Изобретение относится к электролитическим способам нанесения защитных антикоррозионных покрытий на изделия из стали, эксплуатируемых в коррозионно-активной среде, преимущественно содержащей хлорид-ионы, например в морской воде, в атмосфере солевого тумана, и может быть использовано в судовом машиностроении, при изготовлении элементов и деталей портовых и причальных сооружений, конструкций различного назначения для прибрежной морской зоны.
Известен способ [пат. СССР №1792458, опубл. 1993.01.30] электролитического нанесения защитного покрытия на углеродистую сталь в силикатном электролите, содержащем, г/л: КОН 30, жидкое стекло 30, воду - остальное, осуществляемый в два этапа, причем на первом этапе микродугу (плазменные микроразряды) зажигают при плотности тока 70-130 А/дм2, затем наращивают силикатное покрытие при плотности тока 5-25 А/дм2. Получаемые с помощью известного способа покрытия проявляют недостаточно высокие антикоррозионные свойства вследствие значительной пористости, наличия дефектов, а также из-за неоднородной структуры и недостаточной толщины покрытия, что обусловлено электролитической обработкой в униполярном режиме.
Известен способ обработки поверхности железа и стали для ее защиты от коррозии и износа [пат. Китая №1721578, опубл. 2006.01.18], включающий предварительную обработку поверхности и ее последующее микродуговое (плазменно-электролитическое) оксидирование в биполярном режиме в течение 1-120 мин при плотности тока 1-300 А/дм2, Ua=200-1000 В, Uк=20-400 В и частоте источника энергии 1-2000 Гц в щелочном электролите, содержащем фосфат-, карбонат-, сульфат- или силикат-ионы. Однако известный способ практически не позволяет получить покрытия, обладающие достаточно высокими защитными антикоррозионными свойствами, поскольку предлагаемые широкие интервалы параметров оксидирования и сильно различающиеся свойства используемых электролитов делают крайне затруднительным выбор оптимальных условий, обеспечивающих получение однородных покрытий с низкой пористостью, обладающих высокой адгезией к подложке, без дефектов поверхностного слоя.
Наиболее близким к заявляемому является способ нанесения износостойких и обладающих низкой сквозной пористостью покрытий на металлы и сплавы, в частности на изделия из стали [а.с. СССР №1200591, опубл. 07.04.1989], путем микродугового (плазменно-электролитического) оксидирования в биполярном режиме с частотой следования положительных и отрицательных импульсов 50 Гц, величине катодного тока 0,6-24,0 А/дм2, анодного тока 0,6-25,0 А/дм2, при соотношении амплитудных значений катодного и анодного токов в пределах 0,5-0,95 в щелочном электролите, содержащем, г/л:
Недостатком известного способа является недостаточно высокая коррозионная стойкость формируемых с его помощью покрытий, которая обусловлена рыхлостью, пористостью и дефектами поликристаллического поверхностного слоя покрытий, образованного гидроксидами алюминия и продуктами их термического разложения. При эксплуатации известного покрытия в коррозионно-активной среде, в частности содержащей хлорид-ионы, последние проникают в поры и дефекты покрытия и взаимодействуют с подложкой, что приводит к разрушению покрытия. Необходимость дополнительной операции по удалению поверхностного пористого рыхлого слоя покрытия шлифованием, осуществляемой в соответствии с известным способом, усложняет его промышленное применение. Кроме того, электролит, используемый в известном способе для нанесения покрытий на изделия из стали, содержит алюминат натрия, вследствие чего является неустойчивым во времени вследствие процессов полимеризации и поликонденсации алюминатных комплексов в растворе с течением времени, а также в процессе оксидирования, что затрудняет промышленное применение известного способа.
Задачей изобретения является создание простого в промышленном применении способа нанесения на сталь покрытий, обладающих высокими антикоррозионными свойствами за счет формирования более плотного и однородного стеклообразного покрытия, прочно связанного с поверхностью стали.
Поставленная задача решается способом получения антикоррозионных покрытий на изделиях из стали плазменно-электролитическим методом в биполярном режиме в щелочном электролите, содержащем жидкое стекло, в котором, в отличие от известного, плазменно-электролитическое оксидирование осуществляют в течение 10-20 мин при анодной составляющей напряжения, возрастающей в ходе оксидирования от 20 до 310 В, и постоянной катодной составляющей напряжения -25-30 В, при соотношении продолжительности анодного и катодного периодов поляризации 2:1 и частоте их следования 150 Гц в электролите, содержащем, г/л:
Способ осуществляют следующим образом.
Готовят электролит путем последовательного растворения в дистиллированной воде входящих в его состав компонентов из расчета 15-20 г/л карбоната натрия Na2CO3 и 25-30 г/л жидкого стекла Na2SiO·H2O и тщательного перемешивания. Подготовленный таким образом электролит перед использованием выдерживают в течение 30 минут.
Изделие из стали помещают в заполненную электролитическую ванну, при этом изделие является одним из электродов, а в качестве противоэлектрода используют полый холодильник, выполненный, например, из титана, в виде змеевика, охлаждаемого проточной водой. В процессе оксидирования температуру электролита поддерживают таким образом, чтобы она не превышала 25°С.
В процессе оксидирования подают напряжение на электроды, реализуя биполярный (анодно-катодный) режим. Величину прилагаемого анодного напряжения в течение 10-20 мин увеличивают от 20 до 310 В, при этом скорость изменения анодного напряжения составляет 0,30-0,45 В/с. В катодный полупериод процесса обработку осуществляют при стабилизированном напряжении U=(-25-30) В. Соотношение продолжительности анодного и катодного периодов поляризации τa/τк=2/1, при этом частота следования упомянутых периодов составляет 150 Гц.
Высокая температура в разрядных каналах, реализуемая в анодный период плазменно-электролитического оксидирования, способствует протеканию высокотемпературной реакции взаимодействия диоксида кремния, образующегося у поверхности обрабатываемой детали из содержащихся в электролите ионов SiO3 2-, с оксидом железа (III), который в ходе оксидирования образуется непосредственно на поверхности обрабатываемой детали. В результате упомянутого взаимодействия формируется рентгеноаморфное покрытие из обладающей высокой гомогенностью стеклофазы. Полученное покрытие обладает прилегающим к поверхности обрабатываемой стали развитым внутренним слоем, обеспечивающим прочное сцепление покрытия с обрабатываемой поверхностью.
Наличие катодной составляющей напряжения позволяет реализовать в ходе анодной поляризации изделия плазменные микроразряды с высокой плотностью тока. При этом кратковременность существования упомянутых анодных микроразрядов, обусловленная чередованием анодной и катодной поляризации обрабатываемого изделия, препятствует их переходу в дуговые разряды и позволяет избежать разрушающих тепловых воздействий на поверхность формируемого покрытия и образования дефектов. Кроме того, катодная составляющая напряжения непосредственно воздействует на процесс формирования покрытия: отрицательная поляризация изделия, в ходе которой преобладает электронный перенос заряда, способствует более равномерному распределению пор на поверхности.
Плазменное электролитическое оксидирование при начальном анодном напряжении менее 20 В приводит к формированию тонких, с нарушенной сплошностью пленок, не обеспечивающих требуемой антикоррозионной защиты. Оксидирование при конечном анодном напряжении выше 310 В приводит к сильному разогреву электролита и газообразованию, обусловливающему появление дефектов в формируемом покрытии, образование наростов и пятен на его поверхности, при этом выделяющиеся газы могут привести к «подрыву» и отслоению покрытия. Антикоррозионные свойства таких покрытий являются низкими.
При низких (менее -30 В) катодных напряжениях образуются очень тонкие покрытия в виде цветов побежалости. Катодные напряжения, превышающие -25 В, приводят к формированию неоднородных покрытий с различными дефектами. Выход за пределы заявляемого интервала катодных напряжений не позволяет получать покрытия с достаточно высокими антикоррозионными свойствами.
Токи коррозии, характеризующие антикоррозионные свойства получаемых покрытий, определяли с помощью методов потенциодинамической поляризации и электрохимической импедансной спектроскопии. Токи коррозии, измеренные для покрытий, полученных по способу-прототипу, более чем в полтора раза превышают токи коррозии покрытий, полученных предлагаемым способом.
Рентгенофазовый анализ покрытий был выполнен на автоматическом рентгеновском дифрактометре D8 ADVANCE (CuKα-излучение) производства фирмы BRUKER. Согласно данным рентгенофазового анализа формируемые предлагаемым способом покрытия на стали являются рентгеноаморфными.
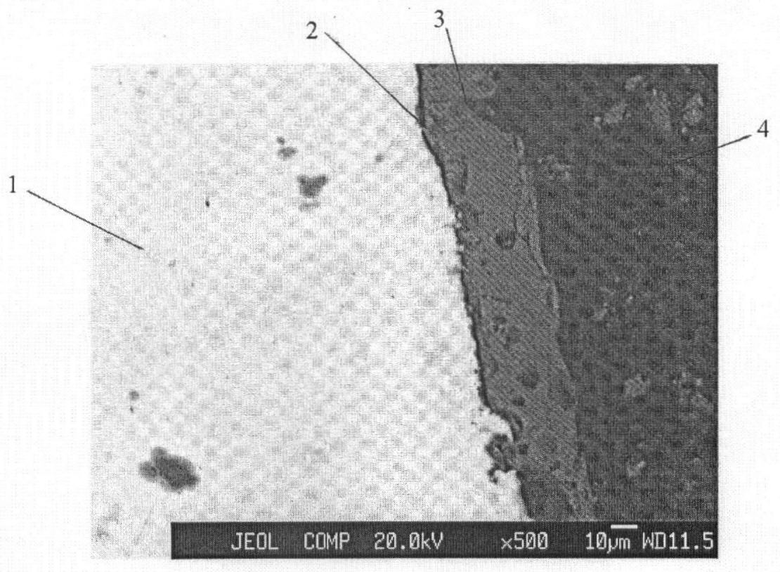
Элементный состав покрытий был определен с помощью электронного зондового микроанализатора JXA-8100 Flatron Probe Microanalyzer на специально подготовленных шлифах поперечного среза образцов с покрытием, которые заливали акриловой смолой и затем шлифовали с помощью шлифовального станка с автоматической головкой. Элементный состав средней части покрытия, ат.%: О 66,85; Na 0,72; Si 29,48; Fe 2,96.
Полученные с помощью предлагаемого способа покрытия представляют собой стеклофазу, включающую оксидные соединения железа (III), натрия и кремния (Na2O·Fe2O3·SiO2).
Профиль отшлифованного поперечного среза покрытия (поперечного шлифа) показан на фотографии, полученной с помощью сканирующего электронного микроскопа: 1 - сталь (Ст. 3); 2 - внутренний слой покрытия; 3 -покрытие; 4 - акриловая смола.
Толщина покрытия составляет 20-30 мкм.
Таким образом, с помощью предлагаемого способа на поверхности изделий из стали формируются покрытия, состав и структура которых (монолитная проплавленная стеклофаза с малым количеством дефектом и пор) создают барьер на пути вызывающих коррозию хлорид-ионов, а также кислорода к поверхности стали и обеспечивают высокие антикоррозионные свойства упомянутых покрытий, что является техническим результатом изобретения. Прилегающий к поверхности обрабатываемого стального образца внутренний слой покрытия обеспечивает прочное сцепление покрытия с обрабатываемым образцом. Кроме того, предлагаемый способ является более простым и приемлемым в промышленном применении в сравнении с прототипом.
Примеры конкретного осуществления способа
Плазменно-электролитическое оксидирование образцов, выполненных из стали, проводили при соотношении продолжительности анодного и катодного периодов поляризации 2:1 и частоте их следования 150 Гц.
Эффективная плотность анодного тока составляла 5,4 А/дм2, эффективная плотность анодного тока - 2,7 А/дм2.
Электрохимические свойства (поляризационное сопротивление (RP) и ток коррозии (IС)) формируемых на стали поверхностных слоев исследовали с использованием потенциостата/гальваностата Series G300 (Gamry Instruments), сопряженного с компьютером. Измерения проводились в трехэлектродной ячейке, в качестве электролита применяли 3% водный раствор NaCl при комнатной температуре. Рабочая площадь исследуемого образца с покрытием составляла 1 см2. При проведении импедансных измерений в качестве возмущающего сигнала использовался сигнал синусоидальной формы амплитудой 10 мВ. Управление экспериментом осуществлялось с использованием программного обеспечения DC 105DC Corrosion Techniques и EIS300 Electrochemical Impedance Spectroscopy Software.
Пример 1
Плазменно-электролитическое оксидирование образца стали Ст.3 (вес.%: Fe 99,29; Mn 0,40; Si 0,17; С 0,14) проводили в электролите следующего состава, г/л:
в описанных выше условиях в течение 10 мин при анодном напряжении, изменяющемся от 20 до 310 В со скоростью 0,45 В/с, и катодном напряжении -30 В.
Измеренное значение тока коррозии составило 3,07·10-6 А/см2. Толщина покрытия 25 мкм.
Пример 2
Плазменно-электролитическое оксидирование образца стали Ст.3 проводили, как в примере 1, в электролите следующего состава, г/л:
в течение 20 мин при анодном напряжении, изменяющемся от 20 до 310 В со скоростью 0,30 В/с, и катодном напряжении -25 В.
Измеренное значение тока коррозии составило 2,95·10-6 А/см2. Толщина покрытия 25 мкм.
Пример 3 (прототип)
Плазменно-электролитическое оксидирование образца стали Ст.3 проводили в электролите следующего состава, г/л:
при значениях плотности катодного тока 14 А/см2, анодного тока - 18 А/см2 и соотношении амплитудных значений катодного и анодного токов 0,8.
Измеренное значение тока коррозии составило 4,98·10-6 А/см2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА СПЛАВАХ МАГНИЯ | 2008 |
|
RU2357016C1 |
| Способ получения защитных покрытий на вентильных металлах и их сплавах | 2017 |
|
RU2677388C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА СТАЛИ | 2007 |
|
RU2353716C1 |
| Способ получения коррозионностойких гибридных покрытий на магнии и его сплавах | 2023 |
|
RU2809685C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА СПЛАВАХ МАГНИЯ | 2013 |
|
RU2543580C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ СУПЕРГИДРОФОБНЫХ ПОКРЫТИЙ НА СТАЛИ | 2012 |
|
RU2486295C1 |
| Способ получения на сплавах магния композиционных многофункциональных покрытий | 2022 |
|
RU2782770C1 |
| Способ получения на сплавах магния гибридных защитных покрытий с антибактериальными свойствами | 2022 |
|
RU2785579C1 |
| Способ получения антикоррозионного покрытия на основе пористого ПЭО-слоя, импрегнированного ингибитором коррозии группы азолов | 2023 |
|
RU2813900C1 |
| Способ получения антикоррозионного износостойкого покрытия на сплавах магния | 2016 |
|
RU2617088C1 |
Изобретение относится к области гальванотехники и может быть использовано в судовом машиностроении, конструкциях различного назначения прибрежной морской зоны. Способ включает плазменно-электролитическое оксидирование в биполярном режиме в щелочном электролите, содержащем жидкое стекло, при этом плазменно-электролитическое оксидирование осуществляют при анодной составляющей напряжения, возрастающей в ходе оксидирования от 20 до 310 В, и постоянной катодной составляющей напряжения 25-30 В, соотношении продолжительности анодного и катодного периодов поляризации 2:1 и частоте их следования 150 Гц в течение 10-20 мин в электролите, содержащем, г/л: Na2СО3 15-20, Na2SiO3·H2O 25-30 и воду. Технический результат: повышение коррозионной стойкости покрытий. 1 ил.
Способ получения антикоррозионных покрытий на изделиях из стали, включающий плазменно-электролитическое оксидирование в биполярном режиме в щелочном электролите, содержащем жидкое стекло, отличающийся тем, что плазменно-электролитическое оксидирование осуществляют при анодной составляющей напряжения, возрастающей в ходе оксидирования от 20 до 310 В, и постоянной катодной составляющей напряжения 25-30 В, соотношении продолжительности анодного и катодного периодов поляризации 2:1 и частоте их следования 150 Гц в течение 10-20 мин в электролите, содержащем, г/л:
| Способ нанесения покрытий на металлы и сплавы | 1982 |
|
SU1200591A1 |
| SU 926083 A, 25.01.1980 | |||
| Способ электролитического нанесения силикатного покрытия | 1991 |
|
SU1792458A3 |
| Окуляр с удаленным выходным зрачком | 1989 |
|
SU1721578A1 |

