Настоящее изобретение относится к способу фрезерования поверхностей произвольной или криволинейной формы согласно ограничительной части п.1 формулы изобретения. Изобретение относится также к устройству для фрезерования поверхностей произвольной или криволинейной формы согласно ограничительной части п.6 формулы изобретения.
Настоящее изобретение относится к области фрезерования, прежде всего к технологии высокоскоростного фрезерования, называемого также высокопроизводительным фрезерованием.
При фрезеровании поверхностей произвольной или криволинейной формы режущий инструмент, называемый фрезой, перемещают относительно обрабатываемой детали. В процессе фрезерования режущий инструмент, т.е. фреза, изнашивается, и поэтому с определенной периодичностью ее требуется заменять или перетачивать (или затачивать). В результате переточки или заточки инструмента, соответственно фрезы его, соответственно ее размеры могут измениться. Учет, соответственно компенсацию отклонений, соответственно изменений размеров фрезы при фрезеровании называют коррекцией с поправкой на радиус, соответственно коррекцией с поправкой на радиус фрезы.
Из уровня техники известны фрезерные станки, соответственно системы ЧПУ для них, которые позволяют выполнять подобную коррекцию с поправкой на радиус фрезы при трехкоординатном фрезеровании. При трехкоординатном фрезеровании фреза может поступательно перемещаться относительно обрабатываемой заготовки по трем линейным осям. При выполнении такой коррекции с поправкой на радиус фрезы при трехкоординатном фрезеровании речь идет о двухмерной коррекции.
Однако для фрезерования сложных поверхностей произвольной или криволинейной формы типа тех, которые, например, получают при изготовлении роторов с набором выполненных за одно целое с ними лопаток, необходимо использовать так называемое пятикоординатное фрезерование, при котором требуется не только поступательно или прямолинейно перемещать фрезу по трем линейным осям, но и изменять ее угловое положение относительно обрабатываемой детали поворотом вокруг двух осей. Согласно уровню техники функцию коррекции с поправкой на радиус фрезы при пятикоординатном фрезеровании до настоящего времени реализовать было невозможно.
Из US 5563484 известен способ фрезерования цилиндрической поверхности цилиндрической детали, при осуществлении которого положение фрезы для того, чтобы она всегда была установлена под правильным углом к фрезеруемой цилиндрической поверхности, корректируют с использованием вектора поправки.
Однако этот известный способ не позволяет выполнять трехмерную коррекцию с поправкой на радиус фрезы для компенсации погрешностей ее размеров.
Исходя из вышеизложенного в основу настоящего изобретения была положена задача предложить новый способ фрезерования поверхностей произвольной или криволинейной формы и соответствующее устройство.
Эта задача в отношении способа фрезерования поверхностей произвольной или криволинейной формы указанного в начале описания типа решается с помощью отличительных признаков п.1 формулы изобретения.
Согласно изобретению для каждой опорной точки траектории инструмента определяют вектор инструмента в виде углов его подвода к обрабатываемой детали и углов его наклона относительно обрабатываемой детали. Помимо этого для каждой опорной точки на основании указанных углов подвода и углов наклона, а также определенного для каждой опорной точки управляющего вектора ("drive vector"), который задает направление траектории инструмента в данной опорной точке, определяют нормальный вектор. Этот определенный для каждой опорной точки траектории инструмента нормальный вектор используют для трехмерной коррекции с поправкой на радиус фрезы для компенсации погрешностей ее размеров, при этом для определения нормального вектора для каждой опорной точки сначала на первой стадии вектор инструмента для данной опорной точки поворачивают обратно вокруг соответствующего управляющего вектора на величину конкретного угла наклона инструмента относительно обрабатываемой детали, получая первый промежуточный вектор для данной опорной точки. Затем на второй стадии вычисляют векторное произведение перемножением первого промежуточного вектора для данной опорной точки и управляющего вектора для той же опорной точки, получая второй промежуточный вектор для этой опорной точки. После этого на третьей стадии первый промежуточный вектор для данной опорной точки поворачивают обратно вокруг второго промежуточного вектора для той же точки на величину конкретного угла подвода инструмента к обрабатываемой детали, получая нормальный вектор для этой опорной точки.
Предлагаемый в изобретении способ впервые позволяет выполнять при пятикоординатной фрезерной обработке коррекцию, а именно трехмерную коррекцию, с поправкой на радиус фрезы.
Предлагаемое в изобретении устройство и его отличительные признаки представлены в п.6 формулы изобретения.
Предпочтительные варианты осуществления изобретения представлены в соответствующих зависимых пунктах формулы и рассмотрены в последующем описании.
Ниже изобретение более подробно рассмотрено на примере некоторых не ограничивающих его объем вариантов его осуществления со ссылкой на прилагаемый чертеж, на котором в виде очень упрощенной функциональной схемы показано предлагаемое в изобретении устройство для фрезерования поверхностей произвольной или криволинейной формы.
Ниже настоящее изобретение более подробно поясняется со ссылкой на прилагаемый к описанию чертеж. Однако перед детальным описанием собственно предлагаемого в изобретении способа, а также собственно предлагаемого в изобретении устройства сначала необходимо дать определение некоторым понятиям, используемым ниже в настоящем описании.
Цель фрезерной обработки состоит в придании поверхности обрабатываемой детали требуемой трехмерной (пространственной) геометрической формы. Поверхность с такой требуемой трехмерной (пространственной) геометрической формой, получаемой на обрабатываемой детали, называют также поверхностью произвольной или криволинейной формы.
Инструмент, используемый для фрезерной обработки детали, называют фрезой. При фрезерной обработке инструмент, соответственно фрезу перемещают относительно обрабатываемой детали. Перемещение инструмента, соответственно фрезы относительно обрабатываемой детали принято описывать в связанной с инструментом так называемой инструментальной системе координат, задающей положение вершины инструмента, соответственно положение точки отсчета координат инструмента. Линию перемещения вершины инструмента, соответственно точки отсчета координат инструмента в процессе фрезерной обработки детали называют траекторией инструмента, соответственно траекторией фрезерования. В системе автоматизированного проектирования и управления производством (САПР/САУП) траектории инструмента определяются по опорным точкам.
От вершины инструмента, соответственно от точки отсчета координат инструмента можно провести вектор вдоль оси, соответственно хвостовика инструмента, соответственно фрезы. Такой вектор, начинающийся в вершине инструмента и проходящий вдоль оси инструмента в направлении его хвостовика, называют вектором инструмента.
Фрезерная обработка детали для получения на ней определенной трехмерной поверхности криволинейной формы заключается в так называемом пятикоординатном фрезеровании. При пятикоординатном фрезеровании инструмент (фреза) может перемещаться относительно обрабатываемой детали по пяти осям. Три из этих осей служат для прямолинейного перемещения инструмента относительно обрабатываемой детали, что позволяет подвести инструмент к любой точке в рабочем пространстве. В дополнение к такому прямолинейному перемещению вдоль этих так называемых линейных осей положение инструмента для выполнения поднутрений можно также изменять вокруг оси поворота, а также оси наклона. Вращением инструмента вокруг оси поворота, а также оси наклона можно изменять угловое положение инструмента относительно обрабатываемой детали. Благодаря этому обеспечивается возможность подвода инструмента к любой точке в пространстве без столкновения с обрабатываемой деталью и элементами станка. Ось поворота и ось наклона часто называют также общим понятием "круговые оси".
В настоящем изобретении предлагаются способ и устройство для пятикоординатного фрезерования поверхностей произвольной или криволинейной формы, при котором в каждой опорной точке траектории или каждой из траекторий инструмента выполняют трехмерную коррекцию с поправкой на радиус фрезы с целью скомпенсировать погрешности, соответственно изменения ее размеров. Для этого для каждой опорной точки каждой траектории инструмента определяют вектор инструмента в виде углов его подвода к обрабатываемой детали и углов его наклона (установки) относительно обрабатываемой детали. Помимо этого для каждой опорной точки каждой траектории инструмента определяют управляющий вектор фрезы, который задает направление ее траектории в данной опорной точке. На основании указанных выше величин, а именно: углов подвода, углов наклона и управляющих векторов, для каждой опорной точки каждой траектории инструмента определяют нормальный вектор. На основании этого нормального вектора, имеющегося для каждой опорной точки, можно выполнять трехмерную коррекцию с поправкой на радиус фрезы.
В соответствии с этим согласно предлагаемому в изобретении способу для определения векторов инструмента используется специальный подход. Этот подход к определению векторов инструмента предполагает использование углов подвода и углов наклона. Помимо этого согласно изобретению на основании указанных углов и управляющих векторов, определяемых с использованием опорных точек траектории инструмента, определяют некоторую величину и, в частности, нормальный вектор, который используется в качестве входной величины для функции трехмерной коррекции с поправкой на радиус фрезы, и обрабатываемый при выполнении этой функции. Тем самым предлагаемое в изобретении решение впервые позволяет выполнять трехмерную коррекцию с поправкой на радиус фрезы при пятикоординатном фрезеровании.
Как уже говорилось выше, для каждой опорной точки траектории или каждой из траекторий инструмента определяют вектор инструмента в виде углов его подвода к обрабатываемой детали и углов его наклона относительно обрабатываемой детали. Помимо этого для каждой опорной точки определяют управляющий вектор.
В соответствии с первым вариантом осуществления предлагаемого в изобретении способа соответствующий управляющий вектор для каждой опорной точки траектории инструмента определяют, проводя вектор через данную опорную точку и соседнюю с ней или ближайшую к ней опорную точку. Для первой опорной точки каждой траектории инструмента управляющий вектор определяют, проводя вектор через эту первую опорную точку и ближайшую следующую за ней в направлении перемещения инструмента опорную точку, т.е. через вторую опорную точку траектории инструмента. Для каждой последующей опорной точки траектории инструмента управляющий вектор определяют, проводя вектор через саму эту опорную точку и ближайшую предшествующую ей в направлении перемещения инструмента опорную точку.
Обозначив через DV управляющие векторы, а через SP опорные точки, количество которых по длине траектории инструмента равно n, можно записать следующие выражения:
DVSPi=f(SPi, SPi+1) для i=1 и
DVSPi=f(SPi, SPi-1) для i=2, 3, …, n.
В другом варианте управляющие векторы для опорных точек можно определять проведением сплайна через все опорные точки траектории инструмента. Управляющему вектору для каждой опорной точки в этом случае соответствует первая производная такого сплайна в соответствующей опорной точке.
Таким образом, после определения управляющих векторов для каждой опорной точки траектории инструмента имеются вектор инструмента, определенный в виде угла его подвода к обрабатываемой детали и угла его наклона относительно обрабатываемой детали, а также управляющий вектор. Затем на основании углов подвода инструмента к обрабатываемой детали, углов его наклона относительно обрабатываемой детали и управляющих векторов можно определить нормальный вектор для каждой опорной точки.
Для определения нормального вектора для каждой опорной точки сначала на первой стадии вектор инструмента для данной опорной точки поворачивают обратно вокруг соответствующего управляющего вектора на величину конкретного угла наклона инструмента относительно обрабатываемой детали, получая первый промежуточный вектор для данной опорной точки. Затем на второй стадии вычисляют векторное произведение перемножением первого промежуточного вектора для данной опорной точки и управляющего вектора для той же опорной точки, получая второй промежуточный вектор для этой опорной точки. Далее на третьей стадии первый промежуточный вектор для данной опорной точки поворачивают обратно вокруг второго промежуточного вектора для той же точки на величину конкретного угла подвода инструмента к обрабатываемой детали, получая нормальный вектор для этой опорной точки. Таким путем в результате получают искомый нормальный вектор для соответствующей опорной точки. Этот нормальный вектор используют в качестве входной величины для трехмерной коррекции с поправкой на радиус фрезы.
Необходимо отметить, что при определении векторов инструмента через углы подвода и углы наклона определяют также положение фрезы относительно обрабатываемой, соответственно фрезеруемой детали. Знак углов подвода и углов наклона зависит от того, подведена ли фреза к фрезеруемой детали слева или справа.
Следует еще раз отметить, что согласно настоящему изобретению векторы инструмента определяют с использованием углов подвода и углов наклона. Настоящее изобретение основано на том факте, что пригодную для функции трехмерной коррекции с поправкой на радиус фрезы входную величину, а именно нормальный вектор, можно определить только при определении векторов инструмента в виде углов его подвода к обрабатываемой детали и углов его наклона относительно обрабатываемой детали. Иные методы определения векторов инструмента и, в частности, постоянные векторы инструмента, соответственно интерполированные векторы инструмента, не пригодны для этой цели.
На прилагаемом к описанию чертеже в виде очень упрощенной функциональной схемы показано предлагаемое в изобретении устройство для фрезерования поверхностей произвольной или криволинейной формы предлагаемым в изобретении способом. В показанном на чертеже примере предлагаемое в изобретении устройство имеет программирующее устройство 10 для программирования по опорным точкам по меньшей мере одной траектории инструмента (фрезы), соответственно траектории фрезерования. Этими вычисленными в программирующем устройстве 10 траекториями инструмента определяется путь перемещения инструмента, соответственно фрезы относительно обрабатываемой детали.
Первое программирующее устройство 10 представляет собой САПР/САУП-систему. Такая САПР/САУП-система позволяет программировать траектории инструмента, соответственно траектории фрезерования, соответственно векторы инструмента через углы подвода инструмента к обрабатываемой детали и углы его наклона относительно обрабатываемой детали. САПР/САУП-система создает так называемый АРТ-файл 11 (от англ. "Automatic Programming Tools", инструментальные автоматизированные средства программирования), на основании которого затем АРТ-процессором 12 создается не зависящий от конкретного станка управляющий файл 13 для фрезерной обработки детали.
С программирующим устройством 10 функционально связаны средства 14 для определения для каждой опорной точки управляющего вектора и нормального вектора. Эти векторы определяются описанным выше способом. Средства 14 на основании АРТ-файла 11 определяют для каждой опорной точки траектории инструмента управляющий вектор и нормальный вектор, который выдается средствами 14 в виде АРТ-данных. Такие АРТ-данные передаются в АРТ-процессор 12 и добавляются им в не зависящий от конкретного станка управляющий файл 13.
Затем на основании управляющего файла 13 так называемыми постпроцессорами 15 формируются так называемые ЧПУ-данные 16, которые зависят от конкретного станка и служат для управления перемещением инструмента по отдельным осям в станке 17 с ЧПУ, т.е. фрезерном станке. Содержащиеся в управляющем файле 13 данные о нормальных векторах содержатся также в ЧПУ-данных 16 и передаются в интегрированное в станок 17 с ЧПУ устройство для выполнения трехмерной коррекции с поправкой на радиус фрезы.
Предлагаемый в изобретении способ, а также предлагаемое в изобретении устройство позволяют существенно повысить эффективность фрезерования поверхностей произвольной или криволинейной формы. Так, в частности, предлагаемое в изобретении решение впервые позволяет выполнять трехмерную коррекцию с поправкой на радиус фрезы при пятикоординатной фрезерной обработке.
Предлагаемый в изобретении способ, а также предлагаемое в изобретении устройство могут использоваться прежде всего для фрезерной обработки вращательно-симметричных деталей с набором выполненных за одно целое с ними лопаток для турбин, т.е. так называемых облопаченных дисков (блисков) или лопаточных венцов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ПОВЕРХНОСТЕЙ ПРОИЗВОЛЬНОЙ ФОРМЫ | 2004 |
|
RU2351442C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ПОВЕРХНОСТЕЙ ПРОИЗВОЛЬНОЙ ИЛИ КРИВОЛИНЕЙНОЙ ФОРМЫ | 2004 |
|
RU2356702C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ПОВЕРХНОСТЕЙ ПРОИЗВОЛЬНОЙ ФОРМЫ И СООТВЕТСТВУЮЩАЯ ФРЕЗА | 2004 |
|
RU2370348C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ДЕТАЛЕЙ | 2004 |
|
RU2355516C2 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛИ | 2006 |
|
RU2351441C2 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ДЕТАЛЕЙ | 2004 |
|
RU2358843C2 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ КОМПРЕССОРА | 2012 |
|
RU2498883C1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
Способ относится к обработке резанием, пятикоординатному фрезерованию, инструмент перемещают относительно детали по меньшей мере по одной определяемой по опорным точкам траектории инструмента, соответствующей траектории фрезерования. Для выполнения коррекции с поправкой на радиус фрезы в опорных точках траектории инструмента определяют вектор инструмента в виде углов его подвода к детали и углов его наклона относительно детали для каждой опорной точки на основании указанных углов, а также определенного для каждой опорной точки управляющего вектора, который задает направление траектории инструмента в данной опорной точке, определяют нормальный вектор, при этом для каждой опорной точки сначала на первой стадии вектор инструмента для данной опорной точки поворачивают обратно вокруг соответствующего управляющего вектора на величину конкретного угла наклона инструмента относительно детали и получают первый промежуточный вектор для данной опорной точки, затем на второй стадии вычисляют векторное произведение перемножением первого промежуточного вектора для данной опорной точки и управляющего вектора и получают второй промежуточный вектор, и после этого на третьей стадии первый промежуточный вектор для данной опорной точки поворачивают обратно вокруг второго промежуточного вектора для той же точки на величину конкретного угла подвода инструмента к обрабатываемой детали. Устройство содержит программирующее устройство для программирования по опорным точкам по меньшей мере одной траектории инструмента. Для достижения того же технического результата оно выполнено с возможностью программирования для каждой опорной точки траектории инструмента вектора инструмента в виде углов его подвода и углов его наклона относительно детали. С программирующим устройством функционально связаны средства для определения для каждой опорной точки управляющего вектора и нормального вектора, передаваемого в устройство трехмерной коррекции с поправкой на радиус фрезы. 2 н. и 6 з.п. ф-лы, 1 ил.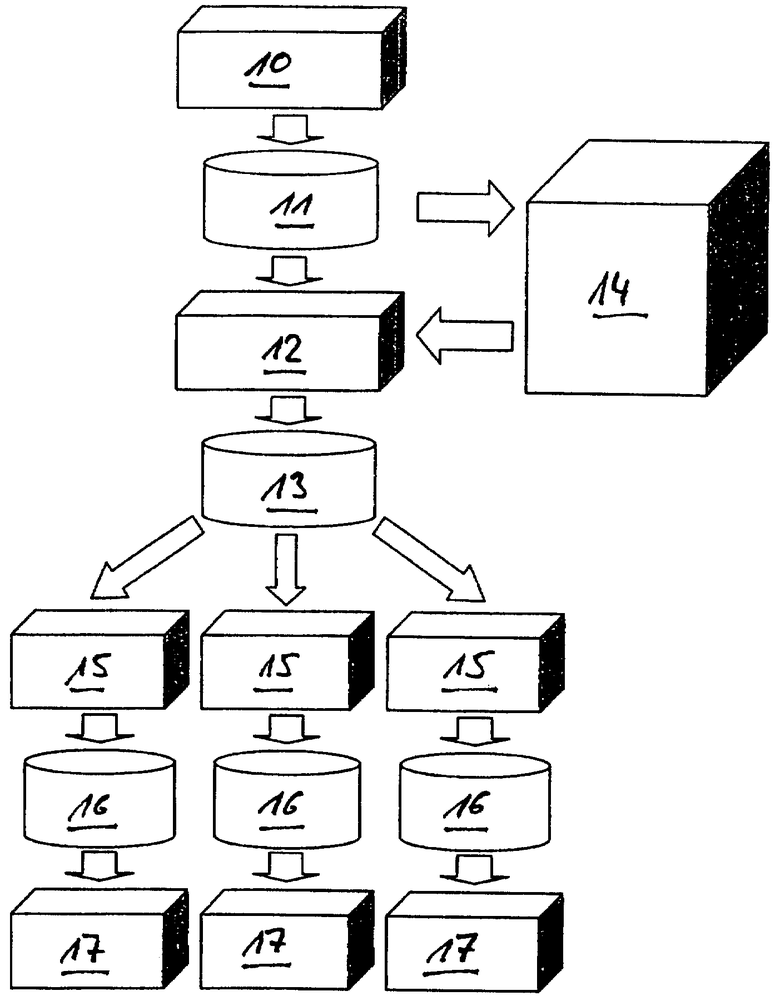
1. Способ фрезерования, преимущественно пятикоординатного фрезерования, поверхностей произвольной или криволинейной формы на обрабатываемых деталях, при осуществлении которого обрабатываемую деталь фрезеруют инструментом в виде фрезы с получением в результате поверхности требуемой трехмерной формы, перемещая при этом инструмент в процессе фрезерования относительно обрабатываемой детали по меньшей мере по одной, определяемой по опорным точкам траектории инструмента, соответствующей траектории фрезерования, отличающийся тем, что для каждой опорной точки траектории инструмента определяют вектор инструмента в виде углов его подвода к обрабатываемой детали и углов его наклона относительно обрабатываемой детали, для каждой опорной точки на основании указанных углов подвода и углов наклона, а также определенного для каждой опорной точки управляющего вектора, который задает направление траектории инструмента в данной опорной точке, определяют нормальный вектор и определенный для каждой опорной точки траектории инструмента нормальный вектор используют для трехмерной коррекции с поправкой на радиус фрезы для компенсации погрешностей ее размеров, при этом для определения нормального вектора для каждой опорной точки сначала на первой стадии вектор инструмента для данной опорной точки поворачивают обратно вокруг соответствующего управляющего вектора на величину конкретного угла наклона инструмента относительно обрабатываемой детали с получением первого промежуточного вектора для данной опорной точки, затем на второй стадии вычисляют векторное произведение перемножением первого промежуточного вектора для данной опорной точки и управляющего вектора для той же опорной точки с получением вторго промежуточного вектора для этой опорной точки и после этого на третьей стадии первый промежуточный вектор для данной опорной точки поворачивают обратно вокруг второго промежуточного вектора для той же точки на величину конкретного угла подвода инструмента к обрабатываемой детали с получением нормального вектора для этой опорной точки.
2. Способ по п.1, отличающийся тем, что соответствующий управляющий вектор для каждой опорной точки траектории инструмента определяют, проводя вектор через данную опорную точку и соседнюю с ней или ближайшую к ней опорную точку.
3. Способ по п.2, отличающийся тем, что для первой опорной точки траектории инструмента управляющий вектор определяют, проводя вектор через эту первую опорную точку и ближайшую следующую за ней в направлении перемещения инструмента опорную точку.
4. Способ по п.3, отличающийся тем, что для каждой последующей опорной точки траектории инструмента управляющий вектор определяют, проводя вектор через саму эту опорную точку и ближайшую предшествующую ей в направлении перемещения инструмента опорную точку.
5. Способ по п.1, отличающийся тем, что соответствующий управляющий вектор для каждой опорной точки траектории инструмента определяют, проводя через все опорные точки траектории инструмента сплайн, первая производная которого в каждой опорной точке соответствует управляющему вектору для этой точки.
6. Устройство для фрезерования, преимущественно пятикоординатного фрезерования, поверхностей произвольной или криволинейной формы на обрабатываемых деталях способом по любому из пп.1-5, содержащее программирующее устройство (10) для программирования по опорным точкам по меньшей мере одной траектории инструмента, соответствующей траектории фрезерования, выполненное с возможностью программирования для каждой опорной точки траектории инструмента вектора инструмента в виде углов его подвода к обрабатываемой детали и углов его наклона относительно обрабатываемой детали, и с которым функционально связаны средства (14) для определения для каждой опорной точки управляющего вектора и нормального вектора, передаваемого в устройство трехмерной коррекции с поправкой на радиус фрезы.
7. Устройство по п.6, отличающееся тем, что программирующее устройство (10) для программирования одной или каждой траектории инструмента выполнено в виде САПР/САУП-системы, которая создает по меньшей мере один АРТ-файл (11), преобразуемый по меньшей мере одним последующим постпроцессором (15) в по меньшей мере один выполняемый фрезерным устройством файл (16) числового программного управления (ЧПУ-файл).
8. Устройство по п.6 или 7, отличающееся тем, что функционально связанные с программирующим устройством (10) средства (14) на основании созданного САПР/САУП-системой АРТ-файла (11) определяют для каждой опорной точки траектории инструмента управляющий вектор и нормальный вектор, который выдается этими средствами (14) в виде APT-данных, передаваемых в АРТ-процессор (12) и добавляемых им в не зависящий от конкретного станка управляющий файл (13) таким образом, что в станке (17) с ЧПУ, содержащем устройство для трехмерной коррекции с поправкой на радиус фрезы, возможно выполнение подобной трехмерной коррекции с поправкой на радиус фрезы.
| US 5563484 А, 08.10.1996 | |||
| УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ ПОДВИЖНЫМ ОРГАНОМ СТАНКА | 0 |
|
SU399099A1 |
| SU 688097 А, 01.10.1979 | |||
| Устройство контроля для систем программного управления | 1990 |
|
SU1775716A1 |
| СФЕРИЧЕСКИЙ ИНТЕРПОЛЯТОР | 1996 |
|
RU2124227C1 |

