Фиг. 2
Изобретение относится к обработке металлов давлением, а именно к оборудованию для измельчения отходов рулонного материала, конструктивно сопряженному со шгамповым инструментом.
Цель изобретения - обеспечение надежного удаления отходов при горизонтальной штамповке крупногабаритных деталей.
На фиг. 1 показано предлагаемое устройство, выполненное на базе компаундного штампа с вертикальной плоскостью разъема, вид сверху; на фиг. 2 - схема размельчения штампуемой ленты после операции штамповки при удалении отхода.
Устройство для штамповки деталей и одновременного размельчения и удаления отхода представляет собой компаундный штамп I, на подвижной части которого размещены пуансоны, в том числе пуансон 2, вырубающий наружный контур детали, и пуансоны 3 пазопробивных элементов, пробивающие с обеих сторон ленты 4 пазы 5 и 6. Режущие кромки пазопробивных элементов расположены поперек продольной оси штампуемой ленты 4. Расстояние а от центра позиции штамповки 0 до этих элементов близко половине шага штамповки.
На станине пресса-автомата (не показан) или на неподвижной части штампа 1 со стороны выхода отхода ленты 4 из штампа 1 на откидной опоре 7 установлены две пары дисковых ножей 8 и 9. Оси 10 дисковых ножей удалены от центра позиции штамповки О на расстояние Ь, близкое шагу штамповки ленты, а расстояние с между парами дисковых ножей, т. е. между создаваемыми ими двумя линиями 11 и 12 реза, меньше диаметра пуансона 2, т. е. диаметра отверстия 13, образованного в ленте 4 после детали, но больше расстояния d между парой пазов 5 и 6, вырубаемых пазопробивными пуансонами 3.
Две пары тянущих валков 14 и 15 размещены по ходу движения ленты 4 за дисковыми ножами 8 и 9 на расстоянии е, которое не более расстояния / по линии 11 (12) реза дисковыми ножами от отверстия, образованного в ленте 4 при штамповке деталей, до пазов 5 (6), образованных пуансонами 3 пазопробивных элементов. Этим обеспечивается условие непрерывности тяги отхода тянущими валками 14 и 15.
Конструкция привода тянущих валков позволяет раскрывать их перед штамповкой для обеспечения корректировки положения рулонного материала. При этом благодаря тому, что дисковые ножи 8 и 9 располагаются от центра штамповки на расстоянии, близком шагу подачи, в момент корректировки
0
5
0
5
0
5
0
5
0
положения ленты они оказываются в пустоте отхода и не мешают корректировке.
Устройство работает следующим образом.
На позиции штамповки одновременно с вырубкой детали, например листа магнито- провода, пуансоны 3 пазопробивных элементов пробивают по краям ленты пазы 5 и 6. Затем лента 4 перемещается на шаг подачи валками механизма пресса (не показан). Одновременно отход этой ленты после вырубки детали перемещается тянущими валками 14 и 15, проходя между двумя парами дисковых ножей 8 и 9. В результате отход разделяется на центральный участок 16 и боковые отрезки 17 и 18, которые падают в контейнер для приема отходов (не показан) .
Учитывая, что на одном прессе-автомате могут штамповаться различные по ширине рулонные материалы и, соответственно, меняться шаг подачи, предусмотрена возможность регулировки положения опоры, а также возможность перестановки положения дисковых ножей.
Формула изобретения
Устройство для штамповки деталей из ленты и одновременного размельчения и удаления отхода, содержащее штамп, на подвижной части которого размещен пуансон для вырубки наружного контура детали, валковый механизм подачи и узел удаления отходов с режущими элементами, выполненными с прямолинейной режущей кромкой, параллельной продольной оси подающих валков, отличающееся тем, что, с целью обеспечения надежного удаления отходов при горизонтальной штамповке крупногабаритных деталей, узел разделения отходов снабжен двумя парами дисковых ножей, закрепленных на оси, параллельной продольной оси подающих валков, на расстоянии одна от другой, меньшем размера рабочего контура вырубного пуансона в плоскости, параллельной продольной оси подающих валков, режущие элементы с прямолинейной режущей кромкой выполнены в виде установленных по обе стороны от вырубного пуансона между последним и дисковыми ножами двух пар пазопробивных инструментов, продольная режущая кромка которых расположена с возможностью пересечения плоскости реза дисковых ножей, а по меньшей мере одна пара подающих валков размещена за дисковыми ножами со стороны, противоположной штампу.
Фиг.1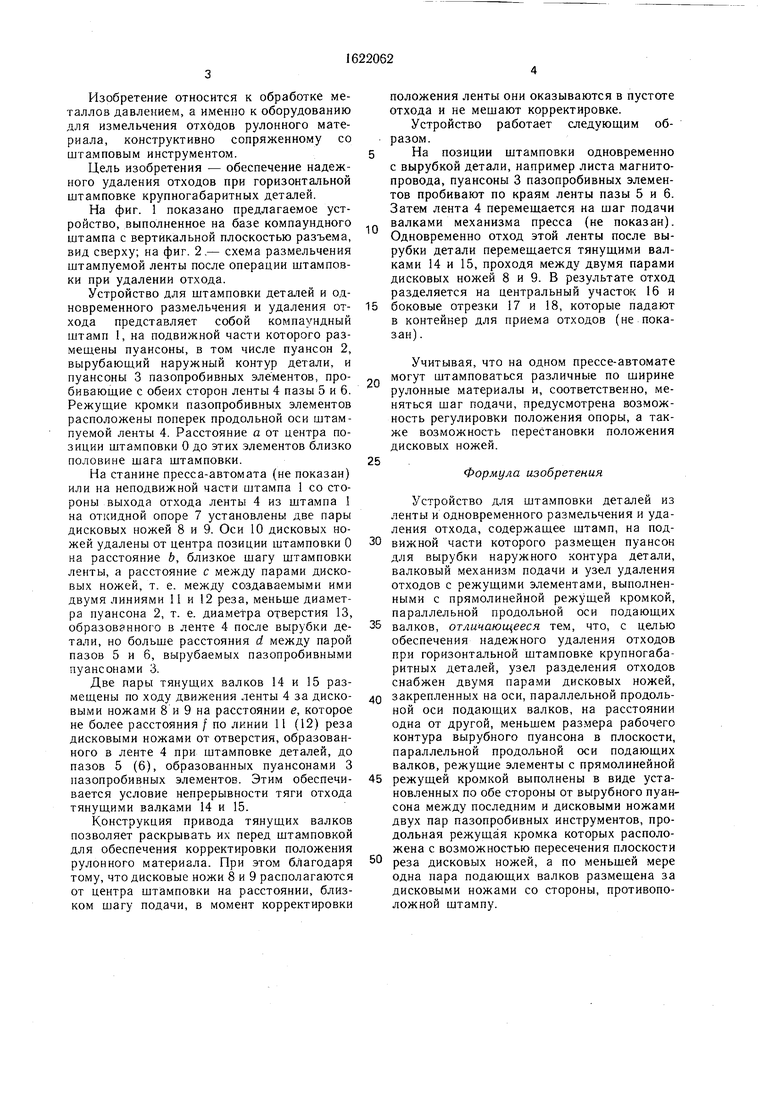
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия | 1978 |
|
SU747579A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для вырубки и пробивки деталей из листового материала | 1977 |
|
SU774701A1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ШТАМПОВКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ВНУТРЕННИМИ ПОЛОСТЯМИ НА СТЕНКЕ ИЗ ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2006 |
|
RU2349408C2 |
| Устройство для штамповки деталей из длинномерного материала | 1986 |
|
SU1449202A1 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ТРАПЕЦИЕВИДНЫХ ЗАГОТОВОК ИЗ РУЛОНА, ЛЕНТЫ ИЛИ ПОЛОСЫ (ВАРИАНТЫ) | 2013 |
|
RU2572008C2 |
| ПРЕСС ДЛЯ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛЕНТОЧНОГО МАТЕРИАЛА | 1993 |
|
RU2042459C1 |
| Штамп для вырубки деталей из резины | 1980 |
|
SU876482A1 |
| Штамп для вырубки деталей из листового материала | 1975 |
|
SU599893A1 |
| СПОСОБ МАЛООТХОДНОЙ ОДНОРЯДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ ЛЕНТЫ, ШИРОКОГО РУЛОНА ИЛИ ПОЛОСЫ | 2012 |
|
RU2529130C2 |
Изобретение относится к технологической оснастке для обработки металлов давлением и может быть использовано в электромашиностроении при штамповке крупногабаритных листов магнитопроводов из рулонного материала. Цель изобретения - обеспечение надежного удаления отходов при горизонтальной штамповке крупногабаритных деталей. Устройство снабжено штампом с пуансоном для вырубки наружного контура детали, узлом измельчения отхода с пазовыми пуансонами и дисковыми ножами 8 и 9, а также тянущими валками 14, 15. На позиции штамповки одновременно с вырубкой круглого изделия по краям ленты пробиваются пазы 5 и 6 пазопробивными пуансонами. Отход ленты, перемещаемый тянущими валками 14 и 15, проходит между парами дисковых ножей 8 и 9 и разделяется в результате на центральный 16 и боковые 17 и 18 участки, которые падают в контейнер для приема отходов. 2 ил. S №
| Устройство для зигзагообразной штамповки | 1977 |
|
SU889234A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для штамповки деталей из полосы | 1977 |
|
SU625920A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
