Изобретение относится к области сварки и может быть использовано для наплавки лежачим электродом рабочих поверхностей коронок зубьев землеройных машин, работающих в условиях интенсивного износа.
Известен способ наплавки детали лежачим электродом с использованием формирующей подложки, заключающийся в расположении закрепленного в электрододержателе электрода с зазором на наплавляемой поверхности детали и на подложке, с последующим возбуждением электрической дуги между электродом и наплавляемой поверхностью и выполнением наплавки (см. а.с. SU №1697994, 1989 г.).
Однако этот способ имеет ограниченное применение и рассчитан только на восстановление узких поверхностей. Кроме того, условие расположения электрода под заданным углом наклона к наплавляемой поверхности с необходимостью выставки зазоров одновременно относительно наплавляемой поверхности и относительно подложки усложняет реализацию способа и приводит к его низкой производительности. В способе использована подложка из меди, требующая охлаждения в процессе наплавки, что дополнительно снижает производительность способа.
Ближайшим аналогом является способ наплавки лежачим электродом коронок зубьев землеройных машин, заключающийся в расположении электрода с зазором на наплавляемой поверхности с использованием флюса и порошкового присадочного материала, в возбуждении электрической дуги между электродом и наплавляемой поверхностью для выполнении наплавки (см. пат. РСТ/JP 95/01522 от 15.02.96 г.).
Способ решает задачу усиления новых коронок. Для этого наплавку электродов выполняют последовательно по всей поверхности коронки, а требуемые уровни наплавленной поверхности достигают с использованием средств программирования. Применение такого способа ограничено высокой стоимостью. К тому же, способ сложен, не технологичен, имеет не достаточно высокую производительность и низкий к.п.д.
Задача предложенного технического решения заключается в упрощении способа, в возможности использования способа для восстановления изношенных коронок при одновременном снижении его стоимости.
Для решения поставленной задачи в предложенном способе наплавки лежачим электродом коронок зубьев землеройных машин, заключающемся в расположении электрода с зазором на наплавляемой поверхности с использованием флюса и порошкового присадочного материала, в возбуждении электрической дуги между электродом и наплавляемой поверхностью для выполнении наплавки, согласно изобретению, при наплавке изношенных коронок используют стальную подложку, ширина которой равна расстоянию между боковыми гранями коронки, а длина приближена к разности длин новой и изношенной коронки по оси боковой грани, стальную подложку располагают в направлении плоскости, пересекающей оси боковых граней коронки, и приваривают к коронке по контуру износа, коронку с приваренной подложкой фиксируют с поочередным расположением верхней и нижней сторон коронки в горизонтальном положении, а электроды располагают поперек продольной оси коронки сначала на подложке, а затем на наплавках для полного восстановления.
Кроме того, в предложенном способе, согласно изобретению, подложку формируют из “n” скрепленных между собой, например электросваркой, прутков круглого или прямоугольного сечения различной длины, а длину прутков задают по контуру износа коронки.
Технический результат состоит в возможности наплавки па изношенные поверхности коронок зубьев землеройных машин, при одновременном упрощении способа при умеренной стоимости, в повышении производительности и получении наплавки хорошего качества.
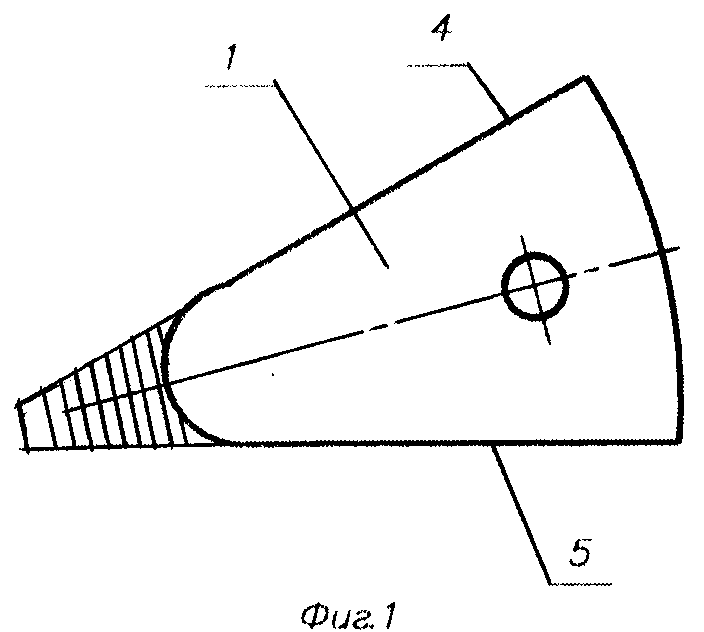
На фиг.1 представлена конструктивная схема коронки зуба и отмечена область ее износа.
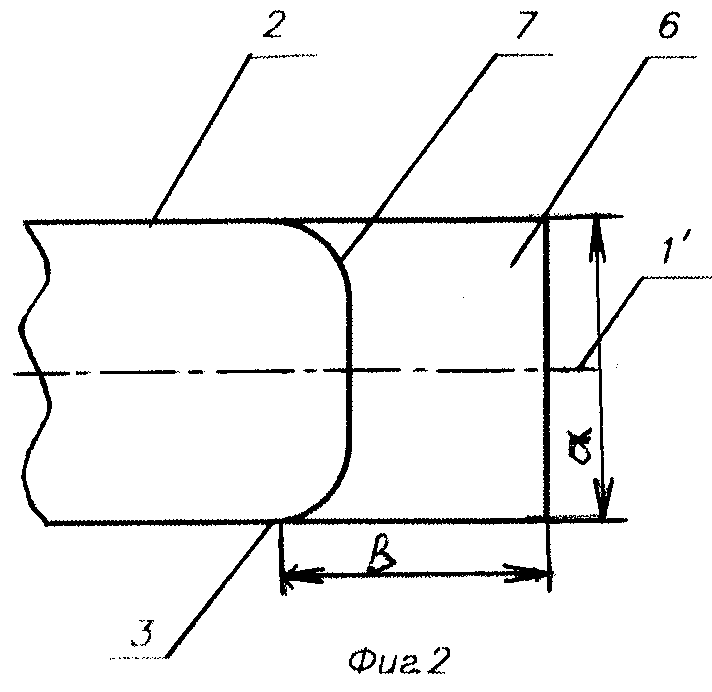
На фиг.2 показана коронка зуба с приваренной к ней стальной подложкой.
На фиг.3 показана конструктивная схема коронки зуба с приваренной к ней подложкой, выполненной из прутков соответствующей длины.
На фиг.4 показана схема положения при наплавке коронки с приваренной подложкой с горизонтальным положением верхней стороны коронки.
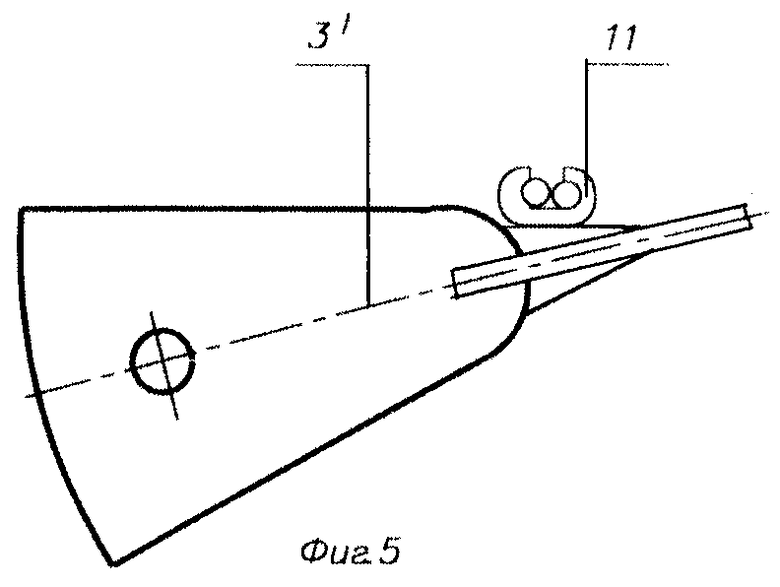
На фиг.5 показана коронка зуба с приваренной подложкой при последующих этапах наплавки.
Коронка 1 зуба (с продольной осью 1) имеет боковые грани 2, 3 (с осями 2’, 3’) и верхнюю 4 и нижнюю 5 стороны.
Ширина α стальной подложки 6 равна расстоянию между боковыми гранями, а длина β приближена к разности длин между новой и изношенной коронкой по оси боковой грани. Плоскость, в которой располагают подложку при наплавке проходит через оси 2’, 3’ боковых граней 2, 3 подложки. Подложку приваривают по контуру износа 7.
В качестве стальной подложки может быть использован набор скрепленных между собой стальных прутков 8, длина которых соответствует контуру износа коронки (см. фиг.4).
Электрод 9, который может быть выполнен из прутков, при наплавке располагают поперек продольной оси коронки на подложке 6 и на последующих наплавках с зазором 10, который выставляют надетыми на прутки электрода разрезными кольцами 11.
Способ реализуется следующим образом.
При наплавке изношенных коронок 1 зубьев землеройных машин в предложенном способе используют стальную подложку 6. В качестве стальной подложки могут выбрать набор прутков 8, скрепленных между собой, например, электросваркой.
При наплавке с использованием цельной стальной подложки 6, последнюю располагают в направлении плоскости, пересекающей оси 2’, 3’ боковых граней 2, 3 и приваривают к коронке 1. Ширина α подложки 6 соответствует расстоянию между боковыми гранями коронки, а ее длина β приближена к разности длин новой и изношенной коронки по оси боковой грани, что требуется, чтобы приварить ее к коронке по контуру износа 7 и восстановить коронку.
Наплавку выполняют поочередно на верхнюю и нижнюю стороны 4, 5 коронки 1.
При этом коронку 1 с приваренной подложкой 5 фиксируют с расположением соответственно верхней 4 или нижней 5 стороны коронки 1 в горизонтальном положении. Такое положение обеспечивает расположение подложки 6 с наклоном вниз относительно верхней 4 (или нижней 5) сторон.
Электрод 9, который может быть выполнен из прутков, располагают с зазором 10 на подложке поперек продольной оси 1’ коронки 1 и засыпают флюсом. Затем поверхность электрода 9 очищают от флюса и засыпают порошковым присадочным материалом, а начало электрода замыкают с подложкой. После этого все засыпают флюсом. При включении источника питания (не показан) между подложкой и электродом возникает дуга и выполняется наплавка. По мере плавления металл электрода стекает по наклону подложки вниз с образованием горизонтального уровня жидкого металла, который сохраняется при его кристаллизации. Это позволяет упростить способ при умеренной его стоимости и получить наплавку хорошего качества.
После остывания, по той же технологии выполняют следующий этап наплавки коронки с последующим расположением электродов на полученной наплавке до полного восстановления верхней и нижней сторон.
Использование в качестве подложки набора прутков 8, скрепленных между собой, например, электросваркой, длину прутков 8 подбирают в соответствии с контуром износа коронки.
Технология наплавки в этом случае не меняется. Использование набора прутков в качестве подложки позволяет дополнительно упростить способ снизить его трудоемкость и сократить расходы.
Пример
Проведено восстановление коронки рыхлителя трактора Т-35-01.
При эксплуатации износ составил ≈90 мм.
При наплавке в качестве подложки использовали пластину из стали Ст.3, толщина которой равна 10 мм. Подложка имеет ширину, приближенную к расстоянию между боковыми гранями, а длину подложки задают приближенной к разности длин новой и изношенной коронки по оси боковых граней.
Подложку устанавливали в направлении плоскости, проходящей через оси боковых граней коронки, и приварили электросваркой по контуру износа коронки.
Коронку с приваренной подложкой сначала фиксировали с горизонтальным расположением верхней стороны коронки. Подложка при этом располагается с уклоном относительно этой стороны.
На подложке поперек продольной оси располагают электроды, выполненные из прутков проволоки СВ08А диаметром d=5 мм (в количестве 6 прутков) с зазором относительно подложки, равным 4 мм. Зазор между наплавляемой поверхностью подложки и электродом выставляют разрезными кольцами из бумажного шпагата.
На подложку под электрод и вокруг него насыпают слой флюса АН-348А.
Затем поверхность электрода очищают от флюса и засыпают порошковым присадочным материалом в виде смеси железного порошка ПЖВ с высоколегированным порошком и начало электрода замыкают с подложкой. Затем все засыпают флюсом той же марки.
При подключении источника питания между электродом 8 и наплавляемой поверхностью в месте замыкания с подложкой возбуждается дуга и выполняется наплавка.
Ток наплавки-950-1000А, напряжение наплавки 40-42 В.
После этого коронку фиксируют с горизонтальным расположением нижней стороны коронки и выполняют слой наплавки по той же технологии.
Таким образом, изменяя положение коронки, выполняют наплавку с верхней или нижней сторон до полного восстановления коронки.
При испытаниях было показано, что срок службы наплавленной коронки соответствует сроку службы новой.
Технико-экономический эффект предложенного способа состоит в возможности наплавки на изношенную поверхность коронки при одновременном упрощении, снижении стоимости и с обеспечением хорошего качества наплавки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАПЛАВКИ ЛЕЖАЧИМ ЭЛЕКТРОДОМ | 2003 |
|
RU2243867C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ | 2002 |
|
RU2205098C1 |
| Способ электродуговой наплавки | 1989 |
|
SU1697994A1 |
| СПОСОБ НАПЛАВКИ ПЛАВЯЩИМСЯ ЛЕЖАЩИМ ЭЛЕКТРОДОМ | 1998 |
|
RU2133177C1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ ИЗНОШЕННЫХ ДЕТАЛЕЙ | 2002 |
|
RU2209130C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2007 |
|
RU2350449C2 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ МЕДИ И МЕДНЫХ СПЛАВОВ НА СТАЛЬ | 2011 |
|
RU2470750C1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ ЛЕЖАЧИМ ЭЛЕКТРОДОМ ПРИ ВОССТАНОВЛЕНИИ ИЗНОШЕННЫХ ДЕТАЛЕЙ | 2002 |
|
RU2205097C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 2006 |
|
RU2321482C2 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ | 2002 |
|
RU2205099C1 |


Изобретение относится к способу наплавки лежачим электродом и может найти применение при изготовлении коронок зубьев землеройных машин, работающих в условиях интенсивного износа. При наплавке электроды располагают с зазором на наплавляемой поверхности, используют флюс и порошковый присадочный материал, возбуждают электрическую дугу между электродом и наплавляемой поверхностью и выполняют многослойную наплавку поочередно на верхнюю и нижнюю стороны коронки с использованием стальной подложки шириной, равной расстоянию между боковыми гранями коронки, и длиной, приближенной к разности длинновой и изношенной коронки по оси боковой грани. Стальную подложку располагают в направлении плоскости, пересекающей оси боковых граней коронки, и приваривают к коронке по контуру износа. Коронку с приваренной подложкой фиксируют сначала с расположением верхней стороны в горизонтальном положении, а затем - нижней стороны в горизонтальном положении, и электроды располагают поперек продольной оси коронки сначала на подложке, а затем на полученных наплавках до полного восстановления. В результате получают высокое качество наплавленной поверхности при одновременном снижении стоимости и упрощении технологии. 2 з.п. ф-лы, 5 ил.
| WO 9604097 A, 15.02.1996 | |||
| СПОСОБ НАПЛАВКИ ПЛАВЯЩИМСЯ ЛЕЖАЩИМ ЭЛЕКТРОДОМ | 1998 |
|
RU2133177C1 |
| СПОСОБ НАПЛАВКИ | 0 |
|
SU398369A1 |
| СПОСОБ НАПЛАВКИ ЛЕЖАЧИМ ЭЛЕКТРОДОМ | 0 |
|
SU200063A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ | 2002 |
|
RU2205098C1 |

