Настоящее изобретение относится к способу фрезерования поверхностей произвольной или криволинейной формы согласно ограничительной части п.1 формулы изобретения. Изобретение относится также к устройству для фрезерования поверхностей произвольной или криволинейной формы согласно ограничительной части п.8 формулы изобретения.
Настоящее изобретение относится к области фрезерования, прежде всего к технологии высокоскоростного фрезерования, называемого также высокопроизводительным фрезерованием.
При фрезеровании поверхностей произвольной или криволинейной формы режущий инструмент, называемый фрезой, перемещают относительно обрабатываемой детали. Движение инструмента относительно обрабатываемой детали описывают траекториями инструмента, соответственно траекториями фрезерования. Согласно уровню техники подобные траектории инструмента, соответственно траектории фрезерования, задают, соответственно программируют, по опорным точкам. Для получения на фрезеруемой детали поверхности криволинейной формы максимально высокого качества расстояние между отдельными опорными точками должно быть минимально возможным.
При уменьшении расстояния между опорными точками их количество, приходящееся на одну траекторию фрезерования, соответственно возрастает. Однако с увеличением количества опорных точек возрастает и объем обрабатываемых устройством управления фрезерным станком данных.
Соответственно чем больше объем обрабатываемых данных, тем выше требования к скорости их обработки, предъявляемые к устройству управления фрезерным станком. Обусловлены подобные требования тем, что при ограниченной скорости обработки данных устройством управления не исключена возможность возникновения ситуации, при которой при слишком большом количестве опорных точек и тем самым при слишком большом объеме обрабатываемых данных устройство управления фрезерным станком окажется не способным обрабатывать поступающий в него объем информации за такой промежуток времени, при котором обеспечивается непрерывное движение фрезы. В этом случае фреза начинает перемещаться относительно обрабатываемой детали рывками. Подобного же прерывистого или дискретного перемещения фрезы относительно обрабатываемой детали следует при любых условиях избегать по причине ухудшения качества фрезерованной поверхности. Однако с увеличением выбираемого расстояния между отдельными опорными точками возрастает количество граней, образующихся на фрезеруемой поверхности криволинейной формы. В соответствии с этим при уменьшении количества опорных точек, а тем самым и при увеличении расстояния между ними также возникают проблемы с качеством фрезеруемой поверхности.
Исходя из вышеизложенного в основу настоящего изобретения была положена задача предложить новый способ фрезерования поверхностей произвольной или криволинейной формы и соответствующее устройство.
Эта задача в отношении способа фрезерования поверхностей произвольной или криволинейной формы указанного в начале описания типа решается с помощью отличительных признаков п.1 формулы изобретения.
Согласно изобретению опорные точки траектории или каждой траектории инструмента задают в связанной с обрабатываемой деталью системе координат либо в станочной системе координат. Затем для каждой траектории инструмента в функции опорных точек формируют по меньшей мере один сплайн. Далее этот сплайн или каждый сплайн выдают в устройство управления фрезерным станком, которое на основании такого сплайна или каждого такого сплайна управляет перемещением инструмента вдоль его траектории или каждой его траектории.
Предлагаемое в настоящем изобретении решение позволяет сократить объем обрабатываемых устройством управления фрезерным станком данных даже в том случае, когда при программировании траектории или каждой траектории инструмента выбирается малое расстояние между опорными точками и тем самым большое их количество. Сплайны проводят именно через опорные точки. Количество сплайнов соответствует числу координат, используемых для описания каждой опорной точки. Поскольку сплайны всегда имеют непрерывную форму, улучшается также качество фрезерования поверхности произвольной формы.
Предлагаемое в изобретении устройство и его отличительные признаки представлены в п.8 формулы изобретения.
Предпочтительные варианты осуществления изобретения представлены в соответствующих зависимых пунктах формулы и рассмотрены в последующем описании.
Ниже изобретение более подробно рассмотрено на примере некоторых, не ограничивающих его объем вариантов его осуществления со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - схематичное изображение траектории инструмента, задаваемой согласно уровню техники через опорные точки,
на фиг.2 - схематичное изображение траектории инструмента, задаваемой в соответствии с изобретением через опорные точки совместно с проведенным вдоль них сплайном,
на фиг.3 - изображенное в виде очень упрощенной функциональной схемы предлагаемое в изобретении устройство для фрезерования поверхностей произвольной или криволинейной формы.
Ниже настоящее изобретение более подробно поясняется со ссылкой на прилагаемые к описанию чертежи. Однако перед детальным описанием собственно предлагаемого в изобретении способа, а также собственно предлагаемого в изобретении устройства сначала необходимо дать определение некоторым понятиям, используемым ниже в настоящем описании.
Цель фрезерной обработки состоит в придании поверхности обрабатываемой детали требуемой трехмерной (пространственной) геометрической формы. Поверхность с такой требуемой трехмерной (пространственной) геометрической формой, получаемой на обрабатываемой детали, называют также поверхностью произвольной или криволинейной формы.
Фрезерная обработка детали для получения на ней определенной трехмерной поверхности криволинейной формы заключается в так называемом пятикоординатном фрезеровании. При пятикоординатном фрезеровании режущий инструмент, называемый фрезой, может перемещаться относительно обрабатываемой детали по пяти осям. Три из этих осей служат для прямолинейного перемещения инструмента относительно обрабатываемой детали, что позволяет подвести инструмент к любой точке в рабочем пространстве. В дополнение к такому прямолинейному перемещению вдоль этих так называемых линейных осей положение инструмента для выполнения поднутрений можно также изменять вокруг оси поворота, а также оси наклона.
Вращением инструмента вокруг оси поворота, а также оси наклона можно изменять угловое положение инструмента относительно обрабатываемой детали.
Благодаря этому обеспечивается возможность подвода инструмента к любой точке в пространстве без столкновения с обрабатываемой деталью и элементами станка. Ось поворота и ось наклона часто называют также общим понятием "круговые оси".
При фрезерной обработке инструмент, соответственно фрезу, перемещают относительно обрабатываемой детали. Перемещение инструмента, соответственно фрезы, относительно обрабатываемой детали принято описывать через траектории инструмента, соответственно траектории фрезерования.
Траектории инструмента, соответственно траектории фрезерования, задают положение вершины инструмента, соответственно положение точки отсчета координат инструмента относительно обрабатываемой детали. В системе автоматизированного проектирования и управления производством (САПР/САУП) траектории инструмента задаются по опорным точкам.
От вершины инструмента, соответственно от точки отсчета координат инструмента, можно провести вектор вдоль оси, соответственно хвостовика инструмента, соответственно фрезы. Такой вектор, начинающийся в вершине инструмента и проходящий вдоль оси инструмента в направлении его хвостовика, называют вектором инструмента.
На фиг.1 в очень упрощенном виде проиллюстрирован используемый согласно уровню техники подход к программированию траекторий инструмента, соответственно траекторий фрезерования. На фиг.1 показан, в частности, фрезеруемый контур 10 криволинейной поверхности, соответственно обрабатываемой детали. Для получения детали с такой криволинейной поверхностью, соответственно с таким контуром 10, фрезу необходимо перемещать относительно обрабатываемой детали по соответствующей траектории. Траекторию фрезы задают через опорные точки 11, которые лежат в допустимых пределах 12, 13 отклонения формы контура 10 от номинальной.
Согласно уровню техники опорные точки 11 задают в выполненном в виде САПР/САУП-системы программирующем устройстве. В соответствии с уровнем техники САПР/САУП-система задает траекторию инструмента, соответственно траекторию 14 фрезерования, образуемую путем соединения между собой соседних опорных точек 11 прямыми линиями, в виде наборов прямолинейных отрезков. Подобные наборы прямолинейных отрезков затем согласно уровню техники подвергаются обработке устройством управления фрезерным станком.
На фиг.2 проиллюстрирован предлагаемый в изобретении способ фрезерования поверхностей произвольной или криволинейной формы. На фиг.2 также показан, в частности, контур 15 фрезеруемой криволинейной поверхности.
Согласно изобретению для траектории инструмента задают, соответственно программируют, в связанной с обрабатываемой деталью или в связанной со станком, так называемой станочной, системе координат опорные точки 16. При этом опорные точки 16 и в данном случае задают в допустимых пределах 17, 18 отклонения формы контура 15 фрезеруемой криволинейной поверхности от номинальной. Согласно изобретению в зависимости от опорных точек 16, описывающих траекторию инструмента, создают по меньшей мере один сплайн 19. Этот сплайн 19 показан на фиг.2 прерывистой линией. Из приведенного на фиг.2 изображения непосредственно следует, что сплайн 19 имеет непрерывную, плавно изменяющуюся форму и в соответствии с этим в отличие от прямолинейных отрезков 20, соединяющих между собой отдельные опорные точки 16, не имеет точек разрыва. Затем сплайн или каждый сплайн 19 передается в устройство управления фрезерным станком. После этого управление перемещением инструмента, соответственно фрезы, вдоль траектории инструмента или вдоль каждой траектории инструмента осуществляется в зависимости от такого сплайна или каждого такого сплайна.
Согласно настоящему изобретению предусмотрено задавать опорные точки 16 для траектории инструмента или каждой траектории инструмента в связанной с обрабатываемой деталью либо в станочной системе координат. При задании опорных точек в связанной с обрабатываемой деталью системе координат для каждой опорной точки задают шесть координат. При задании же опорных точек 16 в станочной системе координат для каждой опорной точки задают пять координат.
Затем для траектории инструмента, запрограммированной по опорным точкам 16 в САПР/САУП-системе, для всех координат опорных точек задают по сплайну. При задании опорных точек в связанной с обрабатываемой деталью системе координат для каждой траектории инструмента создают в общей сложности шесть сплайнов, поскольку для задания опорных точек в связанной с обрабатываемой деталью системе координат каждую опорную точку необходимо описывать шестью координатами. При задании же опорных точек в станочной системе координат для каждой траектории инструмента формируют в общей сложности пять сплайнов.
Сплайны формируют известным из вычислительной математики методом интерполяции. Математические детали подобного метода интерполяции описаны в посвященной этой тематике литературе. При формировании пяти, соответственно шести, сплайнов из расчета на каждую траекторию инструмента важное значение имеет выбор одинаковых параметров интерполяции для всех сплайнов для конкретной траектории инструмента. В соответствии с этим все пять, соответственно шесть, сплайнов для одной траектории инструмента задаются либо через ее протяженность, либо через машинное время фрезерования. Выбор одинаковых параметров интерполяции для всех сплайнов обеспечивает синхронизацию сплайнов для каждой конкретной траектории инструмента.
На фиг.3 в виде очень упрощенной функциональной схемы показано предлагаемое в изобретении устройство для фрезерования поверхностей произвольной или криволинейной формы. В показанном на чертеже примере предлагаемое в изобретении устройство имеет программирующее устройство 21 для программирования по опорным точкам по меньшей мере одной траектории инструмента, соответственно траектории фрезерования. Эти опорные точки программируются, как указано выше, либо в станочной, либо в связанной с обрабатываемой деталью системе координат.
Первое программирующее устройство 21 представляет собой САПР/САУП-систему. Такая САПР/САУП-система создает так называемый АРТ-файл 22 (от англ. "Automatic Programming Tools", инструментальные автоматизированные средства программирования), на основании которого затем АРТ-процессором 23 создается не зависящий от конкретного станка управляющий файл 24 для фрезерной обработки детали. Затем на основании не зависящего от конкретного станка управляющего файла 24 так называемыми постпроцессорами 26 формируются так называемые управляющие, соответственно ЧПУ-файлы 27, которые зависят от конкретного станка. Эти управляющие, соответственно ЧПУ-файлы 27, передаются в устройства 28 управления, которые управляют всеми перемещениями во фрезерном станке, соответственно в станке с ЧПУ, по отдельным осям.
С программирующим устройством 21 функционально связаны средства 25 для формирования для каждой траектории инструмента по меньшей мере одного сплайна в зависимости от опорных точек. Формирование сплайнов для траекторий инструмента происходит описанным выше способом. Сформированные средствами 25 в функции опорных точек сплайны в показанном на фиг.3 примере передаются в АРТ-процессор 23, который передает соответствующие данные о сплайне в не зависящем от станка управляющем файле 24 в постпроцессоры 26.
Постпроцессоры 26 выдают в устройства 28 управления сплайны в зависящих от станка управляющих файлах 27 в полиномиальном формате.
Устройства 28 управления на основании соответствующих сплайнов управляют перемещением инструмента вдоль его траекторий. Представление сплайнов в полиномиальном формате обеспечивает возможность беспроблемной их дальнейшей обработки и использования для управления фрезой устройствами 28 управления фрезерным станком, соответственно станком с ЧПУ.
Предлагаемый в изобретении способ, а также предлагаемое в изобретении устройство позволяют существенно повысить эффективность фрезерования поверхностей произвольной или криволинейной формы. Помимо этого предлагаемое в изобретении решение позволяет значительно сократить объем обрабатываемых устройством управления фрезерным станком данных.
Использование же сплайнов обеспечивает непрерывность кривизны траекторий инструментов, что позволяет значительно улучшить качество изготавливаемых фрезерованием поверхностей произвольной или криволинейной формы. Предлагаемое в изобретении решение позволяет, кроме того, снизить интенсивность возникающих во фрезерном станке вибраций и благодаря этому уменьшить износ фрез.
Предлагаемый в изобретении способ, а также предлагаемое в изобретении устройство могут использоваться прежде всего для фрезерной обработки вращательно-симметричных деталей с набором выполненных за одно целое с ними лопаток для газовых турбин, т.е. так называемых облопаченных дисков (блисков) или лопаточных венцов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ПОВЕРХНОСТЕЙ ПРОИЗВОЛЬНОЙ ФОРМЫ | 2004 |
|
RU2355517C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ПОВЕРХНОСТЕЙ ПРОИЗВОЛЬНОЙ ИЛИ КРИВОЛИНЕЙНОЙ ФОРМЫ | 2004 |
|
RU2356702C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ПОВЕРХНОСТЕЙ ПРОИЗВОЛЬНОЙ ФОРМЫ И СООТВЕТСТВУЮЩАЯ ФРЕЗА | 2004 |
|
RU2370348C2 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ДЕТАЛЕЙ | 2004 |
|
RU2358843C2 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ ЦЕНТР | 2002 |
|
RU2212998C1 |
| Способ обработки сложных поверхностей | 1986 |
|
SU1393548A1 |
| СПОСОБ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ КОНТУРОВ ПЛОСКИХ ДЕТАЛЕЙ | 2005 |
|
RU2311264C2 |
Способ включает перемещение инструмента по задаваемой сплайнами траектории. Для повышения качества обработанной поверхности сплайны вычисляют по опорным точкам, хранящимся в системах автоматизированного проектирования и управления производством (САПР/САУП) в связанной с обрабатываемой деталью системе координат либо в станочной системе координат. Траекторию инструмента формируют на основе шести сплайнов, если опорные точки заданы в связанной с обрабатываемой деталью системе координат, и на основе пяти сплайнов, если опорные точки заданы в станочной системе координат, причем для каждой координаты формируют независимый сплайн. Устройство содержит программирующее устройство для программирования траектории инструмента и по меньшей мере одно устройство управления перемещением инструмента по задаваемой сплайнами траектории. Для достижения того же технического результата программирующее устройство выполнено в виде системы САПР/САУП, содержащей функционально связанными с программирующим устройством средства для вычисления сплайнов по опорным точкам, хранящимся в САПР/САУП-системе. Причем указанные средства выполнены с возможностью формирования траектории инструмента на основе шести сплайнов, если опорные точки заданы в связанной с обрабатываемой деталью системе координат, и на основе пяти сплайнов, если опорные точки заданы в станочной системе координат, причем для каждой координаты формируется независимый сплайн. САПРР/САУП-система выполнена с возможностью создания по меньшей мере одного АРТ-файла, преобразуемого по меньшей мере одним последующим постпроцессором в по меньшей мере один выполняемый устройством управления управляющий файл. При этом устройство управления предназначено для управления перемещением инструмента вдоль его траектории на основании соответствующих сплайнов. 2 н. и 2 з.п. ф-лы, 3 ил.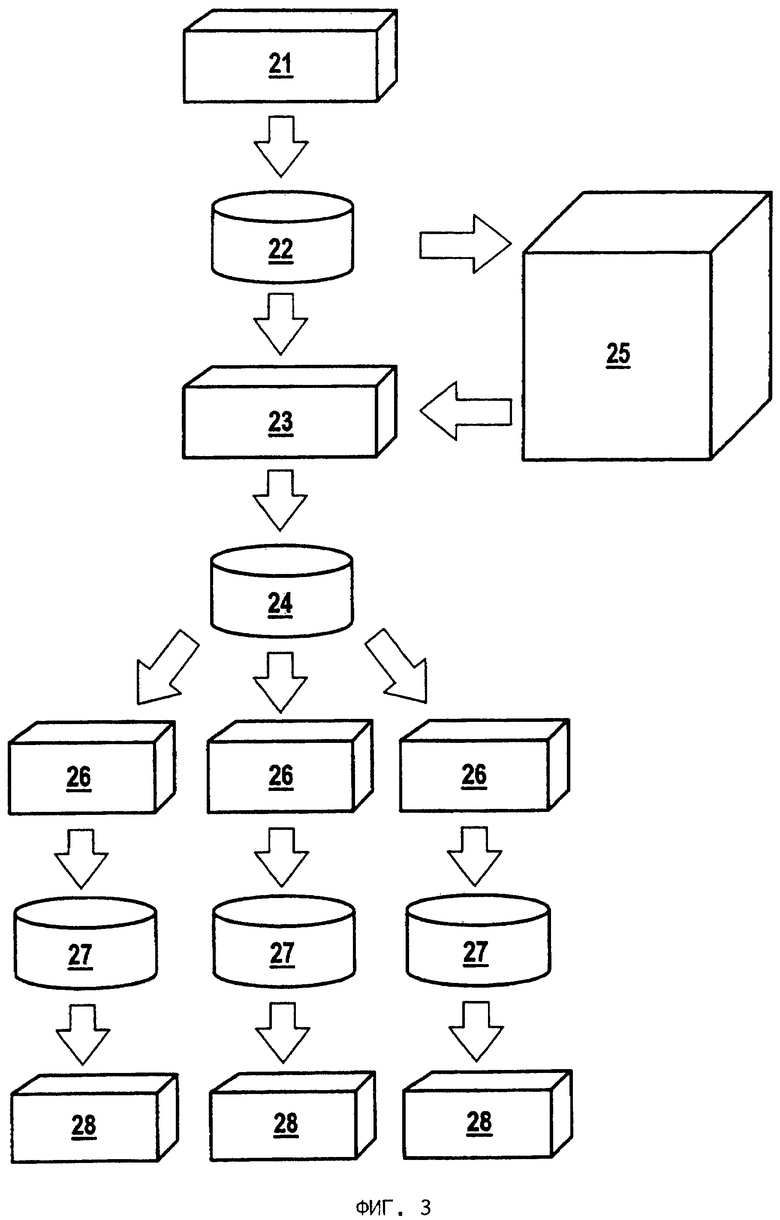
1. Способ фрезерования, прежде всего пятикоординатного фрезерования, на обрабатываемых деталях поверхностей произвольной или криволинейной формы, при осуществлении которого обрабатываемую деталь фрезеруют инструментом фрезерного станка с получением в результате поверхности требуемой трехмерной формы, при этом инструмент перемещают в процессе фрезерования относительно обрабатываемой детали по задаваемой сплайнами траектории, отличающийся тем, что сплайны вычисляют по опорным точкам, хранящимся в системах автоматизированного проектирования и управления производством (САПР/САУП) в связанной с обрабатываемой деталью системе координат либо в станочной системе координат, и независимо от обрабатываемой поверхности произвольной или криволинейной формы траекторию инструмента формируют на основе шести сплайнов, если опорные точки заданы в связанной с обрабатываемой деталью системе координат, и на основе пяти сплайнов, если опорные точки заданы в станочной системе координат, причем для каждой координаты формируют независимый сплайн.
2. Способ по п.1, отличающийся тем, что для обеспечения синхронизации всех сплайнов, формируемых для одной конкретной траектории инструмента, параметры интерполяции для всех сплайнов выбирают одинаковыми.
3. Устройство для фрезерования, прежде всего пятикоординатного фрезерования, на обрабатываемых деталях поверхностей произвольной или криволинейной формы путем фрезерования обрабатываемой детали инструментом с получением в результате на ней поверхности требуемой криволинейной формы, содержащее программирующее устройство (21) для программирования по меньшей мере одной траектории инструмента, соответственно траектории фрезерования, и по меньшей мере одно устройство (28) управления перемещением инструмента относительно обрабатываемой детали по задаваемой сплайнами траектории инструмента, отличающееся тем, что программирующее устройство (21) выполнено в виде системы автоматизированного проектирования и управления производством (САПР/САУП), содержащей функционально связанные с программирующим устройством (21) средства (25) для вычисления сплайнов по опорным точкам, хранящимся в САПР/САУП-системе в связанной с обрабатываемой деталью системе координат либо в станочной системе координат, причем указанные средства (25) независимо от обрабатываемой поверхности произвольной или криволинейной формы выполнены с возможностью формирования траектории инструмента на основе шести сплайнов, если опорные точки заданы в связанной с обрабатываемой деталью системе координат, и на основе пяти сплайнов, если опорные точки заданы в станочной системе координат, причем для каждой координаты формируется независимый сплайн, при этом САПРР/САУП-система выполнена с возможностью создания по меньшей мере одного АРТ-файла (22), преобразуемого по меньшей мере одним последующим постпроцессором (26) в по меньшей мере один выполняемый устройством (28) управления или каждым устройством (28) управления управляющий файл (27), при этом устройство (28) управления или каждое устройство (28) управления предназначено для управления перемещением инструмента вдоль его траектории или каждой его траектории на основании соответствующих сплайнов.
4. Устройство по п.3, отличающееся тем, что функционально связанные с программирующим устройством (21) средства (25) предназначены для передачи сплайнов в АРТ-процессор (23), который передает эти сплайны в постпроцессор или каждый постпроцессор (26), который, соответственно каждый из которых, выдает сплайны в устройство управления или каждое устройство (28) управления в полиномиальном формате.
| ЕР 1235126 А, 28.08.2002 | |||
| Устройство контроля для систем программного управления | 1990 |
|
SU1775716A1 |
| СФЕРИЧЕСКИЙ ИНТЕРПОЛЯТОР | 1996 |
|
RU2124227C1 |
| Способ получения сорбентов на основе окиси алюминия | 1977 |
|
SU706103A1 |
| JP 9044222 A, 14.02.1997. | |||

