(2t) 4131962/28-27
(22) 08.10.86
(46) 23.10.88. Вия. 9 39
(71)Специальное конструкторско-тех- нологическое бюро медицинской техники и Институт механики АН УССР
(72)В.П.Мунтян и А.С.Пальчевский .(53) 621.981.1 (088.8)
,(56) Авторское свидетельство СССР .If 837478, кл. В 21 D 19/16, 1981.
.(54) СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
(57) Изобретение относится к обработке металлов давлением и может быть использовано для получения трубчатых ияделий с двойными стенками. Цель изобретения - улучшение качества вывернутой заголовки и снижение энергоемкости технологического процесса.
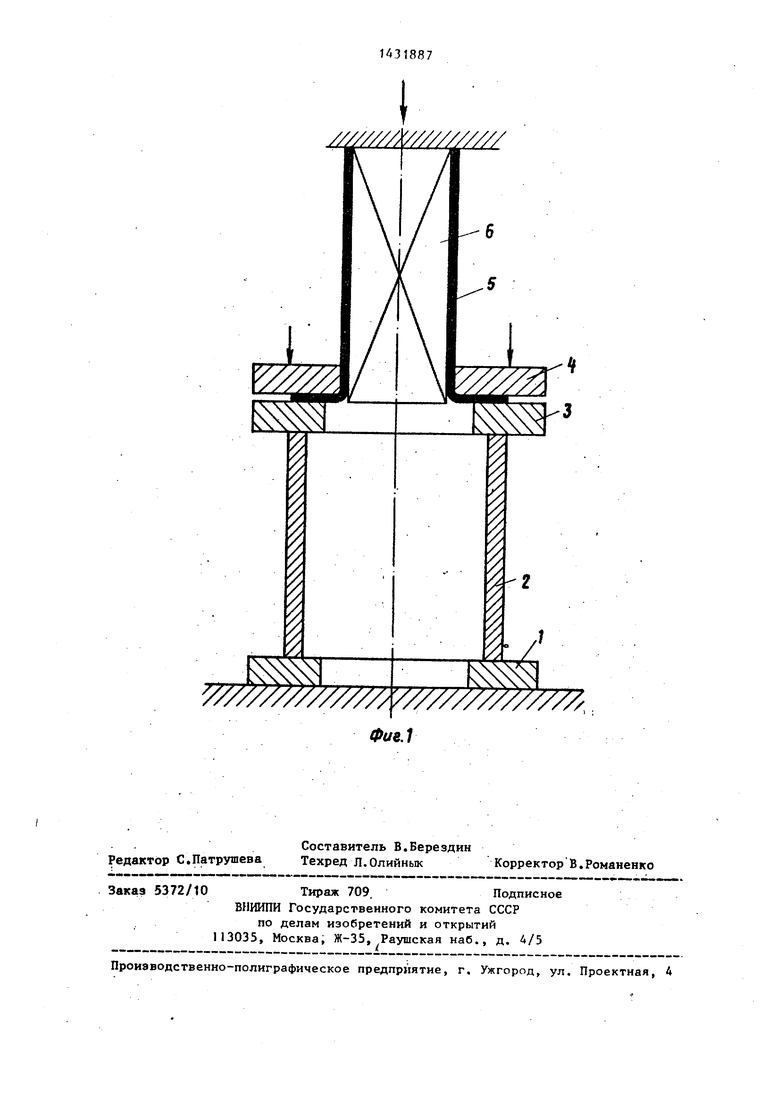
Способ включает осевую подачу трубчатой заготовки 5, неподвижное эакре пление предварительно деформированно го края заготовки и выворот ее в холодном состоянии при перемещающемся нелокапизованном очаге деформации. Устройство для осуществления способа содержит полый цилиндрический корпус
2,на котором установлена пара плит
3,4с кольцевыми выемками, между которыми зажимается край заготовки 5, а также разжимную оправку 6. При приложении продольного усилия от ползуна пресса к верхней торцовой поверхности заготовки 5 происходит ее опускание в полость корпуса 2, а положение фланца остается неизменным.
В результате этого при перемещении нелокализованного очага деформации происходит вьшорот заготовки 5. 2 с.п. ф-льг, 2 ил о
(Л
с
со
00 00 vj
i Изобретение относится к обработке Ыталлов давлением и может быть использовано для получения трубчатых изделий с двойными стенками. .
Цель изобретения - улучшение качества вывернутой заготовки и снижение энергоемкости технического про цесса.
; На фиг„1 показана схема формообра- зования в исходном положении заготовки} на фиг.2 - схема формообразования во время выворота заготовки.
Устройство для осуществления данного способа содержит закрепленное на прессе (не показан) основание 1, на котором установлен полый цилиндрический корпус ., в верхней части ко- торого установлена плита 3 с выемкой I на торцовой поверхности по периметру I отверстия. Соосно плите 3 установлен I плита-прижим 4, снабженный выемкой I на торцовой поверхности по периметру I отверстия, соответствующей выемке I плиты 3. Между выемками плит 3 -и 4 :установлен фланец заготовки 5, ци- I линдрйческая часть которой расположена СООСНО этим плитам и цилиндри- I ческому корпусу 2. В заготовке 5 ус- тановлена разжимная оправка б, высота : которой равна высоте цилиндрической I части заготовки 5. ; Способ изготовления трубчатой заготовки осуществляется следующим образом.
В предварительно отбортованную заготовку 5 устанавлив ают разжимную оправку 6, которая разжимается затем до соприкосновения ее наружной поверхности с внутренней поверхностью ци- линдрической части заготовки 5.
Заготовку 5 устанавливают на плиту 3 так, чтобы ее предварительно отбортованная часть (фланец) вошла
в выемку зтой плиты.
.
Сверху устанавливают плиту 4 так, чтобы ее выемка совместилась с выступающей частью фланца заготовки 5, После этого положение плит 3 и 4 фиксируется устройством (не показано), в результате чего фланец заготовки 5 зажимается. При этом цилиндрическая часть заготовки 5 с оправкой 6 расположена выше плиты 3. Затем к верхней торцовой поверхности заготовки 5 при
5 0
п
с
5
0 5
5
кладывается продольное усилие от ползуна пресса (не показан), цилиндрическая часть заготовки 5 опускается вниз в полость корпуса 2, а положение ее фланца остается неизменным, в результате чего происходит вьшорот данной заготовки. При этом происходит перемещение нелокализованного очага деформации. Освободившаяся при этом часть оправки 6 расположена в корпусе 2, а находящаяся в заготовке 5 обеспечивает устой 1ивость последней
И р и м е р. Стальную трубчатую заготовку Д 1( 0,5 мм деформируют нахолодно на прессе с усилием 5000 кН, предварительно зажав ее фланец плитами 3,4 и установив в нее разжимную оправку 6о При этом осуществляется выворот заготовки на требуемую величину. .
Изобретение обеспечивает качественный выворот тонкостенных заготовок, а использование в устройстве для его осуществления разжимной оправки позволяет сохранить их устойчивость под воздействием продольных усилий.
Формула из обр е тения
1.Способ изготовления трубча- той заготовки, включаио ий осевую по- рачу и выворот наружу, отличающийся тем, что, с целью улуч- щения качества вьшернутой заготовки
и снижения энергоемкости технологического процесса, перед выворотом производят предварительно отбортовку фланца, после чего фланец зажимают . неподвижно, а выворот осуществляют в холодном состоянии с внутренним подпором путем перемещения нелокализо- ваиного очага деформации.
2.Устройство для изготовления трубчатой заготовки, содержащее прижим, подпорную оправЛу, отличающееся тем, что, с целью улуч- щения качества вывернутой заготовки и снижения энергфемкости технологического процесса, прижим выполнен в виде плит с осевыми отверстиями, на торцовых обращенных одна к другой поверхностях которых выполнены по пери метру осевых отверстий кольцевые канавки.
L/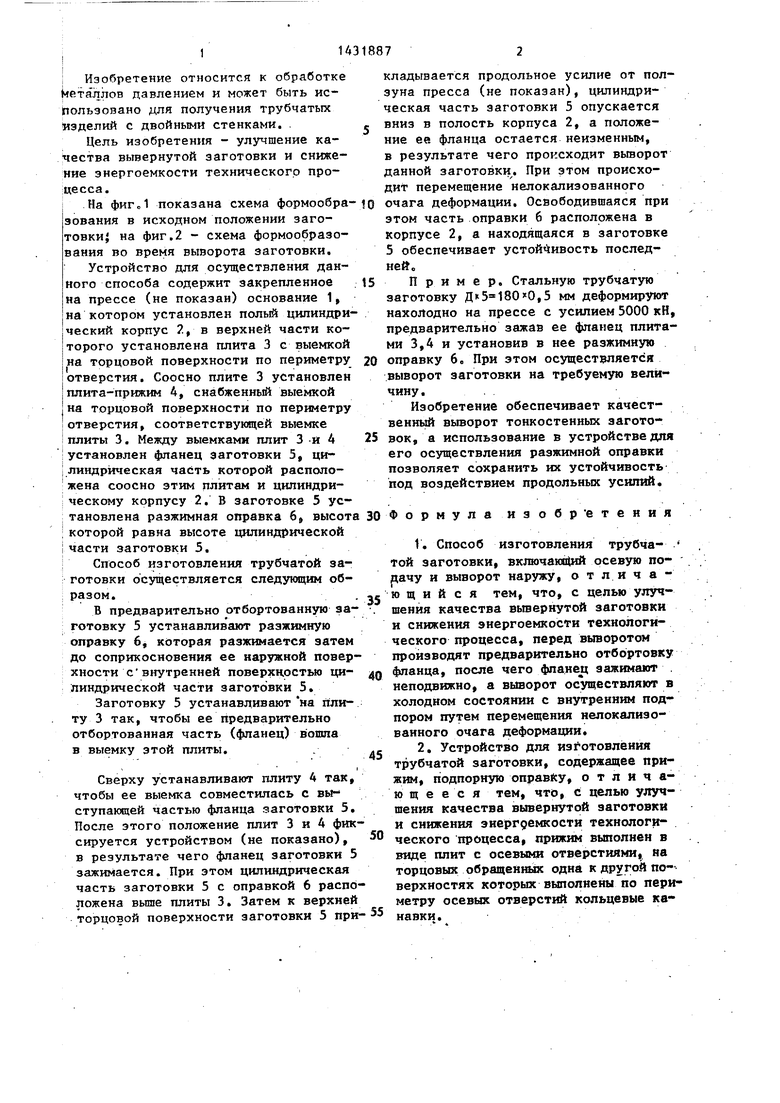
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения на трубе плоского фланца | 1985 |
|
SU1349845A1 |
| Способ изготовления деталей с наклонным фланцем | 1986 |
|
SU1375379A2 |
| Способ выворота трубчатой заготовки | 1983 |
|
SU1152686A1 |
| Способ изготовления полых изделий с отверстием в донной части | 1991 |
|
SU1817720A3 |
| Штамп для раздачи трубчатых заготовок | 1985 |
|
SU1304962A1 |
| Способ изготовления трубчатойзАгОТОВКи ВыВОРОТОМ | 1979 |
|
SU837478A1 |
| Штамп для резки труб | 1990 |
|
SU1775240A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ КОРПУСА РЕДУКТОРА И ЗУБЧАТЫХ КОЛЕС | 1989 |
|
RU2036362C1 |
| Штамм для поперечного выдавливания полых изделий с внешним торцевым фланцем | 1979 |
|
SU854540A1 |
| Способ соединения трубы с листовыми заготовками | 1986 |
|
SU1386336A1 |
y/////7/////7///
фие.1
