Изобретение относится к транспортному оборудованию для кратковременного хранения и транспортирования жидкостей, в частности, к изготовлению многосекционных цистерн для молока.
Известен способ изготовления цистерны для перевозки молока модели 15-886, где котел цистерны - это цилиндрическая емкость сварной конструкции, состоящая из обечайки и двух эллиптических днищ (разделительных перегородок). Внутри цилиндрической емкости размещают три изолированные секции, изготовленные отдельно друг от друга и контактирующие в цилиндрической емкости между собой перегородками (см. Справочное пособие “Цистерны”. - М.: Транспорт, 1990, с.10-11, рис.1.9).
При этом способе изготовления многосекционных цистерн недостаточно плотно используется внутренний объем цистерн из-за достаточно больших промежутков между изолированными секциями.
Этого недостатка лишен способ изготовления цистерны, реализованный в многосекционной цистерне для транспортировки пищевых жидкостей, где многосекционную цистерну выполняют из трубчатого корпуса, разделенного на секции посредством разделительных элементов. Каждый разделительный элемент выполняют из выпукло-вогнутого диска, по периметру которого крепят с зазором относительно корпуса замкнутый периферийный элемент, имеющий тавровый профиль для закрепления разделительного элемента в цистерне. Между торцами соседних замкнутых периферийных элементов закрепляют с зазором относительно корпуса трубчатые обечайки (см. а.с. №1638075, В 65 D 88/06, опубл. 30.03.91, бюл. №12).
Известен также способ изготовления цистерн или иных подобных емкостей, имеющих одну или более разделительных перегородок в их внутреннем пространстве, при котором каждая перегородка выполнена с кольцевым желобом. При этом и перегородки, и кольцевой желоб герметично крепят по своей окружности к внутренней поверхности емкости. Кроме того, кольцевой желоб приваривают в зоне его внутреннего угла “h” к разделительной перегородке (патент GB 660757 A от 14.11 1951 - прототип).
Однако недостатком данного способа, как и предыдущего, является трудоемкость выполнения трех кольцевых швов в узле перегородки с последующей их зачисткой в ограниченном пространстве секций цистерны. Кроме того, наличие трех сварных швов не достаточно обеспечивает гигиенические характеристики полости цистерны.
Задачей предлагаемого способа является создание относительно простой технологии изготовления многосекционной цистерны с сохранением высоких гигиенических характеристик ее полости.
Технический результат заключается в том, что операция заготовки кольцевого зига с последующим монтажом разделительных перегородок обеспечивает не только жесткость конструкции, но и уменьшает длину сварных швов и трудоемкость их зачистки.
Технический результат достигается тем, что в способе изготовления многосекционной цистерны, включающем заготовку обечайки, монтаж разделительных перегородок секций и контроль герметичности емкостей секций, после заготовки обечайки по наружной поверхности ее зигуют кольцевой зиг, обращенный внутрь, а разделительную перегородку устанавливают по линии вершины кольцевого зига, герметично закрепляют ее, зачищают место соединения и повторяют операции по зиговке зига и установке разделительной перегородки в соответствии с количеством секций цистерны.
Признаки, отличающие предлагаемый способ от прототипа по патенту GB 660757A от 14.11 1951 г., характеризуют зиговку кольцевых зигов по наружной поверхности обечайки, обращенных внутрь, и монтаж разделительных перегородок по линии вершины кольцевого зига с одним соединительным швом.
Изготовление обечайки с кольцевым зигом уменьшает по сравнению с прототипом длину сварных швов в три раза, а также трудоемкость их зачистки. Кроме того, зиг придает жесткость конструкции.
Наличие одного соединительного, например сварного, шва облегчает обеспечивание высоких гигиенических характеристик полости цистерны.
Анализ научно-технической и патентной литературы показал, что изобретение отвечает критериям “новизна” и “существенные отличия”.
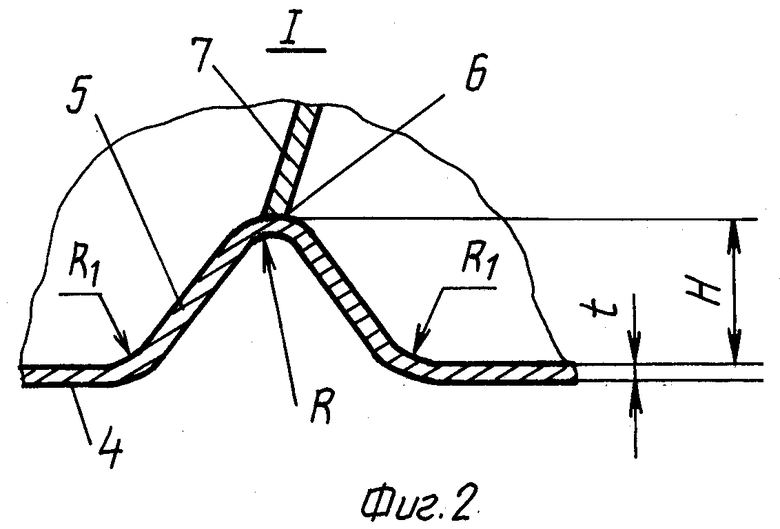
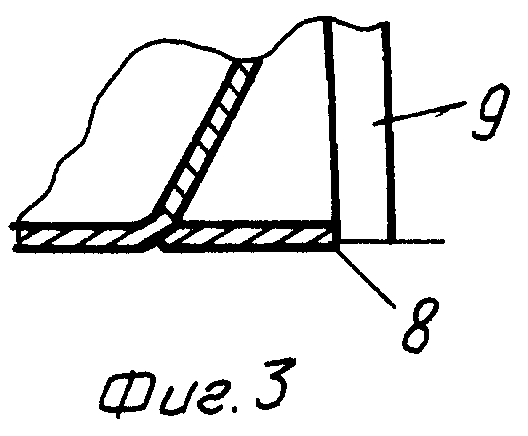
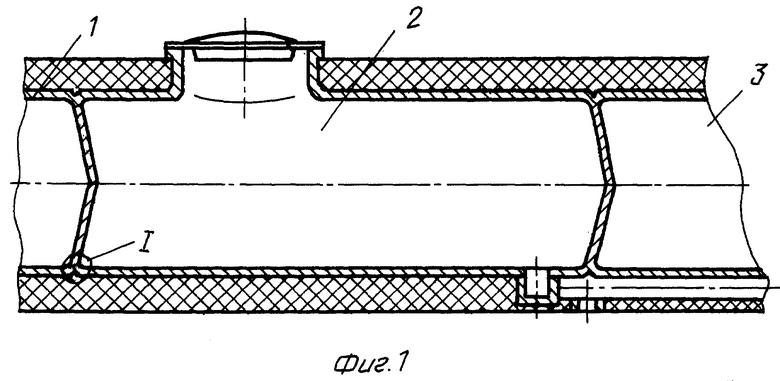
На фиг.1 представлен общий вид многосекционной цистерны, в разрезе; на фиг.2 - узел перегородки, в разрезе; на фиг.3 - узел спаривания полуобечаек.
Пример
Способ осуществляют следующим образом.
Берут заготовку обечайки 1 рассчитанной длины в соответствии с количеством секций 2, 3 цистерны из материала, рекомендованного для пищевых жидкостей, толщиной t и по наружной поверхности 4 на установке для зиговки зигуют зигующими роликами кольцевой зиг 5 с радиусом R и высотой Н.
Практически установлено, что оптимальное соотношение высоты зига и его радиуса H/R=3,5-4, при таком соотношении радиусы R1 облегчают промывку емкости секции для поддержания гигиенических условий. При этом зиг 5 обращен внутрь.
Далее осуществляют монтаж разделительных перегородок секций. Для этого по линии вершины 6 кольцевого зига 5 устанавливают разделительную перегородку 7, выверяют, поджимают и герметично закрепляют ее к вершине зига 6 кольцевого зига 5, создавая, таким образом, герметичность емкостей секций 2, 3. Место соединения зачищают, шлифуют, полируют.
Операции по зиговке зига и установке разделительной перегородки повторяют в соответствии с количеством секций цистерны.
После изготовления осуществляют контроль герметичности емкостей секций.
В случае, когда обечайку 1 невозможно выполнить из одной заготовки (много секций и большая длина) (фиг.3), то производят спаривание заготовок-полуобечаек. При этом после последнего присоединения разделительной перегородки устанавливают полуобечайку на стенд кромкой 8 на спаривающий бандаж 9. Далее устанавливают вторую полуобечайку для наращивания ее длины на стенд. Их кромки состыковывают, закрывают спаривающий бандаж и, например, обваривают спаривающий стык между полуобечайками по контуру сплошным швом на стенде для обварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЕКЦИОННАЯ ЦИСТЕРНА ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКОСТЕЙ | 2001 |
|
RU2241622C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕМБРАННОГО БЛОКА | 2005 |
|
RU2293235C1 |
| ЖЕЛЕЗНОДОРОЖНАЯ ЦИСТЕРНА ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКИХ ГРУЗОВ | 1997 |
|
RU2124994C1 |
| ЦИСТЕРНА ДЛЯ ТРАНСПОРТИРОВАНИЯ ЖИДКОСТИ | 1995 |
|
RU2077462C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| Автоцистерна | 1980 |
|
SU929500A1 |
| Способ изготовления тонкостенных оболочковых конструкций | 1982 |
|
SU1107990A1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ПОЛИМЕРНЫХ АРМИРОВАННЫХ ТРУБ | 2003 |
|
RU2225791C1 |
| ЖЕЛЕЗНОДОРОЖНАЯ ЦИСТЕРНА ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКИХ ГРУЗОВ | 1995 |
|
RU2074828C1 |
| ТЕПЛООБМЕННИК | 1994 |
|
RU2080536C1 |
Изобретение относится к транспортному оборудованию для хранения и транспортировки жидкостей. Способ изготовления многосекционной цистерны для транспортировки жидкостей включает заготовку обечайки, зиговку по наружной поверхности кольцевого зига 5, обращенного внутрь, монтаж разделительной перегородки 7 секции по линии вершины кольцевого зига, герметичное закрепление ее и зачистку места соединения. Операции по зиговке зига и установке разделительной перегородки повторяют в соответствии с количеством секций цистерны. Осуществляют контроль герметичности емкостей секций. Изобретение повышает прочность и гигиенические характеристики цистерны. 3 ил.
Способ изготовления многосекционной цистерны для транспортировки жидкостей, включающий заготовку обечайки, монтаж разделительных перегородок секций и контроль герметичности емкостей секций, отличающийся тем, что после заготовки обечайки по наружной поверхности ее зигуют кольцевой зиг, обращенный внутрь, а разделительную перегородку устанавливают по линии вершины кольцевого зига, герметично закрепляют ее, зачищают место соединения и повторяют операции по зиговке зига и установке разделительной перегородки в соответствии с количеством секций цистерны.
| Устройство для сварки пространственных арматурных каркасов | 1977 |
|
SU660757A1 |
| Приспособление для захвата паковки при ее съеме с веретена текстильной машины и установке на транспортное средство | 1988 |
|
SU1671746A1 |
| Система управления движителем | 1989 |
|
SU1634569A1 |
| Многосекционная цистерна для транспортировки пищевых жидкостей | 1989 |
|
SU1638075A1 |

