Изобретение относится к цементному машиностроению и может быть использовано при ремонте бандажа с трещиной вращающейся печи.
Известен способ ремонта деталей с трещинами с помощью фигурных вставок, заключающийся в том, что в детали по обе стороны от трещины и по одной прямой, перпендикулярной к трещине, сверлят ряд отверстий, соединяют их с помощью паза, затем в образовавшийся фигурный паз запрессовывают вставку на глубину, соответствующую полному закрытию трещин. (А.с. №1480273, МПК В 23 Р 6/04, 1985).
Однако известный способ не обеспечивает качественный ремонт деталей, поскольку при стягивании детали до ликвидации зазора в трещине происходит образование новых трещин. Данный способ неприемлем для крупногабаритных деталей.
Задача изобретения - скоростной метод ремонта бандажа вращающейся цементной печи и предотвращение дальнейшего развития трещин на швах бандажа.
Поставленная задача достигается тем, что при ремонте бандажа с трещиной вращающейся печи, включающей выборку карманов с двух сторон бандажа, установку в карманы вертикально заготовленных вставок с разделанными фасками, фиксацию их относительно поверхности катания бандажа и приварку. При этом приварку вставок к телу бандажа сначала производят только к одной из сторон карманов, затем поворачивают бандаж на 180° и при минимальном зазоре в трещине производят приварку к другой стороне карманов, а после приварки вставок с обеих сторон бандажа устанавливают накладки и производят их обварку.
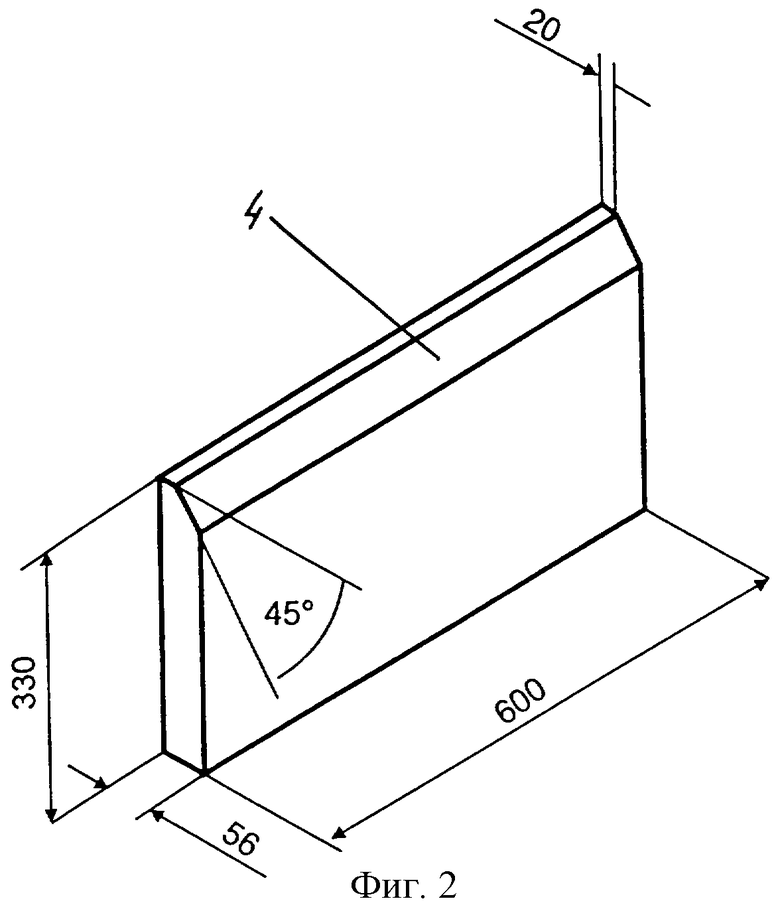
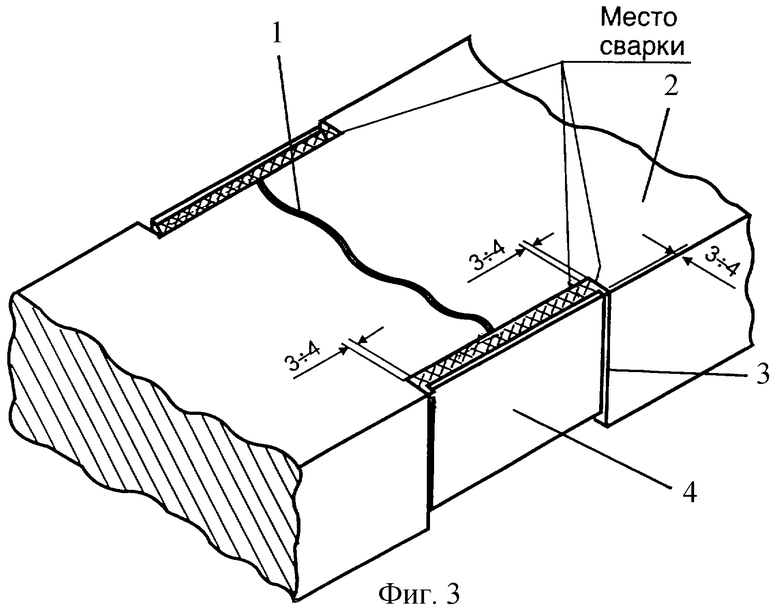
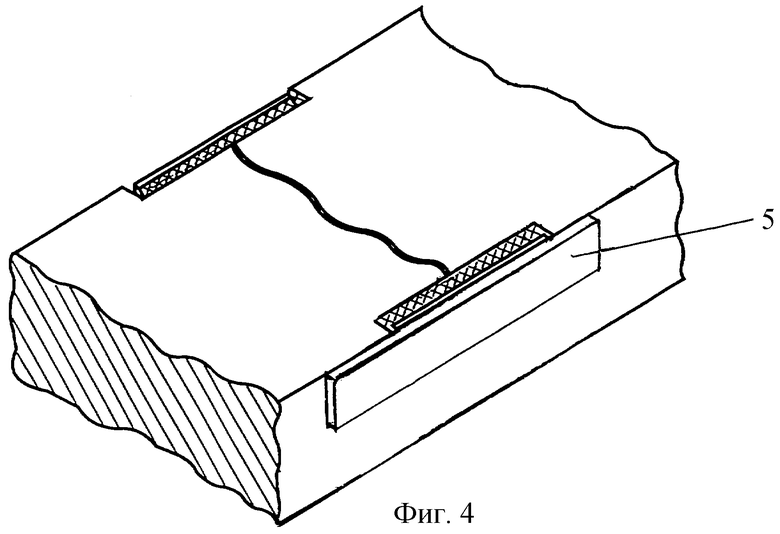
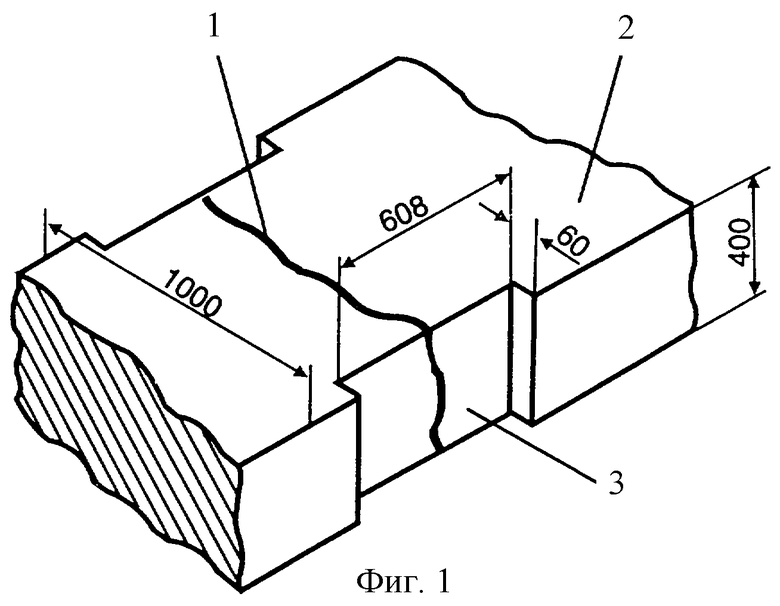
На фиг.1 показана схема выборки карманов, на фиг.2 изображена вставка с разделанными фасками, на фиг.3 - схема установки вставок и их приварка, на фиг.4 - схема установки накладок.
Поворотом печи трещину 1 бандажа 2 фиксируют в верхнем положении. Газокислородной резкой выбирают карманы 3 с двух сторон бандажа 2 на всю его толщину и заданные глубину и ширину.
Заготовленные вставки 4 с разделенными фасками устанавливают вертикально в подготовленные карманы 3, фиксируют относительно поверхности катания бандажа 2 и проверяют правильность установки вставок 4.
После проверки правильности установки вставок 4 производится их приварка, при этом приварку вставок 4 к телу бандажа 2 сначала производят только к одной из сторон карманов 3, затем поворачивают бандаж на 180° и при минимальном зазоре в трещине производят приварку к другой стороне карманов.
По окончании сварки устанавливают накладки 5 с обеих сторон бандажа 2 и обваривают их с целью предотвращения дальнейшего развития трещин, возникающих на противоположном шве в связи с длительной эксплуатацией бандажа в аварийном режиме. Затем печь поворачивают в верхнее положение и производят окончательную заварку вставок 4 и трещины 1 бандажа 2. После сварки зачищают поверхность катания и боковые швы.
Таким образом предложенный способ позволяет оперативно (за 20 ч) выполнить ремонт бандажа и сохранить работоспособность вращающейся печи с гарантией 4-5 месяцев.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ОПОРНОГО РОЛИКА ВРАЩАЮЩЕЙСЯ ПЕЧИ | 2003 |
|
RU2238833C1 |
| ЭЛЕМЕНТ ДЛЯ РЕМОНТА БАЛКИ МЕТАЛЛОКОНСТРУКЦИЙ | 1992 |
|
RU2009825C1 |
| Способ ремонта толстостенных конструкций с трещиной | 1982 |
|
SU1077160A1 |
| ВРАЩАЮЩАЯСЯ ПЕЧЬ ДЛЯ ОБЖИГА ЦЕМЕНТНОГО КЛИНКЕРА | 2009 |
|
RU2421669C2 |
| Способ ремонта соединений | 1986 |
|
SU1368118A1 |
| ТЕХНОЛОГИЧЕСКАЯ ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ УЗЛОВ ИЗ СТЕКЛА И МЕТАЛЛА И СПОСОБ ИЗГОТОВЛЕНИЯ УЗЛОВ ИЗ СТЕКЛА И МЕТАЛЛА | 2021 |
|
RU2789268C2 |
| ПОПЕРЕЧНЫЙ СТЫК ОРТОТРОПНОЙ ПЛИТЫ ПРОЛЕТНОГО СТРОЕНИЯ МОСТА И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2007 |
|
RU2330913C1 |
| Способ ремонта изложницы | 1983 |
|
SU1096019A1 |
| Устройство для определения перекоса оси закрылка относительно оси вварного бандажа вращающейся печи | 1986 |
|
SU1394013A1 |
| Способ и устройство повышения долговечности рельсового пути | 2018 |
|
RU2711761C1 |
Изобретение относится к цементному машиностроению и может быть использовано при ремонте бандажа вращающейся печи. В способе ремонта бандажа с трещиной вращающейся печи производят выборку карманов с двух сторон бандажа, установку в карманы вертикально заготовленных вставок с разделанными фасками, фиксацию их относительно поверхности катания бандажа и приварку, при этом приварку вставок бандажа сначала производят только к одной из сторон карманов, затем поворачивают бандаж на 180° и при минимальном зазоре в трещине производят приварку к другой стороне карманов, а после приварки вставок с обеих сторон бандажа устанавливают накладки и производят их обварку. Обеспечивается скоростной метод ремонта бандажа вращающейся цементной печи и предотвращение дальнейшего развития трещин на швах бандажа. 1 з.п. ф-лы, 4 ил.
| Способ ремонта деталей с трещинами | 1985 |
|
SU1329940A1 |
| СПОСОБ РЕМОНТА БАНДАЖНЫХ КОЛЕЦ ТУРБОГЕНЕРАТОРА | 2000 |
|
RU2189299C2 |
| Способ ремонта литых деталей с трещинами с помощью фигурных вставок | 1981 |
|
SU1060387A1 |
| ТЕРМОЭМИССИОННАЯ ЭЛЕКТРОГЕНЕРИРУЮЩАЯ СБОРКА С ПЛОСКОЦИЛИНДРИЧЕСКОЙ КОНФИГУРАЦИЕЙ ЭЛЕКТРОДОВ | 2000 |
|
RU2195741C2 |

