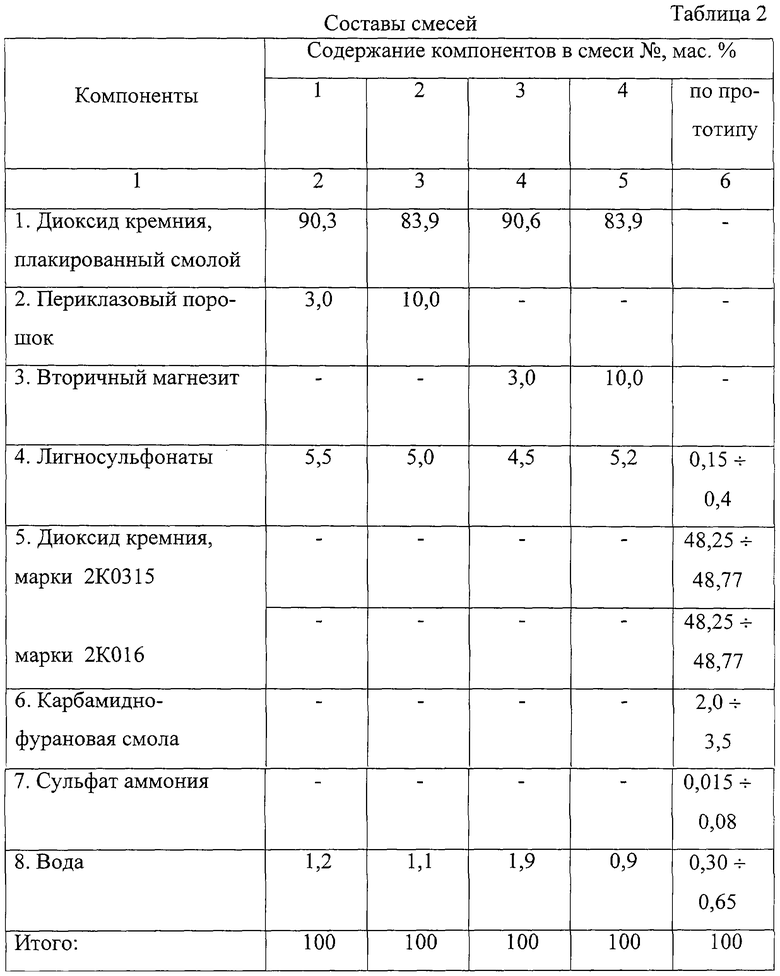
Пример 1. В бегуны загружают 5 кг (90,3%) плакированного диоксида кремния, 0,166 кг (3%) периклазового порошка, наливают 66 мл (1,2%) воды и перемешивают в течение 1-2 мин. Затем добавляют 0,305 кг (5,5%) лигносульфонатов и перемешивают до необходимой сырой прочности от 0,015 до 0,019 МПа.
Пример 2. Смесь приготавливают аналогично примеру 1 в соответствии с таблицей 2.
Пример 3. В бегуны загружают 5 кг (90,6%) плакированного диоксида кремния, 0,166 кг (3%) вторичного магнезита, наливают 105 мл (1,9%) воды и перемешивают в течение 1-2 мин. Затем добавляют 0,221 кг (4,5%) лигносульфонатов и перемешивают до достижения необходимой сырой прочности от 0,014 до 0, 031 МПа.
Пример 4. Смесь приготавливают аналогично примеру 3 в соответствии с таблицей 2.
В таблице 2 приведены составы смесей 1-4 (предлагаемой) и 5 (прототипа).
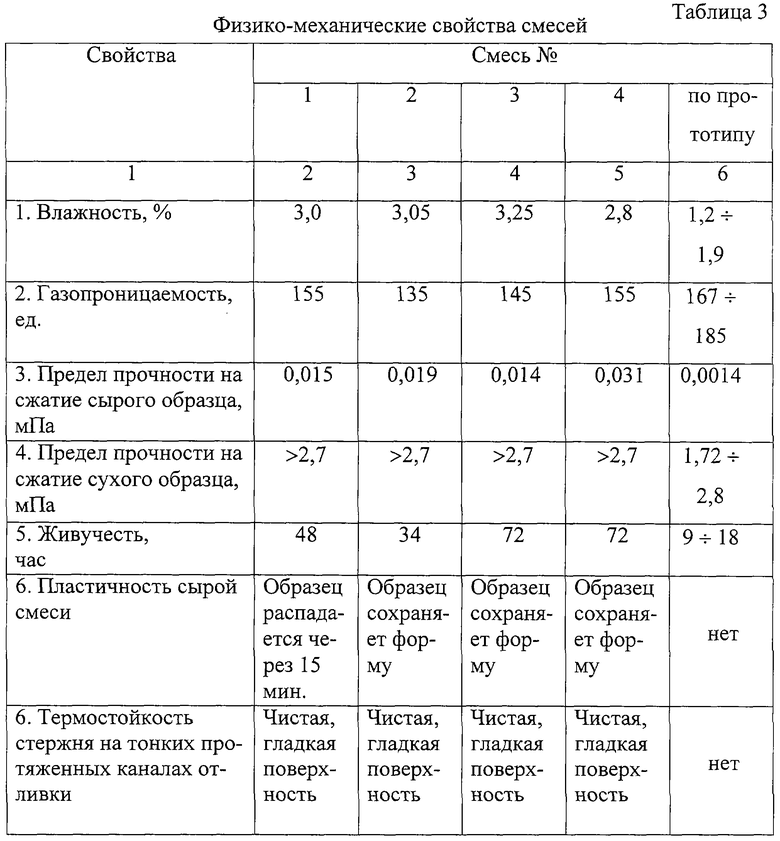
В таблице 3 приведены свойства смесей.
Примечания:
1. Пластичность сырой смеси определялась визуально на сырых образцах при определении предела прочности на сжатие.
2. Термостойкость смеси проверялась при заливке отливок диафрагм с высотой лопаток от 12,7 мм с радиусом 418 мм, формируемых стержнями.
Как видно из примеров конкретного выполнения, предел прочности сырого образца увеличивается до 22,5 раза, живучесть - до 8 раз, смесь обладает пластичностью. За счет увеличения термостойкости возможно получить отливки с тонкими протяженными каналами от 12,7 мм при радиусе 418 мм, сложные проливные отверстия диаметром от 6-7 мм, получить отливки более точные (на 2 класса по ГОСТ 26645-85) с шероховатостью поверхности Rz160-Rz40 по ГОСТ 2789-73. При использовании заявляемой смеси сокращается трудоемкость выбивки, очистки, обрубки на 20-25%, так как смесь высыпается из отливки. В качестве целевой добавки используют вторичный магнезит - отход производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Смесь для изготовления литейных форм и стержней и способ её приготовления (варианты) | 2024 |
|
RU2826115C1 |
| Смесь для изготовления литейных форм и стержней | 1990 |
|
SU1775211A1 |
| САМОТВЕРДЕЮЩАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 1992 |
|
RU2061572C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ И СПОСОБ ЕЕ ПРИГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2011 |
|
RU2469813C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ В НАГРЕВАЕМОЙ ОСНАСТКЕ | 2019 |
|
RU2707250C1 |
| Самотвердеющая смесь для изготовления форм и стержней | 1990 |
|
SU1766575A1 |
| СМЕСЬ ПЛАКИРОВАННАЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2023 |
|
RU2819089C1 |
| Смесь для изготовления литейных форм иСТЕРжНЕй гОРячЕгО ОТВЕРждЕНия | 1978 |
|
SU831333A1 |
| Смесь для изготовления литейных форм и стержней в нагреваемой оснастке | 2017 |
|
RU2641938C1 |
| Смесь для изготовления литейных стерж-НЕй и фОРМ, ОТВЕРждАЕМыХ пРОдуВКОйВОздуХОМ | 1979 |
|
SU801956A1 |
Изобретение может быть использовано при изготовлении отливок из черных сплавов. Смесь для изготовления стержней содержит, мас.%: лигносульфонаты 4,5-5,5, периклазовый порошок или вторичный магнезит 3-10, воду 1,2-2,1, и в качестве огнеупорного наполнителя диоксид кремния, плакированный фенолоформальдегидной смолой - остальное. Обеспечивается повышение прочности, живучести и термостойкости смеси, что позволяет получать отливки с тонкими протяженными каналами. 3 табл.
Смесь для изготовления литейных стержней, включающая лигносульфонаты, воду и огнеупорный наполнитель, отличающаяся тем, что в качестве огнеупорного наполнителя она содержит диоксид кремния, плакированный фенолоформальдегидной смолой, и дополнительно содержит периклазовый порошок или вторичный магнезит, при следующем соотношении компонентов, мас.%:
Лигносульфонаты 4,5-5,5
Периклазовый порошок или вторичный
магнезит 3-10
Вода 1,2-2,1
Диоксид кремния, плакированный
фенолоформальдегидной смолой Остальное
| Смесь для изготовления литейных стержней и форм по нагреваемой осностке | 1976 |
|
SU689777A1 |
| Смесь для изготовления литейныхфОРМ и СТЕРжНЕй пО пОСТОяННОй МОдЕль-НОй OCHACTKE | 1979 |
|
SU833352A1 |
| СМЕСЬ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 0 |
|
SU387777A1 |
| Самотвердеющая смесь для изготовления литейных форм и стержней | 1979 |
|
SU942858A1 |

