Изобретение относится к восстановлению изношенных деталей машин и механизмов путем нанесения на их поверхность гальванических железных покрытий, обладающих повышенной износостойкостью.
Известен способ нанесения на поверхность изношенных деталей гальванических железных покрытий с целью восстановления их геометрических размеров и упрочнения истираемой во время работы поверхности [1]. При этом восстанавливаемая деталь и растворимый анод, изготовленный из низкоуглеродистой стали, помещаются в раствор электролита, содержащего соли железа, натрия виннокислого, серную и соляную кислоты, и подключаются к источнику тока. Электролиз ведется при постоянной плотности тока до получения требуемой толщины покрытия. При плотности катодного тока 60-100 А/дм2 покрытия имеют твердость 50-60 HRC и высокую износостойкость, сравнимую с износостойкостью закаленной углеродистой стали.
Недостатком этого способа является высокая хрупкость покрытия, что приводит к его разрушению в процессе эксплуатации.
Наиболее близким к предлагаемому способу является способ формирования износостойких композиционных гальванических железных покрытий, получаемых из электролитов-суспензий в процессе гетероадагуляции частиц дисперсной фазы на катоде с последующим их заращиванием электроосажденным металлом-матрицей [2]. В качестве частиц дисперсной фазы, в частности, используют карбиды, оксиды, бориды, нитриды, обладающие высокой твердостью по сравнению с металлической матрицей гальванического покрытия. Максимальная износостойкость композиционных покрытий достигается при отношении твердости частиц дисперсной фазы к твердости материала металлической матрицы, лежащем в интервале от 4 до 8. Размер дисперсных частиц должен соответствовать оптимальной площади контакта, необходимой в процессе приработки трущихся поверхностей. В зависимости от назначения восстанавливаемой детали он составляет 10-30 мкм [2].
Недостатками этого способа являются:
- трудность получения покрытий с заданной концентрацией дисперсной фазы;
- отсутствие химических связей между металлической матрицей и частицами дисперсной фазы, что в ряде случаев приводит к выкрашиванию дисперсных включений.
Задача изобретения - создание структурной гетерогенности химически однородного материала гальванического покрытия для последующего формирования аналога матрицы невысокой твердости с твердыми включениями.
Технический результат - повышение износостойкости покрытий.
Результат достигается тем, что на поверхность детали наносят гальваническое покрытие из раствора электролита, содержащего соль железа, серную и соляную кислоты, а далее последовательно формируют слои железа толщиной 10-30 мкм, отношение твердостей которых составляет 4-8.
Покрытие наносят из электролита железнения следующего состава:
Температура электролита 50°С.
Вначале при плотности катодного тока 10 А/дм2 в течение часа наносят слой покрытия толщиной 0,1 мм твердостью 7-12 HRC [3], служащий металлической матрицей для дальнейшего формирования чередующихся слоев относительно высокой и низкой твердости. Затем последовательно наносят слои твердостью 50-55 и 7-12 HRC толщиной 10-30 мкм каждый при плотностях катодного тока 60-100 и 10 А/дм2 соответственно. Время нанесения более твердого из указанных слоев 1-4 минуты, менее твердого - 6-18 минут. Всего в процессе восстановления детали формируется 5-10 пар слоев, отношение твердостей которых составляет 4-8.
Гальваническое покрытие с чередующимися слоями низкой и высокой твердости ("слоистое" покрытие) аналогично по своим свойствам гальванопокрытию с твердыми дисперсными включениями другой фазы. Поскольку преимущественный рост гальванического покрытия происходит на микронеровностях рельефа, то сформированный при высокой плотности катодного тока твердый слой аналогичен твердым дисперсным частицам. Время наращивания твердого слоя подбирают так, чтобы размер сформированных на микронеровностях твердых зерен соответствовал оптимальному с точки зрения износостойкости размеру дисперсных частиц (10-30 мкм) [2]. Наращиваемый далее слой невысокой твердости исключает выкрашивание износостойкого слоя высокой твердости. Чередующиеся слои высокой и низкой твердости позволяют формировать износостойкий слой значительной толщины, до 1,5 мм.
Пример конкретного выполнения способа нанесения износостойких "слоистых" гальванических покрытий: нанесение покрытий производилось на поверхность образцов, изготовленных из стали 45, поскольку большое количество автомобильных и других деталей изготавливается из этой стали. Перед нанесением покрытий образцы имели диаметр 40 мм и толщину 8 мм. Образцы обезжиривались кипячением в 5%-ном растворе едкого натра в течение десяти минут, затем последовательно промывались в проточной горячей (60°С) и холодной (20°С) воде в течение одной минуты. Образцы соединялись с токопроводящей шиной. Поверхности оснований изолировались диэлектрическими шайбами для того, чтобы нанесение покрытий осуществлялось только на цилиндрическую поверхность. Непосредственно перед нанесением покрытий образцы подвергали финишной анодной обработке в 35%-ной серной кислоте при комнатной температуре в течение 30 секунд при плотности анодного тока 60 А/дм2. Затем образцы промывались струей горячей (60°С) воды и помещались в ванну с электролитом железнения, состав и температура которого приведены выше.
При плотности катодного тока 10 А/дм2 в течение часа на цилиндрическую поверхность образца наносился слой покрытия толщиной 0,1 мм твердостью 7-12 HRC. Затем последовательно были нанесены десять пар слоев толщиной 20 мкм каждый при плотности катодного тока 100 и 10 А/дм2 и твердостью 50-55 и 7-12 HRC соответственно. Время нанесения более твердого из указанных слоев 1,5 минуты, менее твердого 15 минут. После шлифовки на глубину 0,1 мм определялась износостойкость образцов на машине СМЦ-2.
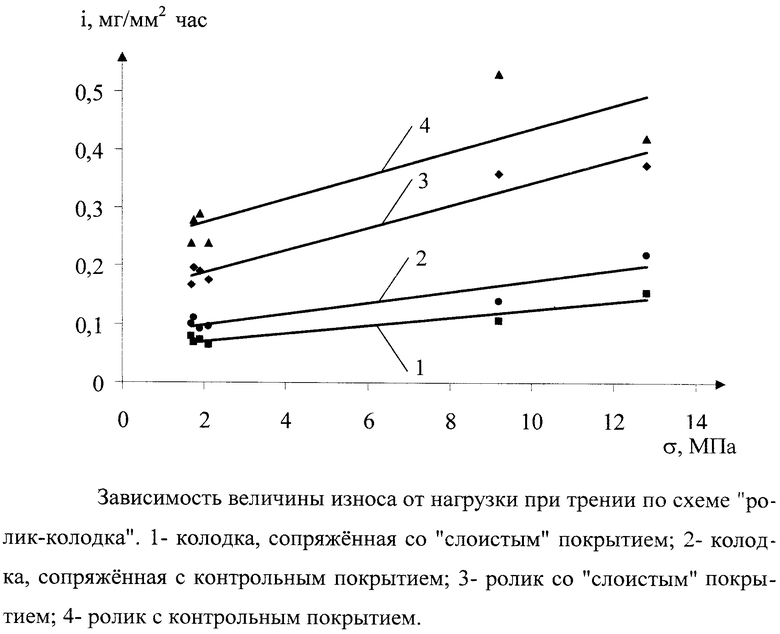
Результаты сравнительных испытаний величины износа "слоистых" покрытий, полученных предложенным способом, и контрольных, нанесенных в тех же самых условиях при постоянной плотности катодного тока 20 А/дм2 приведены на чертеже. Условия испытаний: колодка - АМКО-8-1-3, скорость движения 3,14 м/с, время испытаний 1 час, смазка - минеральное масло М10Г2. Видно, что величина износа "слоистых" покрытий приблизительно на 30% меньше, чем контрольных.
Таким образом, экспериментально установлено, что формирование "слоистых" покрытий приведенными выше средствами и методами позволяет достичь технический результат: повышение износостойкости примерно на 30%.
Источники информации
1. Мелков М.П., Шевцов А.Н., Мелкова И.М. Восстановление автомобильных деталей твердым железом. - М.: Транспорт, 1982. - 198 С.
2. Гурьянов Г.В. Электроосаждение износостойких композиций. Кишинев: ШТИИНЦА, 1985. - 238 С.
3. Ивашкин Ю.А., Коваленко Л.В., Потапенков Е.В. Твердость и износостойкость гальванических железоникелевых покрытий. - Ремонт, восстановление, модернизация, 2006, №3, с.41-42.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения гладких гальванических железных покрытий в проточном электролите с крупными дисперсными частицами | 2018 |
|
RU2690773C1 |
| СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ЖЕЛЕЗНЫХ ПОКРЫТИЙ В ПРОТОЧНОМ ЭЛЕКТРОЛИТЕ С КРУПНЫМИ ДИСПЕРСНЫМИ ЧАСТИЦАМИ | 2011 |
|
RU2503751C2 |
| СПОСОБ ГАЛЬВАНИЧЕСКОГО ВОССТАНОВЛЕНИЯ ИЗНОШЕННОЙ СТАЛЬНОЙ ДЕТАЛИ В ПРОТОЧНОМ ЭЛЕКТРОЛИТЕ С ДИСПЕРСНЫМИ ЧАСТИЦАМИ | 2021 |
|
RU2781400C1 |
| Способ получения композиционного электрохимического покрытия на стали | 2015 |
|
RU2618679C1 |
| СПОСОБ НАНЕСЕНИЯ КОМПОЗИЦИОННЫХ ЭЛЕКТРОХИМИЧЕСКИХ ПОКРЫТИЙ | 2011 |
|
RU2482225C2 |
| СПОСОБ НАНЕСЕНИЯ КОМПОЗИЦИОННЫХ ЭЛЕКТРОХИМИЧЕСКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ С ПОСЛЕДУЮЩЕЙ ЭЛЕКТРОТЕРМИЧЕСКОЙ ОБРАБОТКОЙ | 2011 |
|
RU2473715C2 |
| СПОСОБ НАНЕСЕНИЯ КОМПОЗИЦИОННОГО ЭЛЕКТРОХИМИЧЕСКОГО ПОКРЫТИЯ КОБАЛЬТ-КАРБИД ВОЛЬФРАМА | 2023 |
|
RU2796775C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ КОБАЛЬТ-КАРБИД ВОЛЬФРАМА С ИСПОЛЬЗОВАНИЕМ ИМПУЛЬСНОГО РЕЖИМА ЭЛЕКТРОЛИЗА | 2023 |
|
RU2818200C1 |
| СПОСОБ НАНЕСЕНИЯ КОМПОЗИЦИОННОГО ЭЛЕКТРОЛИТИЧЕСКОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЕ ИЗДЕЛИЯ | 2010 |
|
RU2476628C2 |
| АНТИФРИКЦИОННОЕ ПОКРЫТИЕ МЕДЬ-ФТОРОПЛАСТ | 2017 |
|
RU2696376C2 |
Изобретение относится к восстановлению изношенных деталей машин и механизмов путем нанесения на их поверхность гальванических железных покрытий, обладающих повышенной износостойкостью. Способ включает нанесение на поверхность детали гальванического покрытия из раствора электролита, содержащего соль железа, серную и соляную кислоты, при этом покрытие наносят последовательным формированием чередующихся слоев железа высокой и низкой твердости толщиной 10-30 мкм, отношение твердостей которых составляет 4-8. Технический результат - повышение износостойкости покрытий. 1 ил.
Способ формирования износостойких гальванических железных покрытий, включающий нанесение на поверхность детали гальванического покрытия из раствора электролита, содержащего соль железа, серную и соляную кислоты, отличающийся тем, что покрытие наносят последовательным формированием чередующихся слоев железа высокой и низкой твердости толщиной 10-30 мкм, отношение твердостей которых составляет 4-8.
| Способ электролитического железнения в хлористых электролитах | 1990 |
|
SU1820921A3 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ СПЛАВА ЖЕЛЕЗО - МОЛИБДЕН | 2000 |
|
RU2174163C1 |
| JP 62161982 A, 17.07.1987. | |||

