Изобретение относится к прокатному производству, в частности к валкам прокатных станов и подготовке их рабочей поверхности перед прокаткой.
Известен способ изготовления валков, включающий нанесение на заготовку износостойкого покрытия, последующую ее пластическую деформацию винтовой прокаткой с обжатием 30-50% за проход и механическую обработку (А.с. СССР 876222, кл. В 21 В 27/00, 1982 г.).
Величина обжатия в известном способе позволяет получить прочное сцепление покрытия с основой. Однако при пластической деформации на свободной поверхности заготовки, как правило, имеется зона, где действуют растягивающие напряжения, которые при недостаточной пластичности материала могут вызвать трещины и разрушение. Поскольку износостойкие материалы отличаются большой твердостью, ограниченной пластичностью и плохой обрабатываемостью резанием, поэтому использование более износостойких материалов при изготовлении валков по указанному способу ограничено, что снижает срок их службы. Кроме того, больше трудности вызывает механическая обработка деформированной заготовки с износостойким твердым покрытием.
Известен также способ изготовления прокатных валков, включающий нанесение на заготовку износостойкого покрытия и слоя хорошо обрабатываемой резанием пластичной стали, последующую пластическую деформацию для упрочнения износостойкого покрытия и механическую обработку, заключающуюся в снятии слоя из стали (А.с. 995930, кл. В 21 В 27/00, 1983 г.).
В процессе пластической деформации слой из пластичной стали продавливается и вытекает из-под упрочняющего инструмента, что приводит к возникновению в зоне деформирования растягивающих напряжений, которые вызывают образование трещин и сколов в твердом износостойком покрытии, отличающемся большей твердостью и ограниченной пластичностью.
Неравномерность упрочнения износостойкого покрытия приводит в процессе эксплуатации валка к неравномерности распределения удельных давлений и при определенном его износе - потере прочности и вдавливанию износостойкого покрытия в тело валка. Кроме того, механическая обработка занимает значительную часть времени от всего времени обработки прокатного валка, что приводит к снижению производительности способа его изготовления.
Наиболее близким аналогом заявляемого изобретения является способ обработки валков, реализованный известным устройством для нанесения покрытия (А.с. 1497276, кл. С 23 С 26/00, 1989 г.). Известный способ включает установку с возможностью контакта валка и щетки с размещением их продольных осей в одной плоскости, введение в контакт периферии ворса щетки с набором нагреваемых брусков из материала покрытия, расположенных последовательно друг за другом вдоль оси щетки, перемещение бруска относительно оси щетки с изменением величины зоны контакта и усилия прижатия бруска к периферии ворса щетки, нанесение покрытия на наружную поверхность валка путем вращения щетки и валка и их взаимного перемещения вдоль продольной оси.
Признаки ближайшего аналога, совпадающие с существенными признаками заявляемого изобретения: установка с контактом валка и щетки с размещением их продольных осей в одной плоскости, введение в контакт периферии ворса щетки с бруском (с возможностью его подогрева) из материала покрытия, нанесение покрытия на валок путем вращения щетки и валка и их взаимного перемещения вдоль продольной оси.
Наносимые износостойкие покрытия не являются антифрикционными, поскольку призваны компенсировать величину износа профиля валка и в зависимости от его величины варьируется их толщина, применяются различные сочетания наносимых слоев при различной величине износа для предотвращения или снижения износа. Нанесение износостойкого материала предусматривает применение смазочно-охлаждающей жидкости СОЖ высокой жирности, что приводит к появлению дефекта "нагар" на поверхности прокатываемых полос при отжиге и снижению их качества. Повышение жирности с 0,5-1,0 до 1,7-2,0% необходимо для снижения коэффициента трения с f= 0,1-0,15 до f=0,08-0,009, при этом уменьшается процент выкрашивания и отслоения прокатных валков холодной прокатки до 5-7% и снижается дефект "накат", однако повышение жирности приводит к появлению дефектов "нагар" на поверхности полос при отжиге и снижению их качества.
В известном способе инструментом для нанесения покрытия является щетка с металлическим ворсом, которая при вращении и контакте с поверхностью валка оказывает на него ударное воздействие. При этом может происходить упрочнение поверхностных слоев валка, что в свою очередь приводит к повышению износостойкости его рабочей поверхности. Однако упрочнение возможно лишь при определенных технологических режимах обработки металлическими щетками (скорость вращения щетки, удельное давление периферийной поверхности ворса щетки на обрабатываемую поверхность валка и т.д.), в противном случае либо не достигается нужное упрочнение, либо возможно разупрочнение поверхностных слоев валка, связанное с перегревом и отпуском.
Известный способ нанесения многослойных покрытий из износостойких материалов не может быть реализован непосредственно в процессе прокатки из-за окисления наносимых слоев покрытия, что возможно при увеличении температуры либо валка, либо наносимого материала, что обусловлено адгезией к наносимым слоям.
Задачей предлагаемого способа обработки прокатных валков является увеличение срока службы валков и повышение качества проката за счет применения износостойкого покрытия из антифрикционного материала и регламентации технологических параметров его нанесения на рабочую поверхность валка.
Поставленная задача решается тем, что в способе обработки прокатных валков, включающем установку с контактом валка и щетки с размещением их продольных осей в одной плоскости, введение в контакт периферии ворса щетки с подогреваемым бруском из материала покрытия, нанесение износостойкого покрытия на валок путем вращения щетки и валка и их взаимного перемещения вдоль продольной оси, по изобретению износостойкое покрытие наносят из полимерного антифрикционного материала с одновременным упрочнением поверхностного слоя валка пластической деформацией при удельном давлении бруска из материала покрытия на периферийную поверхность ворса щетки, равном 0,2-0,3 Н/мм2, удельном давлении периферийной поверхности ворса щетки на обрабатываемую поверхность валка, равном 30-70 Н/мм2, и осевой скоростью перемещения щетки относительно валка, определяемой по зависимости
VOC=к1•VЩ•(НЩ/RВ)к2,
где VОС - осевая скорость перемещения щетки, м/с;
VЩ - окружная скорость щетки, м/с;
НЩ - ширина щетки, мм;
RВ - радиус валка, мм;
к1, к2 - эмпирические коэффициенты, равные 30-50 и 2,52-2,56 соответственно.
Перед нанесением износостойкого покрытия на поверхность валка предварительно наносят покрытие из медьсодержащего сплава. Целесообразно нанесение износостойкого покрытия осуществлять одновременно с процессом прокатки.
Упрочнение поверхностных слоев валка и нанесение покрытия производится при определенных условиях. Так, удельное давление бруска из материала покрытия на периферийную поверхность щетки равняется 0,2-0,3 Н/мм, причем при давлении бруска менее 0,2 Н/мм2 происходит недостаточный съем фторопласта и обрабатываемая поверхность имеет участки без покрытия, в то же время при давлении бруска более 0,3 Н/мм2 происходит интенсивный съем и перерасход фторопласта без изменения толщины покрытия. В свою очередь удельное давление периферийной поверхности щетки на обрабатываемую поверхность валка лежит в пределах 30-70 Н/мм2, причем при обработке с давлением ниже 30 Н/мм2 не происходит повышения твердости закаленной обрабатываемой поверхности, при обработке с давлением выше 70 Н/мм2 наблюдается повышенный износ рабочей поверхности щетки, в результате нарушается стабильность процесса обработки поверхности валка.
Ворс металлической щетки является инструментом, с помощью которого при ударе о поверхность валка происходит поверхностное пластическое деформирование поверхностных слоев. Повышение твердости поверхности валка зависит от того, какое количество ударов пришлось на каждую точку обрабатываемой поверхности валка. Опытным путем установлено, что количество ударов должно быть в пределах 30-50. Такое количество ударов при обработке прокатных валков с закаленной поверхностью обеспечивается при осевом перемещении щетки относительно валка при соблюдении предлагаемой зависимости, при этом окружная скорость щетки VЩ=30-50 м/c, ширина щетки НЩ=30-50 мм.
Нанесение фторопласта поверх медьсодержащего сплава позволяет снизить коэффициент трения до уровня жидкостного трения (f=0,01-0,05), продлевает срок службы валков и снижает жирность СОЖ, что позволяет устранить дефект "нагар".
Нанесение на твердый поверхностный слой прокатного валка медьсодержащего сплава, например латуни, толщиной, соответствующей параметрам шероховатости поверхности, с помощью металлической щетки, вращающейся с большой скоростью, сдерживает процесс образования трещин и сколов. Это объясняется тем, что при ударах множества ворсинок щетки, на торцах которых имеется материал покрытия, происходит "залечивание" микроскопических трещин, которые обычно являются источником зарождения дефектов на рабочей поверхности при прокатке.
Использование щетки с металлическим ворсом в качестве инструмента для нанесения покрытия и одновременного упрочнения поверхности валка пластической деформацией позволяет до минимума сократить время обработки поверхности валка и производить обработку в процессе прокатки, увеличивая производительность процесса прокатка в целом.
Сущность изобретения поясняется чертежом, где схематично изображен способ обработки прокатных валков.
Способ обработки прокатных валков осуществляют следующим образом.
Прокатный валок 1 и щетку 2 с металлическим проволочным ворсом 3 устанавливают с размещением их продольных осей в одной плоскости и вводят в контакт. Прокатному валку 1, на поверхность которого наносят покрытие 4, придают вращение n1. Щетке 2 придают вращение n2. К периферии ворса 3 вращающейся щетки 2 прижимают брусок 5 из полимерного антифрикционного материала. При этом частицы материала покрытия с бруска 5 ворсом 3 щетки 2 переносятся на поверхность прокатного валка 1. При перемещении вдоль оси медленно вращающегося прокатного валка 1 вращающейся щетки 2 происходит ударное воздействие ее ворсинок 3, на концах которых находится разогретый материал бруска 5. При этом материал покрытия бруска 5 с ворсинок 3 щетки 2 переносится на поверхность валка 1, образуя покрытие 4. Нанесение износостойкого покрытия ведут с одновременным упрочнением поверхностного слоя валка 1 пластической деформацией при удельном давлении бруска 5 на периферийную поверхность ворса 3 щетки 2, равном 0,2-0,3 Н/мм2, удельном давлении периферийной поверхности ворса 3 щетки 2 на обрабатываемую поверхность валка 1, равном 30-70 Н/мм2 и осевой скорости перемещения щетки 2 относительно валка 1, определяемой по зависимости
VOC=к1•VЩ•(НЩ/RВ)к2,
где VОС - осевая скорость перемещения щетки, м/с;
VЩ - окружная скорость щетки, м/с;
НЩ - ширина щетки, мм;
RВ - радиус валка, мм;
к1, к2 - эмпирические коэффициенты, равные 30-50 и 2,52-2,56 соответственно.
Во время обработки поверхность прокатного валка 1 одновременно очищается от окислов, разогревается, обеспечивая адгезионное схватывание ювенильной поверхности прокатного валка 1 с частицами материала покрытия 5. Кроме того, материал покрытия заполняет все микротрещины, "залечивая" их и предотвращая их быстрое развитие в макротрещины и сколы при прокатке. Использование в качестве материала покрытия фторопласта с низким коэффициентом трения f= 0,01-0,05 уменьшает износ валков и позволяет применять СОЖ с низким уровнем жирности. Перед нанесением антифрикционного износостойкого покрытия на поверхность валка предварительно наносят покрытие из медьсодержащего сплава. По мере износа поверхностного слоя последний можно восстанавливать в процессе прокатки.
Пример 1.
На лабораторном стане 80/150•180, который является моделью промышленного стана холодной прокатки 1450 с масштабом моделирования 1:8, в качестве рабочих применяют валки из стали марки 9Х2 диаметром 80 мм. Твердость их рабочих поверхностей после закалки токами высокой частоты, отпуска и шлифования составляет HRC 55-65. На стане производили прокатку полосы толщиной 0,4-1,5 мм, шириной 40-50 мм из различных марок сталей с σ0,2 до 300 МПа при рабочей скорости 2 м/с и смазке маслом ТМС-6 (ТУ 38.101826-85).
Износ валков вызывает появление на раскатах продольных темных полос (дефект "накат"). Для снижения интенсивности изнашивания и устранения указанного дефекта было использовано нанесение антифрикционных покрытий на рабочие поверхности валков.
Для этого на рабочую поверхность верхнего валка наносили износостойкое покрытие из полимерного антифрикционного материала, а рабочую поверхность нижнего валка обрабатывали по традиционной технологии.
Нанесение покрытия проводили при удельном давлении бруска из материала покрытия на периферийную поверхность ворса щетки, равном 0,25 Н/мм, удельном давлении периферийной поверхности ворса щетки на обрабатываемую поверхность валка, равном 50 Н/мм2, щеткой диаметром Дщ=870 мм, при скорости вращения ее n=1100 об/мин, диаметре ворса d=0,25 мм, плотности набивки ворса ρ=0,2, ворс щетки был изготовлен из стали марки 70. В качестве материала покрытия применяли фторопласт марки 4. Учитывая высокие межвалковые давления, формировали покрытия толщиной 1,5-2,5 мкм.
Прокатке за один проход подвергалась полоса из стали 08сп шириной 100 мм с толщины 1,0 мм до конечной толщины полосы 0,7 мм при скорости прокатки 1,0 м/с. После прокатки 3,0 тонн полосы был произведен контроль рабочих поверхностей валков.
На рабочей поверхности верхнего рабочего валка следов износа не обнаружено, и покрытие сохранилось полностью. В то же время радиальный износ рабочей поверхности нижнего валка, обработанного по традиционной технологии, составил 0,01 мм.
Вторым положительным результатом эксперимента явилось отсутствие на полосе дефекта "накат" со стороны валка с покрытием из полимерного антифрикционного материала, в то время как со стороны обработанного по традиционной технологии нижнего валка он появился после прокатки 1,5 тонн полосы.
Пример 2.
На промышленном стане 1200 холодной прокатки использовали рабочие прокатные валки диаметром 500 мм, изготовленные из стали 9Х2МФ, твердость которых 90-100 HRC. На стане производили прокатку полос из низкоуглеродистой стали шириной 730 мм и толщиной 0,4 мм. Основные виды дефектов прокатанных полос связаны с появлением отслоений на рабочих поверхностях валков, приводящих к образованию дефекта "накат" на поверхности полосы. Кроме того, использование СОЖ повышенной жирности приводит к появлению дефекта "нагар" при отжиге полосы.
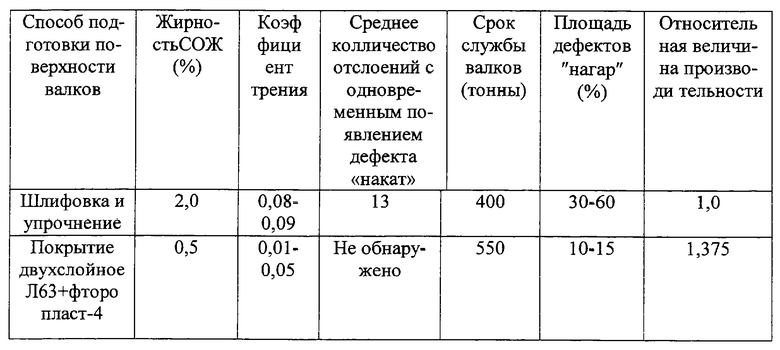
В течение двух месяцев на поверхность рабочих валков пятой клети наносили двухслойное латунь-фторопластовое покрытие, причем первым слоем наносили латунь марки Л63, а вторым - фторопласт-4.
После прокатки 420 тонн полосы 730•0,4 мм из стали 08 кп была произведена оценка результатов работы представленных в таблице.
Результаты экспериментов подтверждают, что предложенный способ позволяет:
1. Увеличить срок службы валков за счет снижения износа и уменьшения количества трещин и сколов на рабочей поверхности валка в результате использования материалов покрытия, обладающих низким коэффициентом трения.
2. Повысить качество продукции за счет снижения жирности СОЖ при прокатке.
3. Повысить производительность процесса прокатки за счет одновременности нанесения покрытий и упрочнения поверхностного слоя, а также возможности нанесения этих покрытий в процессе прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПРОКАТНЫХ ВАЛКОВ | 2007 |
|
RU2353447C2 |
| СПОСОБ ОБРАБОТКИ ПРОКАТНЫХ ВАЛКОВ | 2007 |
|
RU2346767C2 |
| Способ обработки прокатных валков | 2022 |
|
RU2793641C1 |
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ С ОДНОВРЕМЕННЫМ НАНЕСЕНИЕМ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ | 1997 |
|
RU2138579C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2008 |
|
RU2381077C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЧАТОЙ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ МАШИН | 2007 |
|
RU2362664C2 |
| Устройство для нанесения покрытия | 1987 |
|
SU1497276A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ | 1995 |
|
RU2094239C1 |
| Способ упрочнения металлической поверхности | 1990 |
|
SU1793977A3 |
| Способ нанесения покрытий | 1990 |
|
SU1733506A1 |
Изобретение относится к прокатному производству, в частности к подготовке рабочей поверхности валков прокатных станов перед прокаткой, и может найти применение в различных отраслях машиностроения. Осуществляют установку с контактом валка и щетки с металлическим ворсом. Их продольные оси располагают в одной плоскости. Вводят в контакт периферии ворса щетки с подогреваемым бруском из материала покрытия. Наносят износостойкое покрытие на валок путем вращения щетки и валка и их взаимного перемещения вдоль продольной оси. Износостойкое покрытие наносят из полимерного антифрикционного материала с одновременным упрочнением поверхностного слоя валка пластической деформацией при удельном давлении бруска из материала покрытия на периферийную поверхность ворса щетки, равном 0,2-0,3 Н/мм2, удельном давлении периферийной поверхности ворса щетки на обрабатываемую поверхность валка, равном 30-70 Н/мм2, и осевой скоростью перемещения щетки относительно валка, определяемой по зависимости VOC=к1•VЩ•(НЩ/RВ)к2, где VOC - осевая скорость перемещения щетки, м/с; VЩ - окружная скорость щетки, м/с; НЩ - ширина щетки, мм; RВ - радиус валка, мм; к1, к2 - эмпирические коэффициенты, равные 30-50 и 2,52-2,56 соответственно. В качестве износостойкого покрытия применяют фторопласт. Перед нанесением износостойкого покрытия на поверхность валка предварительно наносят покрытие из медьсодержащего сплава. В результате такой обработки обеспечивается увеличение срока службы валков за счет снижения износа и уменьшения количества трещин и сколов на рабочей поверхности валка. 3 з.п. ф-лы, 1 ил.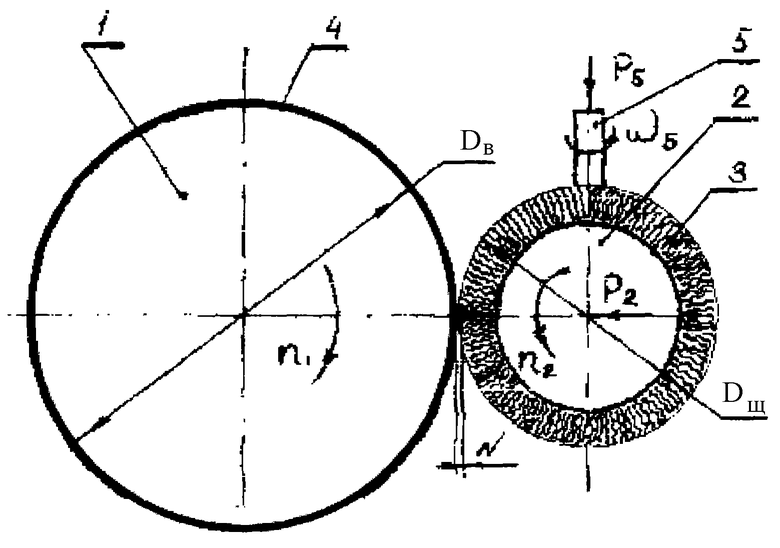
Vос=к1·Vщ·(Нщ/Rв)к2,
где Voc - осевая скорость перемещения щетки, м/с;
Vщ - окружная скорость щетки, м/с;
Нщ - ширина щетки, мм;
Rв - радиус валка, мм;
к1, к2 - эмпирические коэффициенты, равные (30-50) и (2,52-2,56) соответственно.
| Устройство для нанесения покрытия | 1987 |
|
SU1497276A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ЩЕТКОЙ | 1994 |
|
RU2101385C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОКАТНЫХ ВАЛКОВ | 1990 |
|
RU2013146C1 |
| Устройство для фрикционно-механического нанесения покрытий | 1990 |
|
SU1758087A1 |
| Устройство для нанесения покрытия на поверхность | 1987 |
|
SU1482980A1 |

