Настоящее изобретение относится к способу фрезерования поверхностей произвольной или криволинейной формы. Изобретение относится также к соответствующей фрезе.
Настоящее изобретение относится к области фрезерования, прежде всего к технологии высокоскоростного фрезерования, называемого также высокопроизводительным фрезерованием.
Для фрезерования поверхностей произвольной или криволинейной формы согласно уровню техники используют шаровые пальцевые фрезы. Подобные шаровые пальцевые фрезы имеют хвостовик и примыкающую к нему рабочую головку, радиус которой у фрез такого типа соответствует радиусу хвостовика, В соответствии с этим рабочая головка шаровой пальцевой фрезы не выступает в боковом (радиальном) направлении за наружную боковую поверхность ее хвостовика.
Для минимизации образования нежелательной строчечной или полосчатой структуры, остающейся при фрезеровании на фрезеруемой поверхности, при применении шаровой пальцевой фрезы накладываются ограничения, связанные с необходимостью выдерживать определенное расстояние между соседними траекториями перемещения фрезы при строчечном фрезеровании. Этим обусловлено увеличение до сравнительно большой величины количества траекторий, по которым необходимо перемещать фрезу, и соответственно увеличение затрачиваемого на фрезерование времени. Однако именно с точки зрения высокоскоростного, соответственно высокопроизводительного фрезерования длительность фрезерной обработки должна быть минимально возможной.
Исходя из вышеизложенного в основу настоящего изобретения была положена задача предложить новый способ фрезерования поверхностей произвольной или криволинейной формы и фрезу нового типа.
Эта задача в отношении способа фрезерования поверхностей произвольной или криволинейной формы указанного в начале описания типа решается с помощью отличительных признаков п.1 формулы изобретения.
При осуществлении предлагаемого в изобретении способа обрабатываемую деталь, как и при осуществлении известного способа, фрезеруют фрезой с получением в результате поверхности требуемой трехмерной формы. В процессе фрезерования фрезу перемещают относительно обрабатываемой детали по меньшей мере по одной определенной траектории фрезерования. Согласно изобретению для подобного фрезерования в отличие от известного способа используют фрезу (так называемую специальную фрезу), рабочая головка которой имеет радиус, превышающий радиус хвостовика этой фрезы, но не выступает в боковом или радиальном направлении за пределы наружной боковой поверхности ее хвостовика. Преимущество, связанное с применением подобной фрезы, состоит в уменьшении образования нежелательной строчечной или полосчатой структуры, остающейся при фрезеровании на фрезеруемой поверхности. Тем самым появляется возможность увеличить расстояние между строчками при строчечной фрезерной обработке и в результате сократить длительность фрезерования.
При осуществлении предлагаемого в изобретении способа с использованием параметров шаровой пальцевой фрезы, радиус рабочей головки которой соответствует радиусу хвостовика этой фрезы, определяют первые траектории фрезерования. На основании этих первых траекторий фрезерования определяют вторые траектории фрезерования для используемой фрезы, радиус рабочей головки которой больше радиуса хвостовика этой фрезы. Подобный подход позволяет наиболее простым и быстрым путем задавать траектории фрезерования, по которым должна перемещаться применяемая фреза, что удобно, когда используемая система автоматизированного управления производством (САУП) не поддерживает работу со специальными фрезами.
Предлагаемая в изобретении фреза для фрезерования, прежде всего пятикоординатного фрезерования, на обрабатываемых деталях поверхностей произвольной или криволинейной формы, имеет хвостовик и рабочую головку, радиус которой, отсчитываемый от центра, расположенного вне хвостовика, больше радиуса хвостовика, но меньше наименьшего радиуса кривизны фрезеруемой поверхности произвольной или криволинейной формы.
Предпочтительные варианты осуществления изобретения представлены в зависимых пунктах формулы и рассмотрены в последующем описании.
Ниже изобретение рассмотрено на примере одного из не ограничивающих его объем вариантов его осуществления со ссылкой на прилагаемые чертежи, на которых показано:
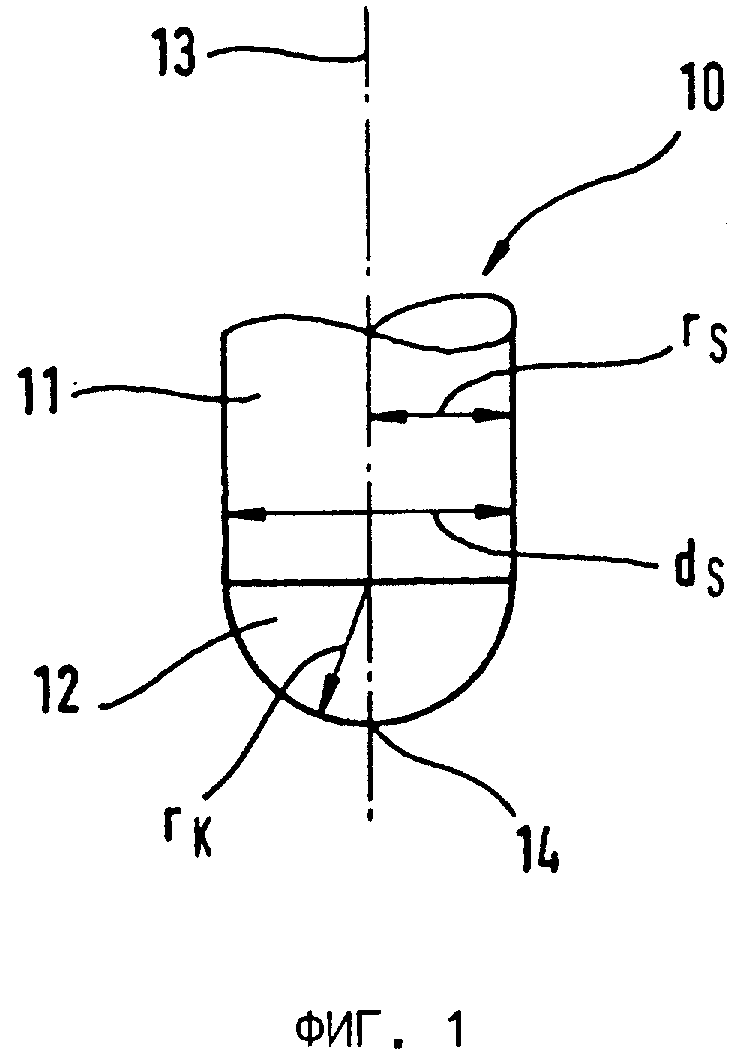
на фиг.1 - вид сбоку известной из уровня техники фрезы и
на фиг.2 - вид сбоку предлагаемой в изобретении фрезы.
Ниже настоящее изобретение более подробно поясняется со ссылкой на чертежи. Однако перед детальным описанием собственно предлагаемого в изобретении способа, а также собственно предлагаемой в изобретении фрезы сначала необходимо дать определение некоторым понятиям, используемым ниже в настоящем описании.
Цель фрезерной обработки состоит в придании поверхности обрабатываемой детали требуемой трехмерной (пространственной) геометрической формы. Поверхность с такой требуемой трехмерной (пространственной) геометрической формой, получаемой на обрабатываемой детали, называют также поверхностью произвольной или криволинейной формы.
Инструмент, используемый для фрезерной обработки детали, называют фрезой. При фрезерной обработке фрезу перемещают относительно обрабатываемой детали. Перемещение фрезы относительно обрабатываемой детали принято описывать в связанной с инструментом, так называемой инструментальной, системе координат, задающей положение точки отсчета координат инструмента. Траекторию перемещения этой точки отсчета координат инструмента в процессе фрезерной обработки детали называют траекторией инструмента, соответственно траекторией фрезерования.
Фреза имеет хвостовик, а также примыкающую к нему рабочую головку. В процессе фрезерования рабочая головка контактирует с обрабатываемой деталью. Свойства фрезы определяются несколькими геометрическими параметрами, обычно указываемыми в инструментальной системе координат. За начало отсчета в этой инструментальной системе координат принимается точка отсчета координат инструмента, в которой продольная ось, соответственно ось симметрии хвостовика инструмента пересекается с концом, соответственно вершиной рабочей головки инструмента. Из этого начала инструментальной системы координат выходит первая ее ось, проходящая в направлении оси симметрии хвостовика. Каждая из остальных осей инструментальной системы координат проходит под прямым углом к указанной первой ее оси.
К параметрам фрезы, которыми определяются ее свойства в инструментальной системе координат, относятся прежде всего диаметр, соответственно радиус хвостовика фрезы, диаметр, соответственно радиус рабочей головки фрезы и горизонтальная, а также вертикальная координаты центра окружности с радиусом, равным радиусу рабочей головки фрезы, т.е. центра окружности, от которого отсчитывается радиус рабочей головки фрезы. К другим возможным геометрическим параметрам фрезы относятся также углы между отрезками линий и горизонтальными, соответственно вертикальными осями координат фрезы, при этом вертикальная ось проходит в направлении продольной оси фрезы, а горизонтальная - перпендикулярно этой продольной оси фрезы.
Фрезерная обработка детали для получения на ней определенной трехмерной поверхности криволинейной формы заключается в так называемом пятикоординатном фрезеровании. При пятикоординатном фрезеровании фреза может перемещаться относительно обрабатываемой детали по пяти осям. Три из этих осей служат для прямолинейного перемещения фрезы относительно обрабатываемой детали, что позволяет подвести фрезу к любой точке в рабочем пространстве. В дополнение к такому прямолинейному перемещению вдоль этих так называемых линейных осей положение фрезы для выполнения поднутрений можно также изменять вокруг оси поворота, а также оси наклона. Вращением фрезы вокруг оси поворота, а также оси наклона можно изменять угловое положение фрезы относительно обрабатываемой детали. Благодаря этому обеспечивается возможность подвода фрезы к любой точке в пространстве без столкновения с обрабатываемой деталью и элементами станка. Ось поворота и ось наклона часто называют также общим понятием "круговые оси".
На фиг.1 показана известная из уровня техники фреза 10, используемая в соответствии с уровнем техники для фрезерования на обрабатываемых деталях поверхностей произвольной формы.
Показанная на фиг.1 фреза 10 имеет хвостовик 11, а также примыкающую к нему рабочую головку 12. Хвостовик 11 имеет диаметр dS и радиус rS, который равен половине диаметра, т.е. rS=dS/2. Рабочая головка 12 имеет радиус rK, который у показанной на фиг.1 фрезы равен радиусу rS ее хвостовика 11. В соответствии с этим для показанной на фиг.1 фрезы 10 справедливо следующее равенство rK=rS=dS/2. Такую фрезу называют шаровой пальцевой фрезой. Как показано на фиг.1, рабочая головка 12 фрезы не выступает в боковом или радиальном направлении за наружную боковую поверхность ее хвостовика 11.
На фиг.1 показана также продольная ось 13 хвостовика 11 фрезы. Продольная ось 13 хвостовика 11 фрезы пересекает конец, соответственно вершину ее рабочей головки 12 в точке 14, которая образует начало инструментальной системы координат.
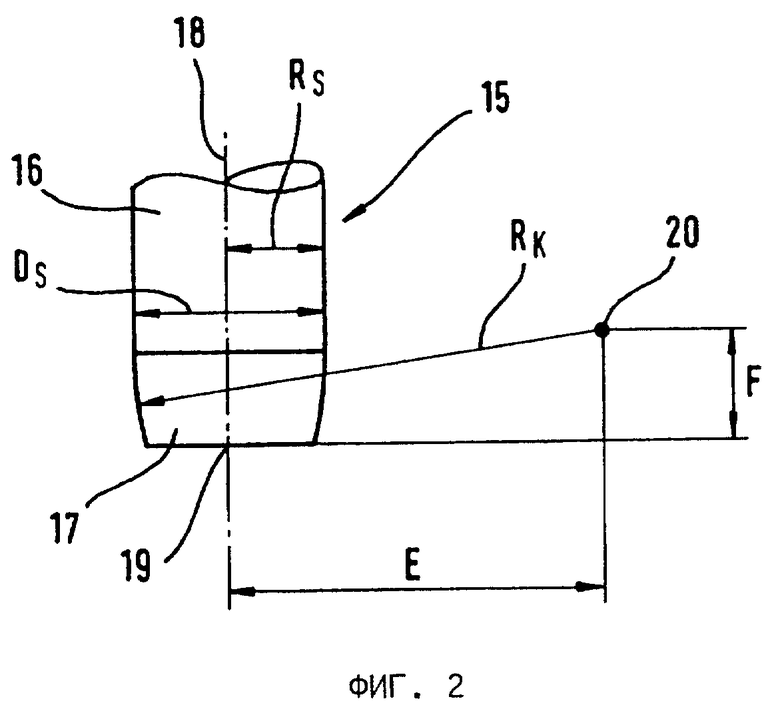
На фиг.2 показана предлагаемая в изобретении фреза 15. Предлагаемая в изобретении фреза 15 также имеет хвостовик 16 и примыкающую к нему рабочую головку 17. На фиг.2 также показана продольная ось 18, соответственно ось симметрии хвостовика 16, а также точка 19, в которой ось 18 симметрии хвостовика 16 фрезы пересекает конец, соответственно вершину ее рабочей головки 17.
Согласно настоящему изобретению у предлагаемой в нем фрезы радиус RK ее рабочей головки 17 превышает радиус RS хвостовика 16 фрезы. В соответствии с этим справедливо следующее неравенство RK>RS. У предлагаемой в изобретении фрезы 15 ее рабочая головка 17 также не выступает в боковом или радиальном направлении за наружную боковую поверхность хвостовика 16 фрезы.
Как показано на фиг.2, радиус RK рабочей головки 17 фрезы существеннго больше радиуса RS ее хвостовика 16, прежде всего больше удвоенного радиуса RS, соответственно больше диаметра DS хвостовика 16 фрезы. В соответствии с этим справедливо следующее неравенство RK>>RS.
На фиг.2, в частности, показано, что центр 20, от которого отсчитывается радиус рабочей головки 17 предлагаемой в изобретении фрезы 15, в отличие от показанной на фиг.1 шаровой пальцевой фрезы 10 располагается не в пределах хвостовика, а далеко вне него. Положение центра 20, от которого отсчитывается радиус рабочей головки фрезы, определяется в инструментальной системе координат с началом в точке 19 горизонтальной координатой Е и вертикальной координатой F.
Необходимо отметить, что хотя радиус RK рабочей головки 17 фрезы всегда больше радиуса RS ее хвостовика 16, однако он меньше наименьшего радиуса кривизны фрезеруемой поверхности криволинейной формы. Благодаря подобным геометрическим параметрам предлагаемой в изобретении фрезы удается свести к минимуму образование нежелательной строчечной или полосчатой структуры, остающейся при фрезеровании на фрезеруемой поверхности, что тем самым позволяет увеличить расстояние между соседними строчками при фрезеровании и в результате сократить продолжительность фрезерной обработки. Одновременно с этим обеспечивается возможность обработки детали без столкновения с ней фрезы.
Согласно изобретению предлагаемая в нем фреза 15 используется для изготовления вращательно-симметричных, дисковидных или кольцевых деталей. Под такими деталями подразумеваются роторные диски с набором выполненных за одно целое с ними лопаток, т.е. так называемые облопаченные диски (блиски), Подобные облопаченные диски используются в авиационных двигателях.
В настоящем изобретении предлагается далее новый способ фрезерования на деталях поверхностей произвольной формы. При фрезеровании таких поверхностей произвольной или криволинейной формы обрабатываемую деталь фрезеруют фрезой 15 с получением в результате поверхности требуемой трехмерной формы. Для этого фрезу 15 перемещают относительно не показанной на чертежах обрабатываемой детали по нескольким определенным траекториям фрезерования. Согласно изобретению при этом используют показанную на фиг.2 фрезу 15.
В предпочтительном варианте осуществления предлагаемого в изобретении способа в том случае, когда используемая САУП не поддерживает работу со специальными фрезами, на первой стадии с использованием параметров показанной на фиг.1 шаровой пальцевой фрезы 10 определяют первые траектории ее перемещения. У этой показанной на фиг.1 шаровой пальцевой фрезы 10 радиус rK ее рабочей головки 12 соответствует радиусу rS, соответственно половине диаметра dS хвостовика 11 фрезы. САУП известных из уровня техники типов в любом случае поддерживают работу с подобными шаровыми пальцевыми фрезами 10. На основании этих первых траекторий фрезерования затем на второй стадии определяют вторые траектории фрезерования, по которым необходимо перемещать конкретно применяемую фрезу, радиус RK рабочей головки 17 которой больше радиуса RS ее хвостовика 16. Под такой конкретно применяемой фрезой согласно изобретению подразумевается, таким образом, специальная фреза.
Для определения вторых траекторий фрезерования, по которым необходимо перемещать применяемую фрезу 15, на основании первых траекторий фрезерования, определенных с использованием параметров шаровой пальцевой фрезы 10, к фрезеруемой поверхности обрабатываемой детали проводят нормальные векторы. Первые траектории фрезерования состоят из множества опорных точек, для каждой из которых проводят нормальный вектор к фрезеруемой поверхности обрабатываемой детали. Для задания вторых траекторий фрезерования, по которым необходимо перемещать конкретно применяемую фрезу 15, опорные точки первых траекторий смещают относительно соответствующих нормальных векторов, а именно: в направлении них. При этом опорные точки смещают на разность между радиусом RK рабочей головки 11 шаровой пальцевой фрезы 10 и радиусом RK рабочей головки 17 фактически применяемой предлагаемой в изобретении фрезы 15. Иными словами, опорные точки смещают в соответствии со сказанным выше таким образом, чтобы точка контакта применяемой фрезы 15 с поверхностью фрезеруемой детали соответствовала точке контакта шаровой пальцевой фрезы 10 с поверхностью фрезеруемой детали и всегда находилась в зоне радиуса рабочей головки применяемой фрезы 15.
При таком смещении опорных точек учитывают координаты, описывающие положение центра 20, от которого отсчитывается радиус рабочей головки 17 предлагаемой в изобретении фрезы 15. Как уже упоминалось выше, этот центр 20, от которого отсчитывается радиус рабочей головки предлагаемой в изобретении фрезы 15, уже не лежит на продольной оси 18 ее хвостовика, а определяется горизонтальной координатой Е и вертикальной координатой F. На основании этих параметров и соответствующих параметров шаровой пальцевой фрезы 10 можно рассчитать величину смещения опорных точек.
Тем самым в предпочтительном варианте осуществления предлагаемого в изобретении способа на первой стадии с использованием параметров шаровой пальцевой фрезы, радиус rK рабочей головки которой соответствует радиусу rS хвостовика этой фрезы, определяют первые траектории фрезерования. Эти первые траектории фрезерования являются вспомогательными. Согласно же изобретению вместо шаровой пальцевой фрезы для фрезерования поверхностей произвольной формы должна использоваться предлагаемая в изобретении фреза, рабочая головка которой имеет радиус RK, превышающий радиус RS хвостовика этой фрезы, но не выступает в боковом или радиальном направлении за пределы наружной боковой поверхности ее хвостовика. Очевидно, что вспомогательные траектории фрезерования определяют для шаровой пальцевой фрезы, радиус rS хвостовика которой соответствует радиусу RS хвостовика фактически используемой предлагаемой в изобретении фрезы. На основании этих вспомогательных траекторий фрезерования затем определяют фактические траектории фрезерования, по которым должна перемещаться предлагаемая в изобретении фреза. Для этого опорные точки вспомогательных траекторий фрезерования смещают в направлении нормальных векторов, проведенных к фрезеруемой поверхности обрабатываемой детали. При таком смещении указанных опорных точек учитывают радиус rS, соответственно диаметр dS хвостовика шаровой пальцевой фрезы, которые соответствуют радиусу RS, соответственно диаметру DS хвостовика применяемой предлагаемой в изобретении фрезы. Помимо этого при смещении указанных опорных точек учитывают радиус RK рабочей головки предлагаемой в изобретении фрезы и положения центров, от которых отсчитываются радиусы рабочих головок шаровой пальцевой фрезы и фактически применяемой фрезы соответственно. Величину смещения опорных точек можно определить путем простого вычисления разности между соответствующими геометрическими параметрами.
Предлагаемое в изобретении решение впервые позволяет использовать для фрезерования на облопаченных дисках сложных поверхностей произвольной формы фрезы, радиус фрезерных головок которых больше радиуса хвостовиков этих фрез. Благодаря этому появляется возможность в целом увеличить расстояние между строчками при строчечной фрезерной обработке. В результате удается также сократить длительность фрезерования. Помимо этого повышается эффективность фрезерной обработки.
Способ относится преимущественно к пятикоординатному фрезерованию, при котором фрезу перемещают относительно детали по меньшей мере по одной определенной траектории фрезерования с получением в результате поверхности требуемой трехмерной формы, причем используют фрезу, радиус рабочей головки которой больше радиуса хвостовика этой фрезы. Для повышения производительности обработки с использованием параметров шаровой пальцевой фрезы, радиус рабочей головки которой соответствует радиусу хвостовика этой фрезы, определяют первые траектории фрезерования, используемые как вспомогательные траектории фрезерования, и на основании этих первых траекторий фрезерования определяют вторые траектории фрезерования для используемой фрезы. Фреза имеет хвостовик и рабочую головку с радиусом, отсчитываемым от центра, расположенного вне хвостовика, причем для достижения того же технического результата разность между радиусом рабочей головки и радиусом хвостовика выбрана с учетом ее использования при определении вторых траекторий фрезерования. 2 н. и 10 з.п. ф-лы, 2 ил.
1. Способ фрезерования, преимущественно пятикоординатного фрезерования, на обрабатываемых деталях поверхностей произвольной или криволинейной формы, при осуществлении которого обрабатываемую деталь фрезеруют фрезой (15), перемещая при этом фрезу (15) в процессе фрезерования относительно обрабатываемой детали по меньшей мере по одной определенной траектории фрезерования с получением в результате поверхности требуемой трехмерной формы, причем используют фрезу (15), радиус рабочей головки (17) которой больше радиуса хвостовика (16) этой фрезы, отличающийся тем, что с использованием параметров шаровой пальцевой фрезы (10), радиус рабочей головки которой соответствует радиусу хвостовика этой фрезы, определяют первые траектории фрезерования, используемые как вспомогательные траектории фрезерования, и на основании этих первых траекторий фрезерования определяют вторые траектории фрезерования для используемой фрезы (15).
2. Способ по п.1, отличающийся тем, что каждая из первых траекторий фрезерования состоит из множества опорных точек.
3. Способ по п.2, отличающийся тем, что к фрезеруемой поверхности обрабатываемой детали проводят нормальные векторы, проводя при этом соответствующий нормальный вектор в каждой опорной точке первых траекторий фрезерования.
4. Способ по п.3, отличающийся тем, что для определения вторых траекторий фрезерования для используемой фрезы (15) опорные точки первых траекторий фрезерования смещают относительно соответствующих нормальных векторов.
5. Способ по п.4, отличающийся тем, что опорные точки смещают на величину разности между радиусом рабочей головки шаровой пальцевой фрезы (10) и радиусом рабочей головки используемой фрезы (15).
6. Способ по п.5, отличающийся тем, что радиус рабочей головки шаровой пальцевой фрезы (10) и центр, от которого он отсчитывается, а также радиус рабочей головки применяемой фрезы (15) и центр, от которого он отсчитывается, задают в инструментальной системе координат, за начало которой выбирают точку отсчета координат инструмента, в которой продольная ось фрезы пересекается с концом ее рабочей головки.
7. Способ по п.6, отличающийся тем, что для определения вторых траекторий фрезерования для используемой фрезы (15) опорные точки смещают на величину разности между радиусом рабочей головки шаровой пальцевой фрезы (10) и радиусом рабочей головки используемой фрезы (15) с учетом координат соответствующих центров, от которых отсчитываются эти радиусы.
8. Способ по п.1 или 7, отличающийся тем, что используют фрезу по одному из пп.9-12.
9. Фреза для фрезерования, преимущественно пятикоординатного фрезерования, на обрабатываемых деталях поверхностей произвольной или криволинейной формы способом по одному из пп.1-7, имеющая хвостовик (16) и рабочую головку (17) с радиусом (RK), отсчитываемым от центра (20), расположенного вне хвостовика (16), причем разность между радиусом (RK) рабочей головки и радиусом хвостовика (16) выбрана с учетом ее использования при определении вторых траекторий фрезерования для фрезы (15).
10. Фреза по п.9, отличающаяся тем, что радиус рабочей головки (17) предпочтительно вдвое больше радиуса хвостовика (16).
11. Фреза по п.9 или 10, отличающаяся тем, что ее рабочая головка (17) не выступает в боковом или радиальном направлении за наружную боковую поверхность хвостовика (16).
12. Фреза по любому из пп.9-11, отличающаяся тем, что она предназначена для изготовления фрезерованием вращательно-симетричных, дисковидных или кольцевых деталей в виде роторных дисков с набором выполненных за одно целое с ними лопаток или облопаченных дисков.
| ЕР 1285714 А1, 26.02.2003 | |||
| Фреза фасонная | 1978 |
|
SU984720A1 |
| Способ электроэрозионной обработки | 1983 |
|
SU1271689A1 |
| Устройство для измерения дифференциальных масс головок шатуна | 1983 |
|
SU1355878A1 |
| RU 96108239 А, 20.07.1998 | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |

