Изобретение относится к полунепрерывному литью металлов и может быть использовано для литья (отливки) дугообразных армированных заготовок, например секций браслетных протекторов.
Известен кристаллизатор (SU 1760687 А1) для литья дугообразных заготовок, содержащий вращающееся вокруг горизонтальной оси кольцо с ребордами и примыкающую к нему неподвижную дугообразную охлаждаемую стенку. На наружной поверхности кольца вдоль образующей выполнены перегородки, в средней части которых выполнены прибыльные полости.
Недостаток кристаллизатора в том, что прибыльная часть заготовок остается на них после отливки, а их отделение от последних связано со значительными трудозатратами.
Известно также устройство (SU 1763085 А1) для полунепрерывного литья полых заготовок, содержащее охлаждаемые кристаллизатор и дорн, затравку и шток. В кольцевой полости между кристаллизатором и дорном размещены разделительные вставки, соединенные с дорном и подвижно с кристаллизатором.
Недостатком устройства является отсутствие возможности литья заготовок без образования усадочных раковин в верхних их частях, что ухудшает их качество.
Задача изобретения - снижение трудозатрат и улучшение качества заготовок.
Технический результат - отделение прибыльных частей заготовок при их отливке и улучшение их качества.
Технический результат достигается тем, что в устройстве для полунепрерывного литья дугообразных армированных заготовок, содержащем охлаждаемые кристаллизатор и дорн с закрепленными на нем вертикальными разделительными вставками с пазами для арматуры, горизонтальную кольцевую торцевую вставку, снабженную прибыльными полостями и опорными наружным и внутренним фланцами, установленную на дорне подвижно с возможностью скольжения по стенкам кристаллизатора и дорна и с возможностью взаимодействия опорных наружного и внутреннего фланцев, соответственно, с верхними основания кристаллизатора и дорна, и затравку со штоком. Прибыльные полости горизонтальной кольцевой торцевой вставки выполнены открытыми со стороны стенки кристаллизатора и снабжены опорными выступами-углублениями, выполненными с возможностью образования на прибылях опорных углублений-выступов.
На чертежах представлено предлагаемое устройство.
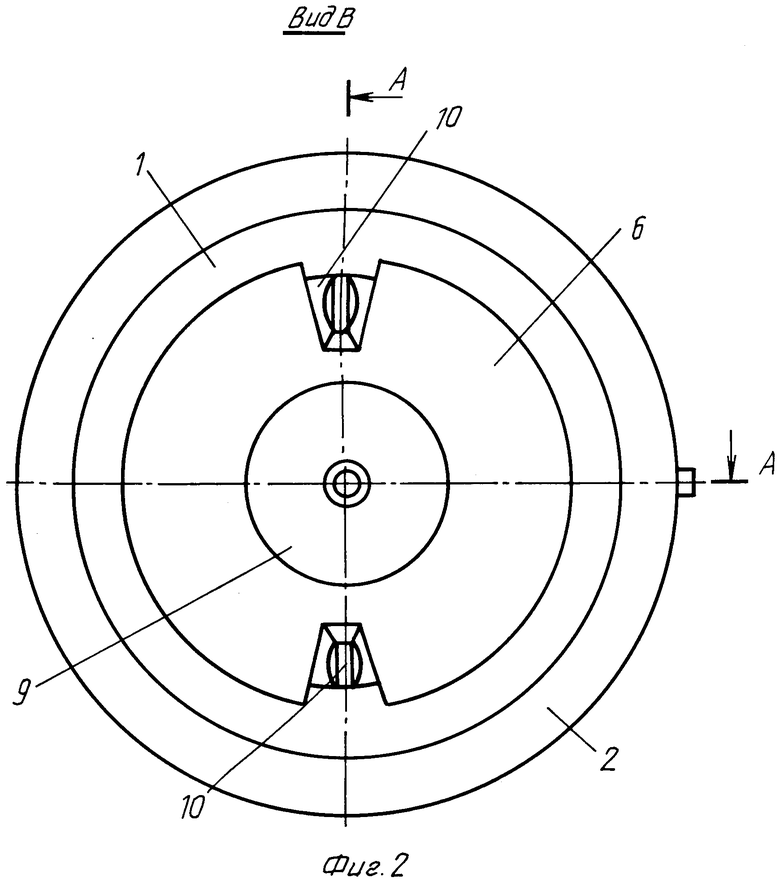
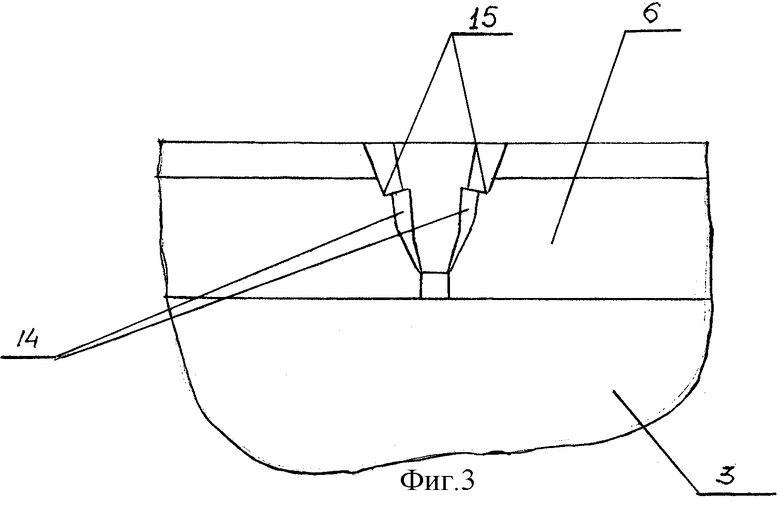
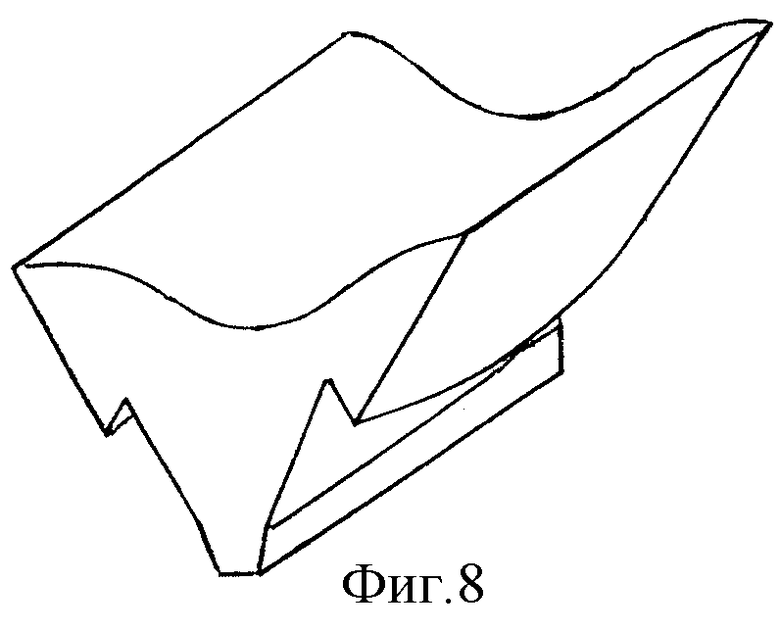
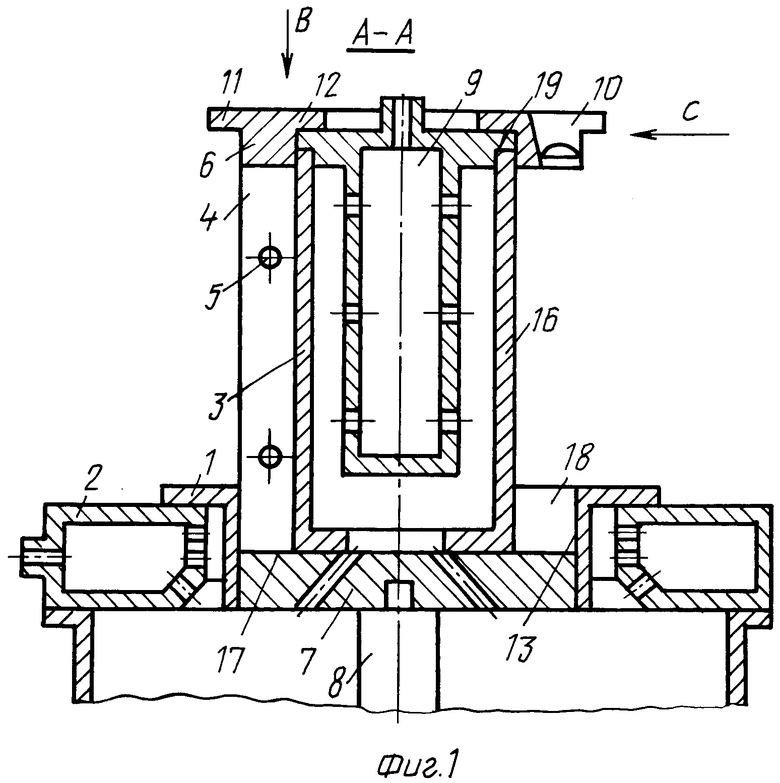
На фиг.1 - общий вид устройства для полунепрерывного литья дугообразных армированных заготовок, на фиг.2 - то же, что на фиг.1, вид сверху, на фиг.3 - горизонтальная кольцевая торцевая вставка, вид по стрелке С, на фиг.4 - общий вид устройства в начальный период литья, на фиг.5 - общий вид устройства в период завершения литья, на фиг.6 - общий вид устройства в период отделения прибылей от заготовок, на фиг.7 - отлитая заготовка, на фиг.8 - прибыль, отделенная от заготовки и извлеченная из прибыльной полости.
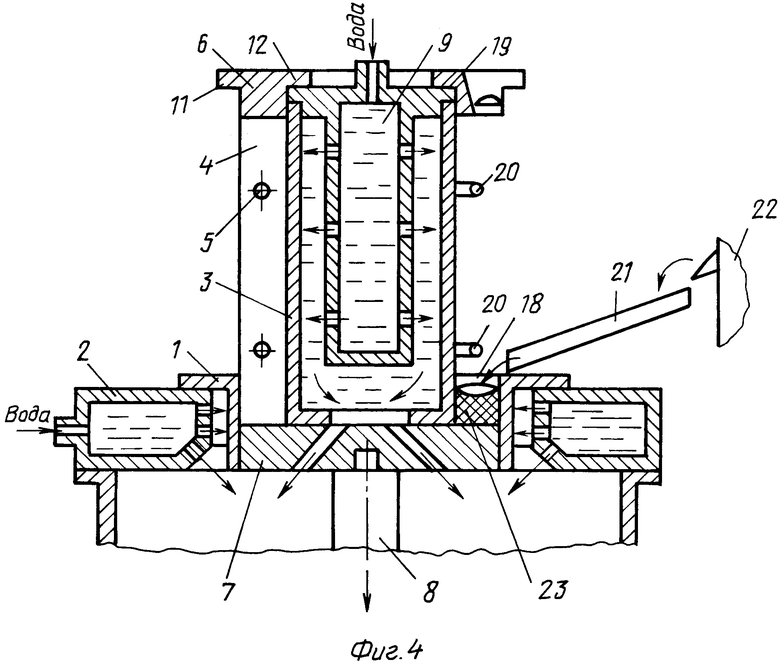
Устройство для полунепрерывного литья дугообразных армированных заготовок (фиг.1) содержит водоохлаждаемый кристаллизатор 1, установленный на коллекторе 2, водоохлаждаемый дорн 3 с закрепленными на нем вертикальными разделительными вставками 4 с пазами 5 для закладки арматуры и установленную на нем горизонтальную кольцевую торцевую вставку 6. Дорн 3 жестко соединен с затравкой 7, закрепленной на штоке 8 и снабжен коллектором 9. Горизонтальная кольцевая торцевая вставка 6 снабжена прибыльными полостями 10 (фиг.1 и 2) и опорными фланцами: наружным 11 и внутренним 12. Прибыльные полости 10 горизонтальной кольцевой торцевой вставки 6 (фиг.1, 2, 3) выполнены открытыми со стороны стенки 13 кристаллизатора 1, а на их стенках 14 (фиг.3) выполнены выступы-углубления 15. Стенка 13 кристаллизатора 1, стенка 16 дорна 3, вертикальные разделительные вставки 4 и верхнее основание 17 затравки 7 образуют формообразующие полости 18.
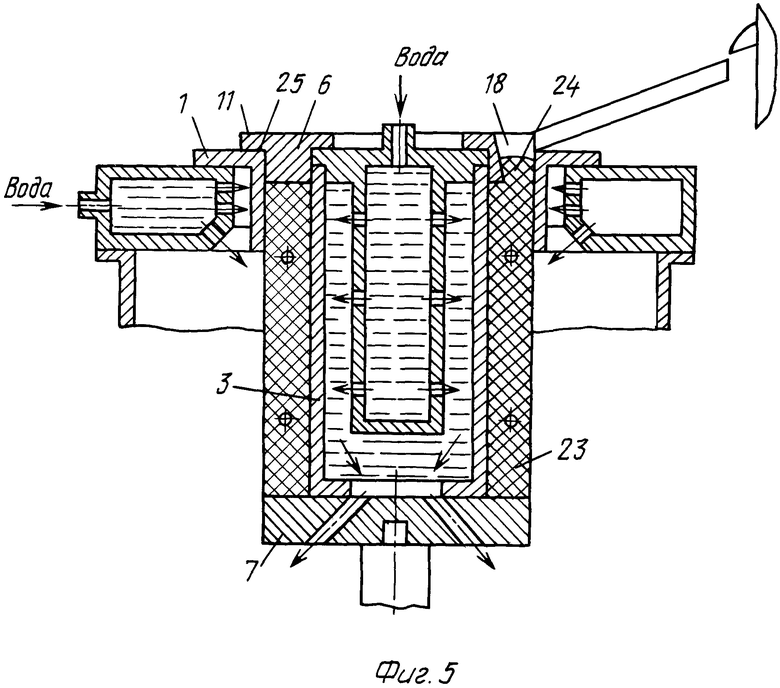
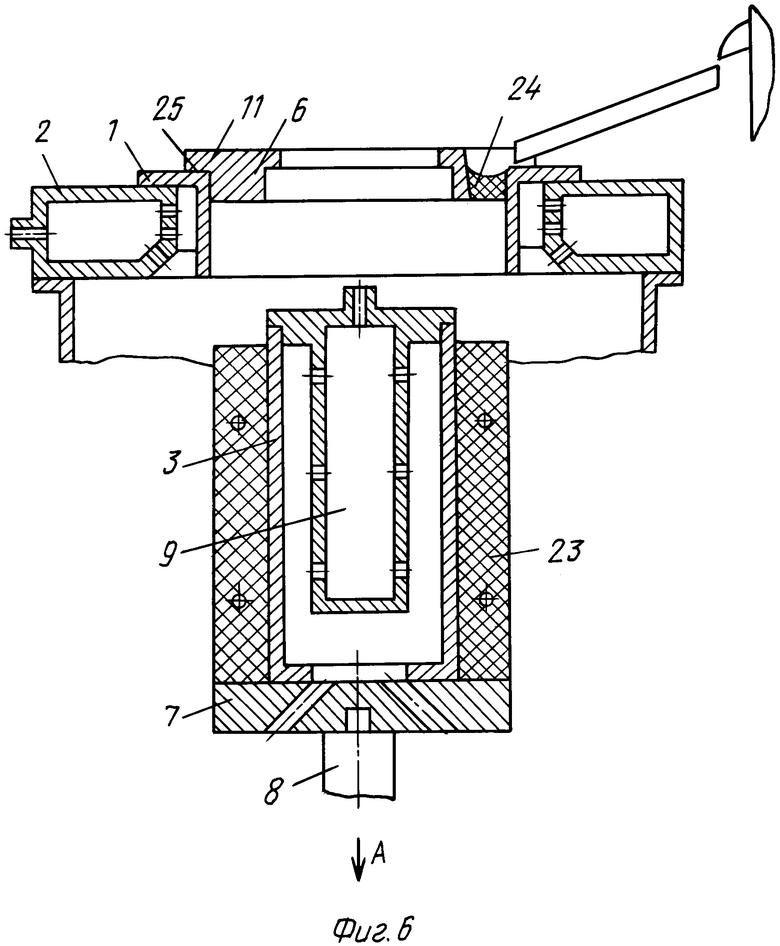
Устройство работает следующим образом (фиг.4): затравка 7 с дорном 3 посредством штока 8 вводится в кристаллизатор 1. При этом горизонтальная кольцевая торцевая вставка 6 установлена на дорне 3, опираясь внутренним фланцем 12 на его верхнее основание 19. В пазы 5 вертикальных разделительных вставок 4 устанавливается закладная арматура 20. В коллекторы 2 и 9 подается вода, посредством которой охлаждаются кристаллизатор 1 и дорн 3. По раздаточному желобу 21 из печи 22 подается расплав в формообразующие полости 18. Затравка 7 с дорном 3 посредством штока 8 перемещаются по стрелке А, при этом в формообразующих полостях начинает формироваться заготовка 23. При достижении наружным фланцем 11 горизонтальной кольцевой торцевой вставки 6 верхнего основания 25 кристаллизатора 1 (фиг.5) прекращаются перемещение затравки 7 с дорном 3 и подача расплава в формообразующую полость 18. При этом на формообразованных заготовках 23 сформировались прибыльные части 24. После завершения кристаллизации заготовок 23 с прибыльными частями 24 подачу воды в коллекторы 2 и 9 прекращают и затравку 7 с дорном 3 выводят посредством штока 8 из кристаллизатора 1 (фиг.6). При этом горизонтальная кольцевая торцевая вставка 6 посредством наружного фланца 11 опирается на верхнее основание 25 кристаллизатора 1.
Таким образом, происходит отрыв заготовки 23 от прибыльной части 24.
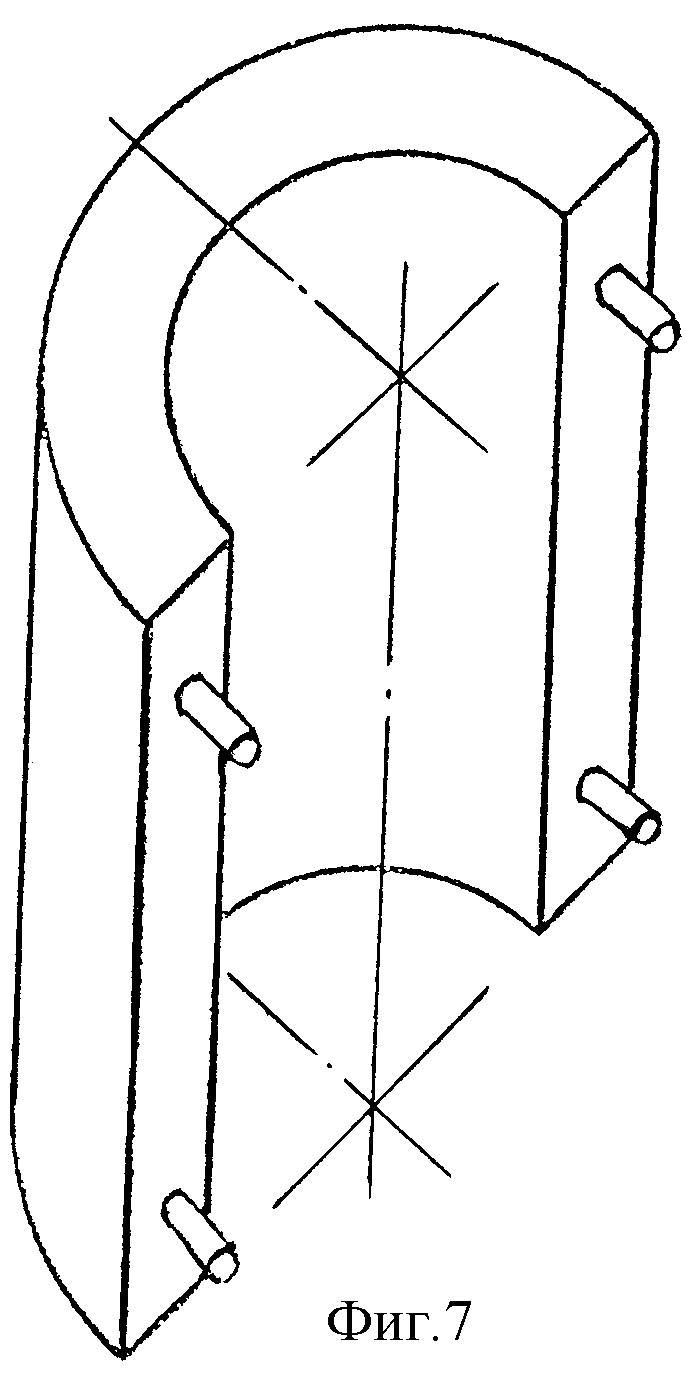
После снятия заготовки 23 (фиг.7) с затравки 7 и дорна 3 и удаления прибыльной части 24 из прибыльных полостей 18 горизонтальной кольцевой торцевой вставки 6 (фиг.7) цикл повторяется.
Таким образом, предлагаемое устройство для полунепрерывного литья дугообразных армированных заготовок позволяет осуществить непрерывность подпитки заготовки при завершении ее отливки и отделение от нее прибыльной части.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1988 |
|
RU1760687C |
| Кристаллизатор для непрерывного литья | 1990 |
|
SU1763085A1 |
| Устройство для непрерывного или полунепрерывного литья металлических заготовок | 1989 |
|
SU1836182A3 |
| СПОСОБ ГОРИЗОНТАЛЬНОГО ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1983 |
|
SU1802460A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК (ВАРИАНТЫ) | 1997 |
|
RU2118227C1 |
| Устройство для полунепрерывного литья полых заготовок | 1979 |
|
SU863162A2 |
| Устройство для горизонтального непрерывного литья полых заготовок | 1984 |
|
SU1187907A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1999 |
|
RU2173603C2 |
| УСТРОЙСТВО ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1991 |
|
RU2006337C1 |
| Устройство для полунепрерывного литья полых заготовок | 1975 |
|
SU570450A1 |
Изобретение относится к полунепрерывному литью металлов дугообразных армированных заготовок, например секций браслетных протекторов. Технический результат - снижение трудозатрат и улучшение качества заготовок, обеспечение отделения прибыльных частей заготовок при их отливке. Устройство содержит охлаждаемые кристаллизатор и дорн с вертикальными разделительными вставками, снабженными пазами и крепежными элементами для арматуры, горизонтальной кольцевой торцевой вставкой с прибыльными полостями и опорными наружным и внутренним фланцами, и затравку со штоком. Горизонтальная кольцевая торцевая вставка установлена на дорне подвижно с возможностью скольжения по стенкам дорна и кристаллизатора и с возможностью взаимодействия наружного и внутреннего фланцев, соответственно, с верхними основаниями кристаллизатора и дорна. Прибыльные полости выполнены открытыми со стороны стенки кристаллизатора для обеспечения непрерывности подачи расплава. На стенках прибыльной полости имеются выступы-углубления, например, клинообразной формы, выполненные с возможностью образования на прибылях взаимозамыкающих углублений-выступов. 8 ил.
Устройство для полунепрерывного литья дугообразных армированных заготовок, например секций браслетных протекторов, содержащее охлаждаемые кристаллизатор и дорн с закрепленными на нем вертикальными разделительными вставками с пазами для арматуры, горизонтальную кольцевую торцевую вставку с прибыльными полостями и затравку со штоком, отличающееся тем, что горизонтальная кольцевая торцевая вставка установлена на дорне подвижно с возможностью скольжения по стенкам дорна и кристаллизатора и снабжена опорными наружным и внутренним фланцами, выполненными с возможностью взаимодействия с верхними основаниями дорна и кристаллизатора, при этом ее прибыльные полости выполнены открытыми со стороны стенки кристаллизатора и имеют опорные выступы-углубления, например клинообразные, выполненные с возможностью образования на прибылях взаимозамыкающих опорных углублений-выступов.
| УСТРОЙСТВО ДЛЯ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1988 |
|
RU1760687C |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ СЛИТКОВ | 1993 |
|
RU2089337C1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Кристаллизатор для непрерывного литья | 1990 |
|
SU1763085A1 |
| Устройство для непрерывного литья биметаллических полых заготовок | 1990 |
|
SU1763084A1 |
| Устройство для полива | 1988 |
|
SU1595400A2 |
| Центробежный насос с регулируемой подачей | 1986 |
|
SU1323752A1 |

