Г
у/
у
Описьшаемьй способ может использоваться в станкостроении и применяться при проектировании пятикоординатных фрезерных и шлифовальных станков с программным управлением для обработки пространственно сложHbtx криволинейных поверхностей, в частности отъемньгх лопастей сборных гребных винтов, поворотно-лопастных турбин и осевых насосов.
Известны способы обработки подобных деталей, согласно которым вращающийся режузщй инструмент одновременно :поворачивают вокруг двух взаимно перпендикулярных осей.
С целью повьппения производительности, точности и чистоты обработки в описьшаемом способе обработку осуществляют инструментом с плоской торцевой рабочей поверхностью, которьй перемещают одновременно по трем прямоугольным координатам, а одну из взаимно перпендикулярных осей поворота располагают в координатной плоскости под постоянным углом к оси вращения инструмента, причем,последнюю устанавливают под углом к плоскости, касательной к обрабатываемой детали, так,чтобы зона контакта режущей поверхности инструмента с деталью,ось вращения интрумента и направление по дачи находились водной плоскости.
Обработку осуществляют фрезой или абразивным кругом.
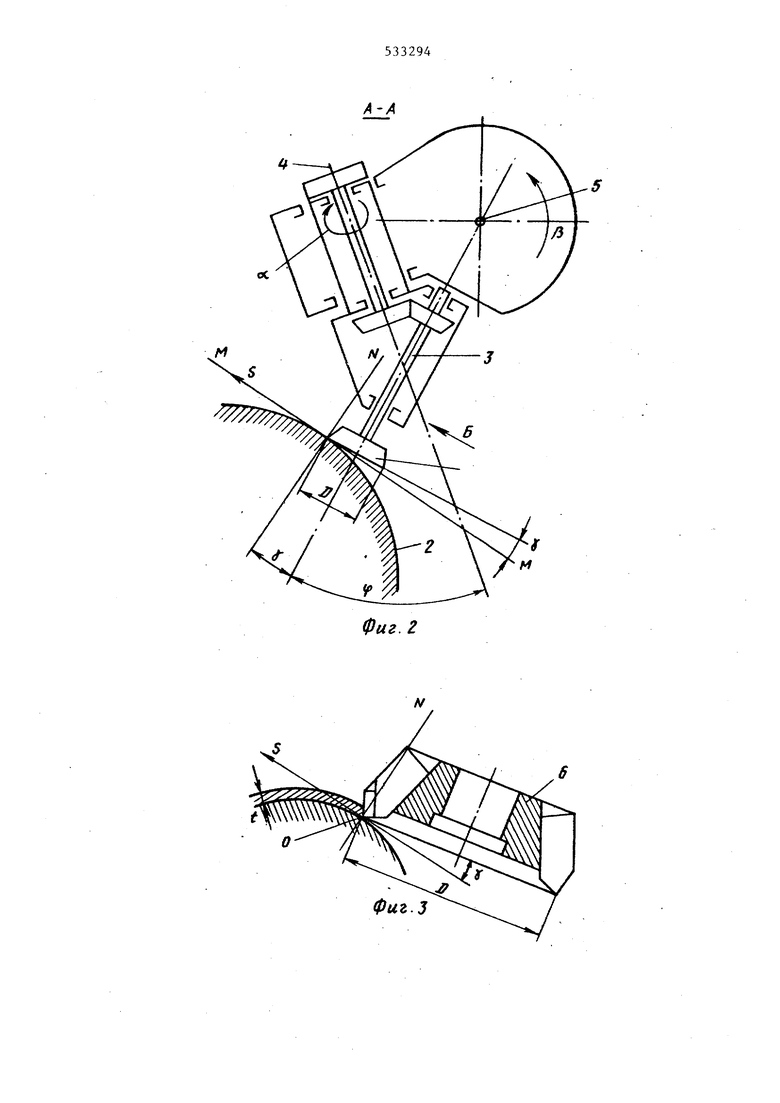
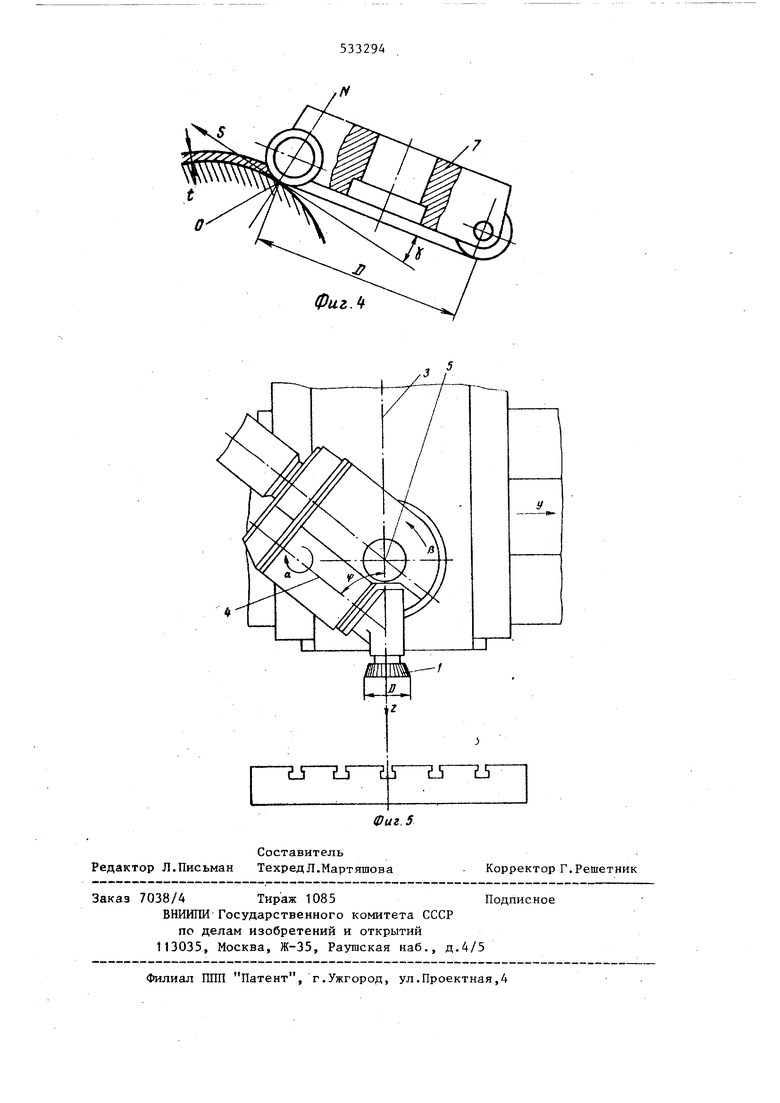
На фиг. 1 представлена схема расцоложения инструмента относительно обрабатываемой поверхности в системе прямоугольных координат; на фиг.2 то же, в координатной плоскости с расположением осей поворота инструмента; на фиг. 3 - расположение типовой торцевой фрезы относительно обрабатьтаемой поверхностиj на фиг. 4 то же, для типовой торцевой фрезы с чашечными резцами; на фиг. 5 - исходное положение инструмента перед началом обработки.
Торцовой инструмент 1 (фиг.1 и 2) рабочего диаметра контактирует с обрабатываемой поверхностью 2 в точке О , где проходит нормаль N, перпендикулярная к касательной плоскости |Мм в которой расположен вектор траекторной подачи 5. Ось 3 вращения инструмента наклонена под некоторым углом к нормали N и находится в одной плоскости с вектором 5. Положение зоны обработки определяется тремя линейными координатами точки О
и углами между нормалью N и осями координат.
Для того, чтобы всегда обеспечивать указанное положение оси вращения инструмента относительно нормали N для любой точки обрабатьгеаемой поверхности 2 и при любом направлении траекторной подачи S, ось 3 поворачивают вокруг двух взаимно перпендикулярных осей 4 и 5. Ось 4 расположена в координатной плоскости Y2 и установлена под постоянным углом Ч к оси 3, с которой она пересекается, а ось 5, несущая всю эту систему при ее материальном воплощении, переме5щается в трех прямоугольных координатах, не изменяя при этом своего направления. В процессе обработки все пять движений совершаются одновременно, но с различными скоростя0ми. Как видно на фиг. 5, в исходном нулевом положении системы, от которого начинается отсчет по всем пяти координатам, ось вращения инструмента 3 пересекается с осью 5.
5
Имея линейные координаты точки О и угловые для ее нормали, диаметр инструмента D, угол у , направление подачи 5 и конкретные параметры рабочих узлов, изображенных на фиг. 2
0 и 5, определяют с помощью соответствующего алгоритма три линейных координаты материальной оси 5, кгол tiL поворота инструмента вокург оси 4 и угол /5 поворота материальной оси 4
5 вокруг оси 5. Таким же образом, назначая определенную скорость подачи по траектории обработки (вектор 5 ), определяют переменные скорости перемещений рабочих узлов по трем линей0ным и двум круговым координатам.
Реальные торцевые фрезы 6 и 7 (фиг. 3 и 4) контактируют с обрабатываемой деталью по некоторой поверхности, величина которой зависит от
5 припуска i и угла , однако форма обработанной детали является результатом траектории крайней точки 5 (фиг.1-4).
По окончании одной строчки и вы0хода инструмента из контакта с деталью ему сообщается периодическая подача и поворот на угол т в обратную сторону, поскольку направление подачи вдоль соседней строчки ревер5сируется. Строчки могут быть дуговыми (например, описанными из центра вращения гребнрго винта), прямыми и произвольными.
м
фиг. г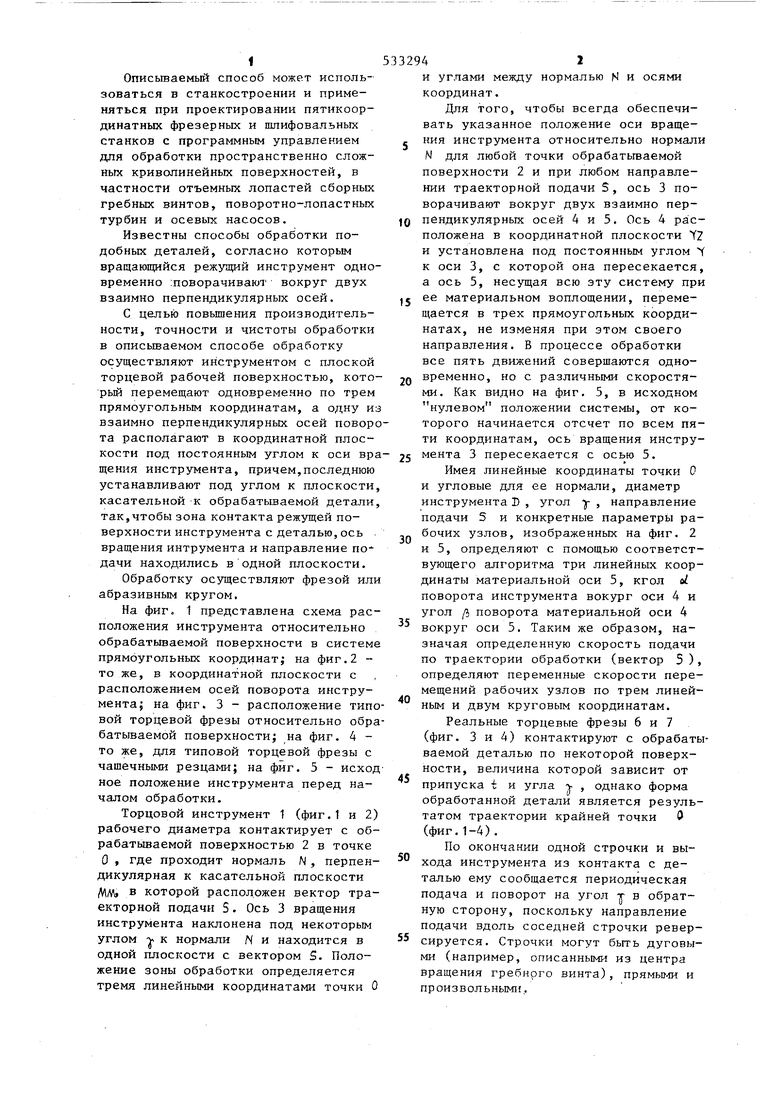
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для пятикоординатной обработки вращающимся инструментом пространственно-сложных криволинейных поверхностей | 1972 |
|
SU491252A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ КОМПРЕССОРА | 2012 |
|
RU2498883C1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 2003 |
|
RU2243864C2 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| Способ обработки сложных поверхностей | 1986 |
|
SU1393548A1 |
| СПОСОБ ОБРАБОТКИ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ ДЕТАЛИ | 1999 |
|
RU2170649C2 |
| Способ нарезания конических колес на станках с ЧПУ | 1989 |
|
SU1720815A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ПОВЕРХНОСТЕЙ ПРОИЗВОЛЬНОЙ ФОРМЫ И СООТВЕТСТВУЮЩАЯ ФРЕЗА | 2004 |
|
RU2370348C2 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛИ | 2006 |
|
RU2351441C2 |
1. СПОСОБ ПЯТИКООРДИНАТНОЙ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПРОСТРАНСТВЕННО-СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ, например, объемных лопастей сборньк гребных винтов, при котором вращающийся режущий инструмент одновременно поворачивают вокруг двух взаимно перпендикулярных осей, отличающийся тем, что, с целью повышения производительности, точности и чистоты обработки, ее осуществляют инструментом с плоскойторцевой рабочей поверхностью, который перемещают одновременно по трем прямоугольным координатам, а одну из взаимно перпендикулярных осей поворота располагают в координатной плоскости под постояннь1м углом к оси вращения инструмента, причем последнюю устанавливают под углом к плоскости, касательной к обрабатываемой детали, так,чтобы зона контакта режущей поверхности инструмента с деталью, ось вращения инструмента и направление подачи находились в одной плоскости.2.Способ ПОП.1, отличающийся тем,что обработку осуществляют торцевой фрезой.3.Способ ПОП.1, отличающийся тем, что обработку осуществляют абразивным кругом.i(Л С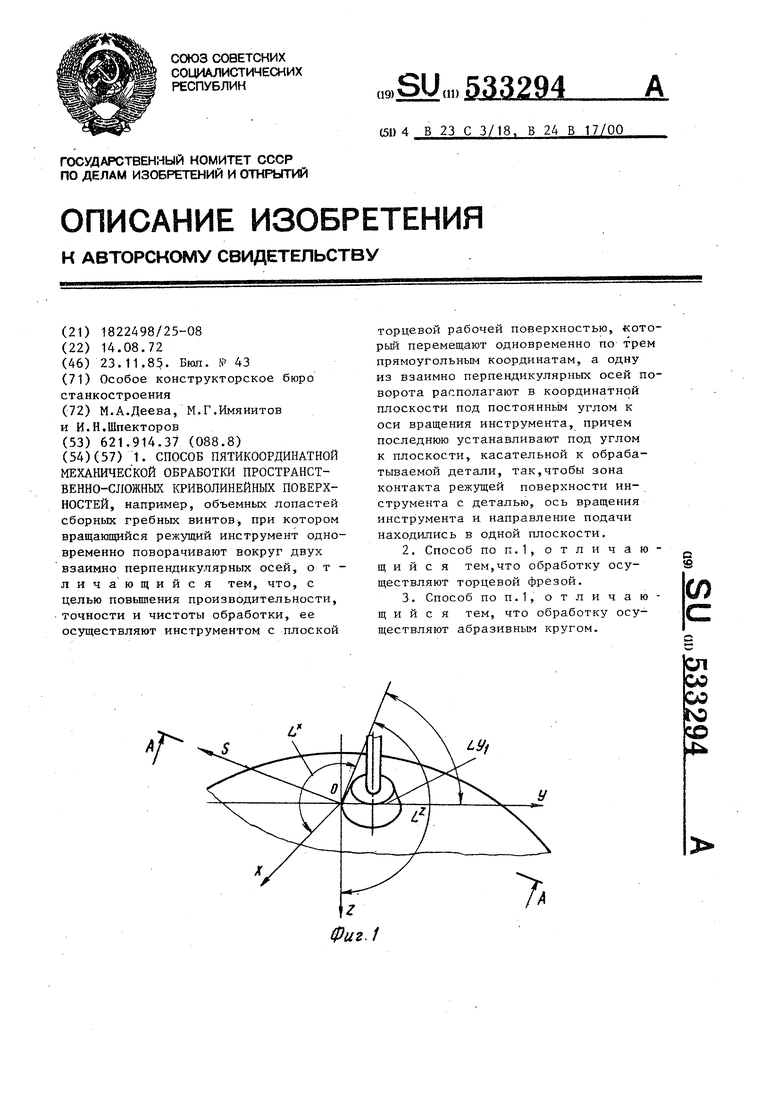
фиг.З
