Изобретение относится к области металлургии, в частности к способам получения антифрикционных покрытий и упрочнения деталей цилиндропоршневой группы двигателей внутреннего сгорания, например поршневых колец, а также может быть использовано для нанесения покрытий на изделия, работающие в условиях трения.
Известен способ газотермического нанесения многослойных антифрикционных покрытий на основе железа, который включает нанесение адгезионного слоя толщиной 50-100 мкм, нанесение основного слоя толщиной 200-600 мкм и напыление приработочного слоя толщиной 150-250 мкм с различной пористостью основного и приработочного слоев [А.с. СССР №1696570, МКИ5 С 23 С 4/12, опубл. 1991].
Указанный способ характеризуется сложностью (в том числе сложностью подготовительных операций перед нанесением слоев) и нестабильностью технологии, необходимостью контроля пористости отдельных слоев, что можно сделать лишь разрушающим методом, а также потребностью в завершающей механической обработке (шлифовании) после нанесения покрытия.
Наиболее близким по технической сущности, выбранным в качестве прототипа является способ обработки стальных деталей [Патент РФ №2061089, МКИ6 С 23 С 8/42, опубл. 1996], при котором проводят анодную поляризацию упрочняемых деталей в солевом расплаве плотностью тока 0,1-25 А/дм2 при температуре 830-1190 К с использованием стального вспомогательного электрода.
Известными причинами, препятствующими получению технического результата, который обеспечивает предлагаемое изобретение, являются повышенные твердость и шероховатость известного покрытия, что приводит к увеличению периода приработки и повышенному износу в период эксплуатации.
Задачей, на решение которой направлено заявляемое изобретение, является повышение работоспособности деталей, в частности поршневых колец.
При осуществлении изобретения поставленная задача решается за счет достижения технического результата, который заключается в сокращении периода приработки и уменьшении износа покрытия в условиях ограниченной смазки.
Указанный технический результат достигается за счет упрочнения поверхностного слоя детали и нанесения поверх него приработочного слоя по следующей технологии: 1) нагрев детали в защитном солевом электролите, анодная поляризация ее током 0,1-25,0 А/дм2 в течение 1,5-2,0 ч при температуре закалки, выбираемой в соответствии с известными режимами термообработки по справочникам; 2) закалка детали в воде или масле в соответствии с принятыми режимами; 3) кипячение детали в воде в течение 20-60 мин с целью удаления пленки солевого электролита; 4) нанесение приработочного слоя электролитическим способом в этилендиаминовом электролите путем катодной поляризации детали плотностью тока 0,95-1,1 А/дм2 при температуре 22-40°С с медьсодержащим вспомогательным электродом до получения слоя меди толщиной 30-60 мкм.
Между заявленным техническим результатом и существенными признаками изобретения существует следующая причинно-следственная связь: в процессе анодной поляризации детали в солевом расплаве при температуре закалки легирующие компоненты и углерод, входящие в состав стали, диффундируют в поверхностный слой, что после закалки по известным режимам приводит к повышению микротвердости поверхности детали и увеличению ее износостойкости; прирабатываемость детали улучшается за счет нанесения на ее поверхность сервовитной медной пленки толщиной 30-60 мкм, обладающей термодинамически неустойчивой структурой, склонной к модификации в период приработки. Перед катодной поляризацией упрочненной детали необходимо удалить остатки солевого электролита кипячением в воде в течение 20-60 минут в зависимости от формы и шероховатости детали.
Остатки солевого электролита с гладких деталей простой формы, подобных поршневым кольцам, удаляются при кипячении 20 мин в воде. При меньшей продолжительности на поверхности изделий могут сохраниться "размягченные" остатки электролита. В случае более сложной формы поверхности (например, при наличии канавок или ступенчатых переходов от одного диаметра к другому) и большей шероховатости продолжительность кипячения приходится увеличивать до 60 мин, чтобы полностью растворить оставшийся электролит.
Нанесение медного приработочного слоя на поверхность изделия, работающего в условиях трения со смазкой, известно. В предлагаемом изобретении выбраны особые условия электролиза меди, позволяющие получить в процессе электрокристаллизации термодинамически неустойчивую структуру, склонную к интенсивной модификации в период приработки. Выступающие микронеровности нанесенного покрытия в начальные моменты эксплуатации легко деформируются, площадь опорных поверхностей трения увеличивается и силовое воздействие в местах контакта уменьшается, а качество прирабатываемых поверхностей улучшается. При "тяжелых" режимах трения медная пленка может служить твердым смазочным материалом благодаря своей особой структуре, сформированной в процессе электрокристаллизации с плотностью тока 0,95-1,1 А/дм2 и температуре 22-40°С в известном этилендиаминовом электролите.
Температура 22-40°С является оптимальной для электролиза меди в этилендиаминовом электролите: понижение температуры менее 22°С требует дополнительных затрат и усложняет технологию, повышение температуры более 40°С ухудшает качество медного покрытия.
Электрокристаллизация покрытий на плотностях тока менее 0,95 А/дм2 приводит к получению медного слоя со столбчатой структурой, которая практически не претерпевает желаемых изменений при "мягких" режимах трения. С другой стороны, использование плотности катодного тока больше 1,1 А/дм2 приводит к получению порошкообразных покрытий, ограниченно пригодных к использованию в качестве компактных слоев.
Толщина приработочного слоя менее 30 мкм не обеспечивает исправления геометрических погрешностей внутренней поверхности гильзы цилиндра, что приводит к потере работоспособности двигателя в целом. Увеличение толщины медного слоя выше 60 мкм вызывает необоснованные материальные и временные затраты, не улучшающие работоспособность двигателя.
Возможность осуществления предлагаемого способа нанесения антифрикционных покрытий подтверждают следующие примеры с образцами материалов, применяемых для изготовления поршневых колец. К образцам размером 40× 10× 10 мм крепили токоподводы из стали 20. При анодной поляризации в качестве вспомогательного электрода использовали прутки стали 20, нагрев осуществляли в печи сопротивления мощностью 10 кВт и рабочим объемом 3 дм3.
Пример 1. После нагрева тигля с расплавом буры, содержащей 0,5 мас.% оксида железа (II), до 880°С в расплав погружали образец стали 20Х и вспомогательный электрод. Образец подключали к положительному полюсу источника постоянного тока УИТ-1, а вспомогательный электрод - к отрицательному. В течение 2 часов пропускали ток плотностью 14,3 А/дм2, после чего образец закаливали в масле. Затем образец 20 мин кипятили в воде, перемещали его в этилендиаминовый электролит и катодно поляризовали током плотностью 1,1 А/дм2 при температуре 40°С, используя в качестве анода чистую медь. Состав электролита: СuSO4·5Н2О - 110-125 г/л, этилендиамин (70%-ный) - 60-70 г/л, Na2SO4·10H2О - 50-60 г/л, (NH4)2SО4 - 50-60 г/л, рН 6,8-8,4.
Пример 2. Способ осуществляли аналогично примеру 1, однако использовали образец из стали 50ХФА, а анодную поляризацию проводили 1,5 ч при 850°С током плотностью 25,0 А/дм2. Кипячение упрочненного образца проводили 30 мин. Катодную поляризацию выполнили током плотностью 0,95 А/дм2 при 22°С, используя бронзовый пруток БрОФ 6,5-0,4 в качестве анода.
Пример 3. Способ осуществляли аналогично примеру 1, однако использовали образец из чугуна ВЧХНМД, анодную поляризацию проводили 1,9 ч при 870°С током плотностью 0,1 А/дм2. Кипячение упрочненного образца проводили 60 мин. Катодную поляризацию выполнили током плотностью 1,05 А/дм2 при 29°С.
Пример 4. Способ осуществляли аналогично примеру 1, однако анодную поляризацию проводили 2,5 ч током плотностью 0,05 А/дм2. Кипячение упрочненного образца проводили 70 мин. Катодную поляризацию выполнили током плотностью 0,75 А/дм2 при 20°С.
Пример 5. Способ осуществляли аналогично примеру 1, однако анодную поляризацию проводили 1,0 ч при 830°С током плотностью 27,2 А/дм2. Кипячение упрочненного образца проводили 10 мин. Катодную поляризацию выполнили током плотностью 1,25 А/дм2 при 52°С. На поверхности образца наблюдали остатки солевого электролита.
Пример 6. Для сравнения упрочнили образец стали 20Х в соответствии с прототипом без нанесения приработочного слоя. Анодную поляризацию и закалку проводили аналогично примеру 1.
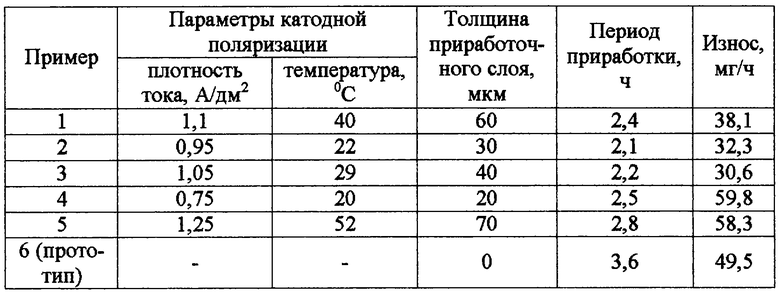
Износ образцов с покрытием определили на машине трения СМТ-2 по схеме "диск-пластина" без смазки по убыли массы. Период приработки оценивали по времени стабилизации величины износа. Приведенные в таблице результаты показывают преимущества предлагаемого изобретения по сравнению с прототипом: период приработки снижается на 33-42%, а величина износа в период эксплуатации - на 23-38%. В то же время осуществление способа нанесения антифрикционных покрытий с параметрами, выходящими за рамки заявляемых, не обеспечивает требуемого технического результата: хотя период приработки сокращается по сравнению с прототипом, интенсивность износа заметно возрастает.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ НА ДЕТАЛЯХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2012 |
|
RU2487200C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НЕРАЗЪЕМНЫХ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2005 |
|
RU2280550C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИКОРРОЗИОННЫХ ПОКРЫТИЙ НА СТАЛИ | 2009 |
|
RU2392360C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2009 |
|
RU2389593C1 |
| Способ формирования износостойкого самоприрабатывающегося покрытия на рабочих элементах спирального детандера из алюминиевого сплава | 2020 |
|
RU2741039C1 |
| Способ получения электрохимическим оксидированием покрытий на вентильных металлах или сплавах | 2019 |
|
RU2718820C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКИХ ГАЛЬВАНИЧЕСКИХ ЖЕЛЕЗНЫХ ПОКРЫТИЙ | 2009 |
|
RU2416679C2 |
| СПОСОБ ЭЛЕКТРОДИФФУЗИОННОЙ ТЕРМООБРАБОТКИ ПОЛОЙ ДЕТАЛИ ИЗ СТАЛИ | 2010 |
|
RU2450084C1 |
| Способ изготовления термомеханического актюатора для защиты электронного блока космического аппарата от перегрева и термомеханический актюатор, изготовленный по данному способу | 2023 |
|
RU2813613C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ОСАЖДЕНИЯ КОМПОЗИЦИОННОГО ХРОМОВОГО ПОКРЫТИЯ | 2009 |
|
RU2422563C1 |
Изобретение относится к области металлургии, в частности к способам получения антифрикционных покрытий и упрочнения деталей цилиндропоршневой группы двигателей внутреннего сгорания, например поршневых колец. Способ включает нагрев, анодную поляризацию детали в солевом расплаве током 0,1-25,0 А/дм2 в течение 1,5-2,0 часов при температуре закалки, закалку детали в воде или масле, кипячение детали в воде в течение 20-60 мин с целью удаления пленки солевого электролита; нанесение приработочного слоя электролитическим способом в этилендиаминовом электролите путем катодной поляризации детали плотностью тока 0,95-1,1 А/дм2 при температуре 22-40°С с медьсодержащим вспомогательным электродом до получения слоя меди толщиной 30-60 мкм. Технический результат заключается в сокращении периода приработки и уменьшении износа покрытия в условиях ограниченной смазки. 1 табл.
Способ нанесения антифрикционных покрытий, включающий нагрев, анодную поляризацию детали в солевом расплаве током 0,1-25,0 А/дм2 продолжительностью 1,5-2,0 ч с помощью вспомогательного электрода и закалку, отличающийся тем, что поляризацию детали ведут при температуре закалки, после закалки кипятят деталь в воде в течение 20-60 мин и наносят приработочный слой толщиной 30-60 мкм путем катодной поляризации изделия в электролите с медьсодержащим вспомогательным электродом плотностью тока 0,95-1,1 А/дм2 при температуре 22-40°С.
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ДЕТАЛЕЙ | 1993 |
|
RU2061089C1 |
| Способ химико-термической обработки стальных изделий | 1990 |
|
SU1788083A1 |
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |

