Изобретения относятся к области контрольно-измерительной техники и могут быть использованы для автоматизации процессов контроля и сортировки листового проката и других подобных изделий.
Известен способ триангуляционного измерения толщины изделий [1, 2], заключающийся в том, что осуществляют подачу изделия в зону измерений, направляют на изделие с двух противоположных сторон с помощью источников излучения оптических систем лежащие на одной прямой зондирующие пучки излучения, принимают на позиционно-чувствительные фотоприемники оптических систем отраженные от изделия излучения и путем измерения координат световых пятен на позиционно-чувствительных фотоприемниках оптических систем определяют расстояния от центров соответствующих оптических систем до поверхности изделия, а толщину изделия вычисляют по формуле:

где Т - расстояние между центрами первой и второй оптических систем (величина постоянная, задается конструктивно);
Ai и Вi - соответственно расстояния от центров первой и второй оптических систем до поверхности изделия;
i - текущий номер измерений.
Данный способ реализуется в известном из тех же источников [1, 2] устройстве, содержащем привод, обеспечивающий подачу изделия в зону измерений устройства, две оптические системы, размещенные в зоне измерений устройства по разные стороны от изделия и состоящие каждая из источника излучения и позиционно-чувствительного фотоприемника, причем оптические оси источников излучения оптических систем лежат на одной прямой, и блок обработки информации и управления, входы которого подключены к выходам позиционно-чувствительных фотоприемников оптических систем, а выход соединен со входом привода.
Измерение толщины изделия по такому способу и соответствующему устройству осуществляется без учета его наклона, что снижает точность измерений.
Известен также способ триангуляционного измерения толщины листовых изделий с учетом наклона [3], заключающийся в том, что осуществляют подачу листового изделия в зону измерений, направляют на листовое изделие с двух противоположных сторон с помощью источников излучения оптических систем лежащие на одной прямой опорные зондирующие пучки излучения, кроме того, направляют с одной из сторон на листовое изделие дополнительный зондирующий пучок излучения, ориентированный параллельно опорным пучкам и отстоящий от них на заданном расстоянии, принимают на позиционно-чувствительные фотоприемники оптических систем отраженные от листового изделия опорные и дополнительный пучки излучения и путем измерения координат световых пятен на позиционно-чувствительных фотоприемниках оптических систем определяют расстояния от центров соответствующих оптических систем до листового изделия, а толщину листового изделия вычисляют по формуле:

где Т - расстояние между центрами первой и второй опорных оптических систем (величина постоянная, задается конструктивно);
Ai,oп, Вi,oп - соответственно расстояния от центров первой и второй опорных оптических систем до листового изделия;
Вi,дoп - расстояние от центра второй дополнительной оптической системы до листового изделия;
D - расстояние между вторыми опорной и дополнительной зондирующими пучками излучения (величина постоянная, задается конструктивно);
i - текущий номер измерений.
Данный способ реализуется в известном из того же источника [3] устройстве, содержащем привод, обеспечивающий подачу листового изделия в зону измерений устройства, две оптические системы, размещенные в зоне измерений устройства по разные стороны от листового изделия и состоящие каждая из источника излучения и позиционно-чувствительного фотоприемника, причем оптические оси источников излучения оптических систем лежат на одной прямой, и блок обработки информации и управления, входы которого подключены к выходам позиционно-чувствительных фотоприемников оптических систем, а выход соединен со входом привода, при этом одна из оптических систем содержит дополнительно полупрозрачное и непрозрачное зеркала, оптические оси которых, а также оптические оси источников излучения оптических систем взаимно параллельны и лежат на одной плоскости.
Недостатком такого способа и соответствующего устройства для его реализации является низкая точность измерений, так как при измерениях учитывается наклон листового изделия только в одном (продольном) направлении (направлении подачи изделия) и не учитывается его наклон в поперечном направлении (направлении, перпендикулярном направлению подачи изделия).
Известен способ триангуляционного измерения толщины листовых изделий с учетом наклона в продольном и поперечном направлениях [4, 5]. Он заключается в том, что осуществляют подачу листового изделия в зону измерений, направляют на листовое изделие с двух противоположных сторон с помощью источников излучения оптических систем лежащие на одной прямой опорные зондирующие пучки излучения, кроме того, направляют с одной из сторон на листовое изделие два дополнительных зондирующих пучка излучения, ориентированные параллельно опорным пучкам и не лежащие все четыре вместе на одной плоскости, принимают на позиционно-чувствительные фотоприемники оптических систем отраженные от листового изделия опорные и дополнительные пучки излучения, измеряют координаты световых пятен на позиционно-чувствительных фотоприемниках оптических систем, а толщину листового изделия вычисляют по формуле:
где М=(У2-Y1)(Z3-Z1)-(Y3-Y1)(Z2-Z1),
N=(Х2-X1)(Z3-Z1)-(Х3-X1)(Z2-Z1),
L=(X2-X1)(Y3-Y1)-(Х3-X1)(Y2-Y1),
X1,2,3, Y1,2,3, Z1,2,3 - координаты световых пятен на одной из поверхностей листового изделия (Х1,2,3, Y1,2,3 - величины постоянные, задаются конструктивно);
Z4 - координата светового пятна на другой поверхности листового изделия;
i - текущий номер измерений.
Данный способ реализуется в известном из тех же источников [4, 5] устройстве, содержащем привод, обеспечивающий подачу листового изделия в зону измерений устройства, две оптические системы, размещенные в зоне измерений устройства по разные стороны от листового изделия и состоящие каждая из источника излучения и позиционно-чувствительного фотоприемника, причем оптические оси источников излучения оптических систем лежат на одной прямой, и блок обработки информации и управления, входы которого подключены к выходам позиционно-чувствительных фотоприемников оптических систем, а выход соединен со входом привода, при этом одна из оптических систем содержит дополнительно полупрозрачное и непрозрачное зеркала, оптические оси которых, а также оптические оси источников излучения оптических систем взаимно параллельны и не лежат на одной плоскости.
Основными недостатками данного способа и соответствующего устройства для его реализации является то, что наклон листового изделия по ним определяется лишь по наклону одной (верхней) поверхности изделия, не учитывая при этом возможно иной наклон другой (нижней) поверхности, вызванный изменением толщины изделия. Указанное приводит к снижению точности измерения толщины изделия.
К недостаткам данного способа и соответствующего устройства для его осуществления относятся также необходимость использования при его реализации сложных оптических систем, содержащих непрозрачные и полупрозрачные зеркала (плоскопараллельные пластины), неудобные при настройке и эксплуатации.
Кроме того, данный способ и соответствующее устройство для его реализации не позволяют использовать их для измерения толщины и наклона по всей поверхности изделия (по двум координатам).
Наиболее близким изобретением к предлагаемому способу по технической сущности является способ триангуляционного измерения толщины листовых изделий, описанный в [6] и учитывающий наклон изделия как в продольном, так и в поперечном направлениях.
Согласно данному способу, выбранному в качестве наиболее близкого аналога (прототипа), осуществляют подачу листового изделия в зону измерений, направляют на листовое изделие с двух противоположных сторон с помощью источников излучения оптических систем лежащие на одной прямой опорные зондирующие пучки излучения, кроме того, направляют с обеих сторон на листовое изделие ориентированные параллельно опорным пучкам дополнительные зондирующие пучки излучения, отстоящие от них на заданных расстояниях и лежащие с ними во взаимно перпендикулярных плоскостях, принимают на позиционно-чувствительные фотоприемники оптических систем отраженные от листового изделия основные и дополнительные пучки излучения и путем измерения координат световых пятен на позиционно-чувствительных фотоприемниках оптических систем определяют расстояния от центров соответствующих оптических систем до листового изделия, а толщину листового изделия вычисляют по формуле:

где Т - расстояние между центрами первой и второй опорных оптических систем (величина постоянная, задается конструктивно);
Ai,oп, Ai,дoп - соответственно расстояния от центров первых опорной и дополнительной оптических систем до листового изделия;
Bi,oп, Bi,дoп - соответственно расстояния от центров вторых опорной и дополнительной оптических систем до листового изделия;
D1 - расстояние между первыми опорным и дополнительным пучками излучения (величина постоянная, задается конструктивно);
D2 - расстояние между вторыми опорным и дополнительным пучками излучения (величина постоянная, задается конструктивно);
i - текущий номер измерений.
Данный способ реализуется в известном из того же источника [6] устройстве, содержащем привод, обеспечивающий подачу листового изделия в зону измерений устройства, две оптические системы, размещенные в зоне измерений устройства по разные стороны от листового изделия и состоящие каждая из источника излучения, позиционно-чувствительного фотоприемника и полупрозрачного и непрозрачного зеркал, и блок обработки информации и управления, входы которого подключены к выходам позиционно-чувствительных фотоприемников оптических систем, а выход соединен со входом привода, при этом оптические оси полупрозрачного зеркала одной оптической системы и непрозрачного зеркала другой оптической системы лежат на одной прямой, а оптические оси полупрозрачного и непрозрачного зеркал одной оптической системы и оптические оси полупрозрачного и непрозрачного зеркал другой оптической системы взаимно параллельны и лежат во взаимно перпендикулярных плоскостях.
Точность измерения толщины листового изделия существенным образом зависит от того, насколько точно в соответствующей формуле ее расчета учитывается информация о геометрических параметрах изделия.
В реальности имеет место одновременное изменение толщины и наклона (коробления) листового изделия по двум координатам, в результате чего на отдельных его участках нижняя и верхняя поверхности могут быть непараллельными друг другу и иметь разный наклон, что необходимо учитывать при вычислении hi.
По способу [6] и соответствующему устройству наклон локального участка листового изделия устанавливается лишь по наклону одной из его поверхностей. При этом, однако, не учитывается наклон другой его поверхности.
Так, в формуле (4) выражение:

"учитывает" наклон листового изделия (в продольном направлении) посредством установления наклона лишь нижней поверхности изделия.
И наоборот, в этой же формуле выражение:

"учитывает" наклон листового изделия (в поперечном направлении) посредством установления наклона лишь верхней поверхности изделия.
Отсутствие в каждом из выражений (5) и (6) информации одновременно о нижней и верхней поверхностях листового изделия снижает точность определения hi, полученной на основе вычисления по формуле (4).
К недостаткам данного способа и соответствующего устройства для его реализации относится также необходимость использования сложных оптических систем, содержащих непрозрачные и полупрозрачные зеркала (плоско-параллельные пластины), неудобные при настройке и эксплуатации.
Кроме того, данный способ и соответствующее устройство для его реализации не позволяет использовать его для измерения толщины и коэффициентов коробления по всей поверхности изделия (по двум координатам).
Задачами предлагаемых изобретений являются:
- повышение точности определения толщины листового изделия посредством учета наклона нижней и верхней его поверхностей;
- упрощение реализации способа путем исключения необходимости использования для измерений сложных оптических систем;
- расширение возможностей способа и устройства определением толщины и коэффициентов коробления по всей поверхности изделия.
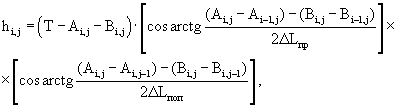
В целях достижения указанных технических результатов по предлагаемому способу триангуляционного измерения толщины листовых изделий осуществляют пошаговую подачу листового изделия в зону измерений, направляют на листовое изделие с двух противоположных сторон с помощью источников излучения оптических систем лежащие на одной прямой зондирующие пучки излучения, перемещают оптические системы в направлении, перпендикулярном направлению подачи листового изделия, через равные интервалы времени принимают на позиционно-чувствительные фотоприемники оптических систем отраженные от листового изделия излучения и путем измерения координат световых пятен на позиционно-чувствительных фотоприемниках оптических систем определяют расстояния от центров соответствующих оптических систем до поверхности листового изделия, а толщину листового изделия вычисляют по формуле:
где Т - расстояние между центрами первой и второй оптических систем;
Ai,j, Вi,j - соответственно расстояния от центров первой и второй оптических систем до поверхности листового изделия;
ΔLпр - шаг подачи листового изделия (в продольном направлении);
ΔLпоп - расстояние, на которое перемещаются оптические системы за заданный интервал времени Δt между двумя измерениями (в поперечном направлении);
i - текущий номер шага подачи листового изделия;
j - текущий номер измерений.
В целях достижения указанных технических результатов предлагаемое устройство триангуляционного измерения толщины листовых изделий содержит неподвижный стол с рабочей поверхностью и зоной измерений, продольный привод, обеспечивающий пошаговую подачу листового изделия в зону измерений неподвижного стола, две оптические системы, размещенные в зоне измерений неподвижного стола по разные стороны от листового изделия и состоящие каждая из источника излучения и позиционно-чувствительного фотоприемника, причем оптические оси источников излучения оптических систем лежат на одной прямой, поперечный привод, обеспечивающий перемещение оптических систем в зоне измерений неподвижного стола в направлении, перпендикулярном направлению подачи листового изделия, и блок обработки информации и управления, входы которого подключены к выходам позиционно-чувствительных фотоприемников оптических систем, а выходы соединены со входами продольного и поперечного приводов.
Основными признаками, отличающими заявляемый способ от ближайшего аналога (прототипа), являются:
- пошаговая подача листового изделия в зону измерений;
- перемещение оптических систем в направлении, перпендикулярном направлению подачи листового изделия;
- новая формула расчета hi,j, учитывающая разный наклон поверхностей изделия.
Основными признаками, отличающими заявляемое устройство от ближайшего аналога (прототипа), являются:
- наличие неподвижного стола с рабочей поверхностью и зоной измерений;
- наличие продольного привода, обеспечивающего пошаговую подачу листового изделия в зону измерений неподвижного стола;
- наличие поперечного привода, обеспечивающего перемещение оптических систем в зоне измерений неподвижного стола в направлении, перпендикулярном направлению подачи листового изделия.
Наличие указанных признаков в заявляемых способе и устройстве обеспечивают их соответствие условию патентоспособности "новизна".
При этом сравнение их не только с прототипом, но и с другими техническими решениями в данной и смежных областях науки и техники показывает, что последние не содержат признаков, сходных с признаками, отличающими заявляемые технические решения от прототипа.
Новая совокупность существенных признаков заявляемых способа и устройства для специалиста явным образом не следует из уровня техники, обеспечивая тем самым его соответствие условию патентоспособности "изобретательский уровень".
Предлагаемые изобретения иллюстрируются чертежами, на которых изображены:
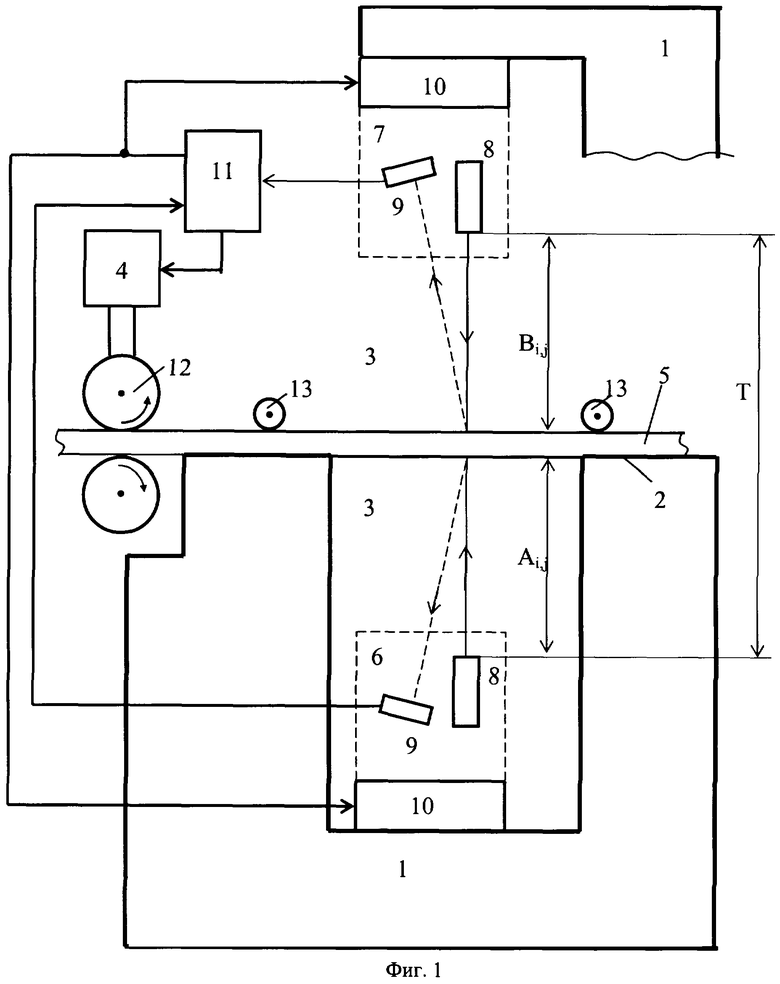
на фиг.1 - конструктивная схема устройства для осуществления предложенного способа, вид сбоку;
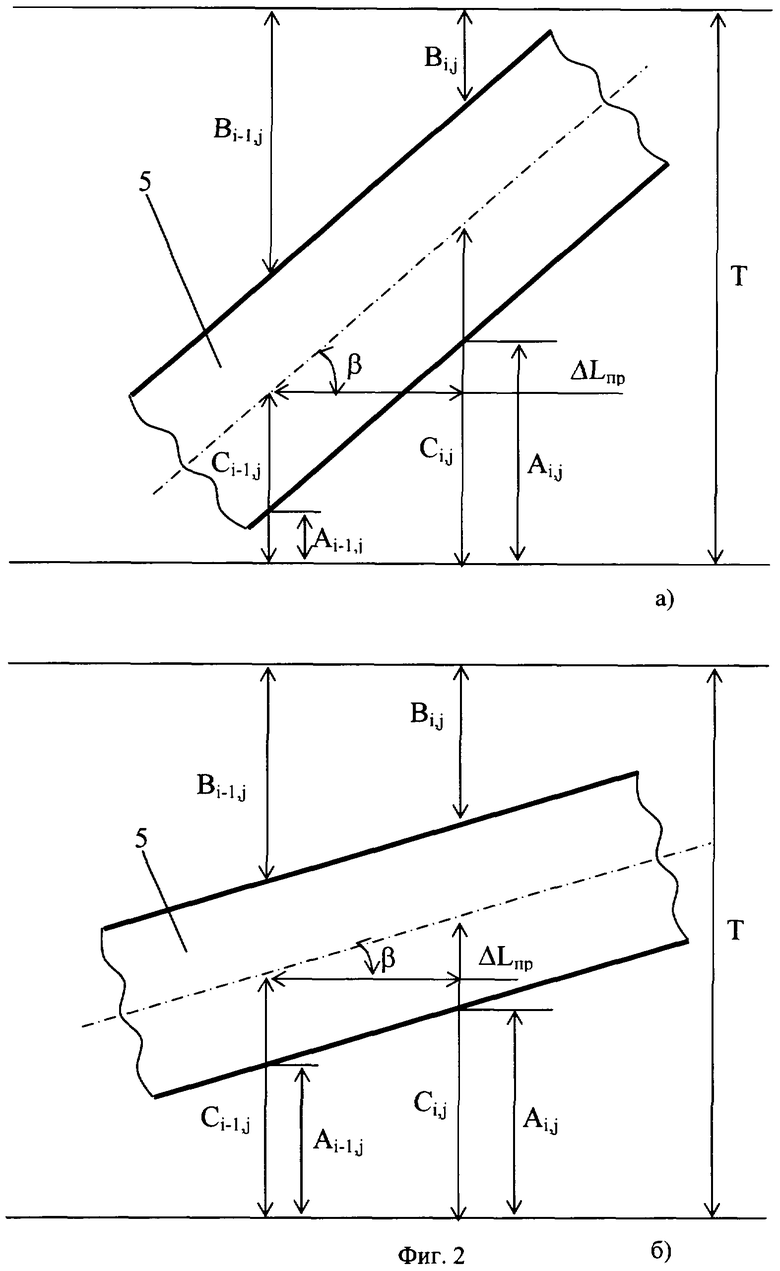
на фиг.2, а, б - графические материалы, поясняющие вывод формулы определения толщины листового изделия.
Предлагаемый способ триангуляционного измерения толщины листовых изделий реализуют в следующей последовательности.
Осуществляют пошаговую подачу листового изделия в зону измерений и направляют на листовое изделие с двух противоположных сторон с помощью источников излучения оптических систем лежащие на одной прямой зондирующие пучки излучения. Далее перемещают оптические системы в направлении, перпендикулярном направлению подачи листового изделия. При этом через равные интервалы времени принимают на позиционно-чувствительные фотоприемники оптических систем отраженные от листового изделия излучения. Путем измерения координат световых пятен на позиционно-чувствительных фотоприемниках оптических систем определяют расстояния от центров соответствующих оптических систем до поверхности листового изделия. Способ завершается вычислением толщины листового изделия по формуле:
где Т - расстояние между центрами первой и второй оптических систем;
Аi,j, Bi,j - соответственно расстояния от центров первой и второй оптических систем до поверхности листового изделия;
ΔLпр - шаг подачи листового изделия (в продольном направлении);
ΔLпоп - расстояние, на которое перемещаются оптические системы за заданный интервал времени Δt между двумя измерениями (в поперечном направлении);
i - текущий номер шага подачи листового изделия;
j - текущий номер измерений.
Предлагаемое устройство триангуляционного измерения толщины листовых изделий содержит (фиг.1) массивный неподвижный стол 1 с рабочей поверхностью 2 и зоной 3 измерений, продольный привод 4, обеспечивающий пошаговую подачу листового изделия 5 в зону 3 измерений неподвижного стола 1, первую 6 и вторую 7 оптические системы, размещенные в зоне 3 измерений неподвижного стола 1 по разные стороны от листового изделия 5 и состоящие каждая из источника 8 излучения и позиционно-чувствительного фотоприемника 9, причем оптические оси источников 8 излучения оптических систем 6 и 7 лежат на одной прямой, поперечный привод 10, обеспечивающий перемещение оптических систем 6 и 7 в зоне 3 измерений неподвижного стола 1 в направлении, перпендикулярном направлению подачи листового изделия 5 (направлении, перпендикулярном плоскости чертежа), и блок 11 обработки информации и управления, входы которого подключены к выходам позиционно-чувствительных фотоприемников 9 оптических систем 6 и 7, а выходы соединены со входами продольного 4 и поперечного 10 приводов. Продольный привод 4 снабжен подающими валками 12. Валки 13 обеспечивают поджатие листового изделия 5 к рабочей поверхности 2 неподвижного стола 1 в процессе измерений.
Работа устройства проходит в два этапа.
На первом этапе (этапе измерений) по сигналу с блока 11 привод 4 производит пошаговую подачу (в продольном направлении) листового изделия 5 в зону 3 измерений неподвижного стола 1, ограниченную оптическими системами 6 и 7.
По завершении каждого шага ΔLпp подачи на листовое изделие 5 направляют с двух противоположных сторон с помощью источников 8 излучения оптических систем 6 и 7 лежащие на одной прямой зондирующие пучки излучения. По сигналу с блока 11 посредством привода 10 производят равномерное перемещение оптических систем 6 и 7 в направлении, перпендикулярном направлению подачи листового изделия 5 (в поперечном направлении). Через равные интервалы времени Δt (за которые оптические системы 6 и 7 проходят расстояние ΔLпоп) принимают на позиционно-чувствительные фотоприемники 9 оптических систем 6 и 7 отраженные (рассеянные) от листового изделия 5 излучения. В соответствии с оптической триангуляцией координаты световых пятен на позиционно-чувствительных фотоприемниках 9 пропорциональны изменению профиля листового изделия 5. В связи с этим распределение выходных сигналов данных фотоприемников 9 будет во времени пропорционально расстояниям от центров соответствующих оптических систем до поверхностей изделия 5. На этой основе, фиксируя (измеряя) в блоке 11 координаты световых пятен на фотоприемниках 9, определяют расстояния Аi,j и Bi,j от центров соответственно первой 6 и второй 7 оптических систем до нижней и верхней поверхностей изделия 5.
По завершении N измерений по сигналу с блока 11 осуществляют следующий шаг ΔLпр подачи листового изделия 5 в зону 3 измерений стола 1 и описанная выше процедура определения расстояний от центров оптических систем 6 и 7 до поверхности листового изделия 5 повторяется (максимальное количество шагов подачи М).
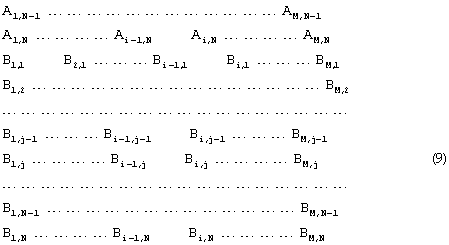
Первый этап работы устройства завершается осуществлением М × N измерений значений Аi,j и Вi,j, и соответственно получением и запоминанием в блоке 11 результатов М × N измерений, которые для удобства могут быть представлены в виде двух матриц:
Матрица (8) представляет собой совокупность расстояний Ai,j от центра первой оптической системы 6 до локальных участков нижней поверхности листового изделия 5 с координатами (i, j).
Матрица (9) представляет собой совокупность расстояний Вi,j от центра второй оптической системы 7 до локальных участков верхней поверхности листового изделия 5 с координатами (i, j).
Следовательно, полученные матрицы (8) и (9) содержат информацию о "геометрии" соответственно нижней и верхней поверхностях листового изделия 5.
На втором этапе работы устройства (этапе обработки измерительной информации) производят вычисление в блоке 11 устройства толщины hi,j листового изделия 5 на каждом его локальном участке с координатами (i, j) и коэффициентов коробления изделия 5 на основе измерительной информации, полученной на первом этапе. Для этого на основе двух матриц (8) и (9) вычисляют третью матрицу, каждый элемент Сi,j которой определяют по формуле:

или

По аналогии с (11) имеем:


Совокупность значений Сi,j, вычисленных по формуле (11), представляет собой совокупность расстояний от центра первой оптической системы 6 до локальных участков "средней" поверхности листового изделия 5 с координатами (i, j) и, следовательно, содержит в себе информацию о "геометрии" как нижней, так и верхней поверхностях изделия 5.
При отсутствии наклона (коробления) листового изделия 5 его толщина может быть вычислена по простейшей формуле:

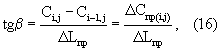
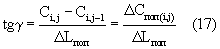
В реальности в результате коробления имеет место наклон локального участка (i, j) листового изделия 5 под углом β к рабочей поверхности 2 стола 1 в плоскости, проходящей через нормаль к этой поверхности и направление подачи изделия 5 (см. фиг.2, а), и под углом γ к рабочей поверхности 2 стола 1 в плоскости, проходящей через эту нормаль и направление перемещения оптических систем 6 и 7 (см. фиг.2, б).
Так как указанные углы β и γ лежат во взаимно перпендикулярных плоскостях, следует, что:

Из фиг.2, а, б следует также, что:
Подставляя теперь в формулу (15) значения β и γ из (16) и (17), получим:

С учетом (11)-(13), (16), (17) формула расчета толщины листового изделия примет вид:
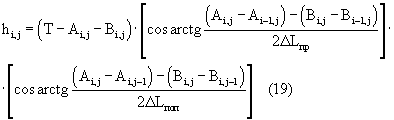
Полученная формула (19) содержит в себе информацию, достаточную для определения и других геометрических параметров листового изделия 5. Обозначим, например, для удобства:

Здесь величины Rпp(i,j) и Rпоп(i,j) характеризуют степень кривизны участков (i, j) "средней" поверхности листового изделия 2 в продольном и поперечном направлениях и могут быть использованы при контроле и сортировке листовых изделий по данным параметрам.
Участки (i, j), для которых Rпp(i,j)=0 и Rпoп(i,j)=0; представляют собой локальные экстремумы последовательностей R отдельно в продольном и отдельно в поперечном направлениях. Если взять два соседних локальных экстремума Rпp(n,j) иRпp(m,j) в продольном направлении и два соседних локальных экстремума Rпoп(i,q) и Rпoп(i,p) в поперечном направлении, то коэффициенты продольного и поперечного коробления листового изделия 5 соответственно в интервале (i=n,...,i=m) при заданном j и в интервале (j=q,...,j=р) при заданном i могут быть вычислены по формулам:


Полученные значения коэффициентов продольного и поперечного коробления также могут быть использованы при контроле и сортировке листовых изделий по этим параметрам.
Таким образом, предложенная совокупность существенных признаков изобретений позволяет повысить точность определения толщины листовых изделий путем учета наклонов как нижней, так и верхней поверхностей изделия, упростить реализацию способа и соответствующего устройства исключением необходимости использования сложных оптических систем и расширить возможности способа и устройства посредством измерения толщины и коэффициентов коробления по всей поверхности листового изделия.
Изложенные выше сведения доказывают соответствие изобретений условию патентоспособности "промышленная применимость". В частности, данный способ и соответствующее устройство предполагается использовать в ОАО "Верхне-Салдинское металлургическое производственное объединение" Свердловской области для контроля толщины титанового листового проката.
ИСПОЛЬЗОВАННЫЕ ИСТОЧНИКИ
1. Вальков В.М. Контроль в ГАП. Л.: Машиностроение, 1986, с.102-103, рис.3.19, б.
2. Авторское свидетельство СССР №1647249. Фотоэлектрическое устройство для измерения профиля и толщины изделий сложной формы. МПК G 06 В 21/00 БИ №17, 07.05.88 г.
3. Авторское свидетельство СССР №1826698. Способ бесконтактного измерения толщины. МПК G 06 В 11/06 БИ №16, 10.06.96 г.
4. Авторское свидетельство СССР №1728647. Способ измерения толщины листовых изделий. МПК G 06 В 11/06 БИ №15, 23.04.92 г.
5. Промышленное применение лазеров / Кебнер Г. и др. Под ред. Г.Кебнера, пер. с англ. под ред. И.В.Зуева. М.: Машиностроение, 1988, с.267-269, рис.16.13.
6. Авторское свидетельство СССР №1826697. Способ бесконтактного измерения толщины объекта. МПК G 06 В 11/06 БИ №16, 10.06.96 г. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ НЕПЛОСКОСТНОСТИ ЛИСТОВЫХ ИЗДЕЛИЙ И СРЕДСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2003 |
|
RU2254556C2 |
| СПОСОБ КОНТРОЛЯ ПРОФИЛЯ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2263879C2 |
| Устройство для измерения толщины листовых изделий | 2024 |
|
RU2834575C1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ПОВЕРХНОСТЕЙ СЛОЖНОПРОФИЛИРОВАННЫХ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2243503C2 |
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ ВНУТРЕННЕЙ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2377494C2 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЛОПАТОК | 2003 |
|
RU2254555C2 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ ТОЛЩИНЫ ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2458318C2 |
| СПОСОБ ТРИАНГУЛЯЦИОННОГО ИЗМЕРЕНИЯ ТОЛЩИНЫ ЛИСТОВЫХ ИЗДЕЛИЙ | 2013 |
|
RU2537522C1 |
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2419068C2 |
| ФОТОЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ ИЗДЕЛИЙ | 1988 |
|
SU1828240A1 |
Заявлены способ триангуляционного измерения толщины листовых изделий и устройство для его осуществления. Способ триангуляционного измерения толщины листовых изделий заключается в осуществлении пошаговой подачи листового изделия в зону измерений, направлении на листовое изделие с двух противоположных сторон с помощью источников излучения оптических систем, лежащих на одной прямой, перемещении оптических систем в направлении, перпендикулярном направлению подачи листового изделия. Через равные интервалы времени принимают на позиционно-чувствительные фотоприемники оптических систем отраженные от листового изделия излучения и путем измерения координат световых пятен на позиционно-чувствительных фотоприемниках оптических систем определяют расстояния от центров соответствующих оптических систем до поверхности листового изделия, а толщину листового изделия вычисляют по указанной формуле. Технический результат - повышение точности определения толщины листового изделия посредством учета наклона нижней и верхней его поверхностей, упрощение реализации способа, расширение возможностей способа и устройства определением толщины и коэффициентов коробления по всей поверхности изделия. 2 н.п. ф-лы, 2 ил.
где Т - расстояние между центрами первой и второй оптических систем;
Ai,j, Вi,j - соответственно расстояния от центров первой и второй оптических систем до поверхности листового изделия;
ΔLпр - шаг подачи листового изделия (в продольном направлении);
ΔLпоп - расстояние, на которое перемещаются оптические системы за заданный интервал времени Δt между двумя измерениями (в поперечном направлении);
i - текущий номер шага подачи листового изделия;
j - текущий номер измерений.
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ТОЛЩИНЫ ОБЪЕКТА | 1990 |
|
SU1826697A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ ПО ПРИНЦИПУ ТРИАНГУЛЯЦИИ | 1998 |
|
RU2153647C2 |
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ТОЛЩИНЫ ОБЪЕКТА | 1990 |
|
SU1826697A1 |
| US 2003007161 А, 09.01.2003. | |||

