Настоящее изобретение относится к изготовленному из набранных в пакет или свернутых в рулон металлических листов сотовому элементу, применяемому прежде всего в качестве носителя каталитического нейтрализатора в системах нейтрализации отработавших газов (ОГ). Подобные сотовые элементы обычно изготавливают из попеременно чередующихся слоев гладких и гофрированных металлических листов или из попеременно чередующихся слоев различно структурированных или профилированных металлических листов, которые свертывают в рулон или набирают в пакет. Такие сотовые элементы описаны, например, в заявке WO 94/13939.
Поскольку в системах выпуска ОГ двигателей внутреннего сгорания (ДВС) обычно преобладают высокие температуры и коррозионно-активная среда, в качестве материалов для изготовления таких сотовых элементов до настоящего времени в основном использовали стойкие к высокотемпературной коррозии сплавы, т.е. сплавы на основе железа с высоким содержанием хрома и алюминия.
Несмотря на то, что, как хорошо известно, с увеличением в нержавеющих сталях содержания алюминия такие стали все труднее поддаются обработке, в результате чего в процессе прокатки подобный материал необходимо постоянно нагревать до высокой температуры (раскалять), тем не менее в современных разработках наблюдается тенденция использовать для изготовления сотовых элементов металлические материалы с более высоким содержанием алюминия. Сказанное подтверждается предложенным в патенте US 4602001 решением, согласно которому была предпринята попытка компенсировать плохую обрабатываемость стали с высоким содержанием алюминия путем повышения содержания алюминия лишь на последующих стадиях за счет нанесения дополнительных слоев алюминия и его диффузии в нижележащий материал.
В предложенном в заявке DE 4410744 решении также прослеживается тенденция к применению материалов с высоким содержанием алюминия даже несмотря на то, что приоритет в данном случае отдается обеспечению необходимых электрических свойств.
Помимо этого в современных разработках прослеживается также тенденция к использованию более тонких металлических листов, поскольку с уменьшением массы носителя каталитического нейтрализатора улучшаются его характеристики в период пуска и прогрева двигателя, а тонкие стенки уменьшают потерю давления на каталитическом нейтрализаторе. Однако с уменьшением толщины металлических листов ухудшается соотношение между количеством присутствующего в металлических листах алюминия и площадью поверхности, а это соотношение является решающим показателем, определяющим долговечность коррозионной стойкости металлических листов. Этим и объясняется тенденция к использованию более тонких листов фольги с возрастающим содержанием алюминия даже несмотря на то, что в результате значительно затрудняется процесс прокатки.
Тенденция к уменьшению толщины металлических листов для изготовления сотовых элементов прослеживается, например, и в заявке DE 4418630.
Однако было установлено, что существуют особые области применения металлических сотовых элементов, к которым не относится сказанное выше. Таким областями применения сотовых элементов являются главным образом системы выпуска ОГ двухколесных транспортных средств, где сотовый элемент подвергается воздействию столь высоких механических нагрузок, что для его изготовления, наоборот, требуется применять более толстую фольгу. Кроме того, другой областью применения металлических сотовых элементов являются системы нейтрализации ОГ дизельных двигателей, где преобладают значительно более низкие температуры по сравнению с системами выпуска ОГ двигателей с принудительным (искровым) воспламенением рабочей смеси. Поэтому рассмотренные выше общие подходы, справедливые для других областей применения сотовых элементов, необязательно должны быть применимы и в отношении двух вышеописанных конкретных областей применения металлических сотовых элементов.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача разработать пригодные именно для этих областей применения сотовые элементы, которые были бы особо рентабельными в изготовлении.
Указанная задача решается с помощью сотового элемента согласно п.1 или 2 формулы изобретения, предназначенного прежде всего для систем нейтрализации ОГ двухколесных транспортных средств, а также с помощью сотового элемента согласно п.5 формулы, предназначенного для систем нейтрализации ОГ дизельных транспортных средств. Предпочтительные варианты осуществления изобретения представлены в соответствующих зависимых пунктах формулы.
Современные разработки в области технологии изготовления металлических листов с высоким содержанием алюминия основаны на применении многостадийных методов, на первой стадии которых толщину стального листа с меньшим содержанием алюминия уменьшают прокаткой до определенной величины, а затем на второй стадии повышают содержание алюминия и толщину листов доводят до окончательной величины. При этом содержание алюминия можно повышать путем навальцовки (плакирования) алюминиевой фольги либо путем горячего алюминирования или же методом погружения в жидкий алюминий. Для подобных технологических процессов были разработаны методы прокатки, которые позволяют со сравнительно малыми затратами и прежде всего без частых промежуточных циклов нагрева подвергать прокатке сталь с максимальным содержанием алюминия 4,5%.
Настоящее изобретение основано на использовании того факта, что подобные материалы несмотря на содержание в них алюминия менее 4,5 или даже менее 4% обладают достаточной стойкостью к высокотемпературной коррозии для их использования в сотовых элементах в виде металлических листов толщиной более 0,06 мм, предпочтительно более 0,08 мм. У имеющих такую толщину металлических листов отношение суммарного количества присутствующего в них алюминия к площади поверхности при содержании алюминия 3 или 4% даже выше по сравнению с металлическими листами толщиной, например, 0,03 мм и с содержанием алюминия 6%. Поскольку при высоких температурах алюминий исключительно быстро диффундирует в объеме стали, на поверхности более толстых металлических листов и при меньшем содержании в них алюминия присутствует достаточное его количество, которого вполне достаточно для устранения возможных повреждений присутствующего на поверхности металлических листов защитного оксидного слоя за счет образования нового слоя оксида алюминия.
Для металлических листов толщиной более 0,06 мм справедлива приближенная зависимость, согласно которой содержание алюминия (в массовых процентах) должно лежать в пределах от 6 до 12%, прежде всего от 8 до 10%, умноженное на 0,02 мм и деленное на толщину металлических листов. Таким образом, соотношение между суммарным количеством присутствующего алюминия и площадью поверхности для этих металлических листов во всех случаях ближе к оптимальному по сравнению с металлическим листом толщиной 0,02 мм и содержанием алюминия 6%.
В системах нейтрализации ОГ двухколесных транспортных средств, где преобладают высокие механические нагрузки, и в некоторых других областях применения требуется использовать металлические листы толщиной от 0,08 до 0,12 мм. Поэтому для подобных областей применения пригодны металлические листы с содержанием алюминия в пределах от 1,0 до 4,5%. Обычно такие стальные листы содержат хром в количестве от 15 до 25% и редкоземельные элементы в определенном количестве, причем в отношении этих, а также других легирующих элементов, присутствующих в нержавеющих сталях, и в данном случае справедливы известные условия.
Очевидно, что более толстые металлические листы не поддаются мелкому профилированию или структурированию, и поэтому у предлагаемых в изобретении сотовых элементов количество ячеек в сотовой структуре, форму которой сотовый элемент имеет в поперечном сечении, обычно составляет от 200 до 600 ячеек на кв. дюйм.
Особое преимущество настоящего изобретения, связанное с экономическими аспектами, заключается в том, что в качестве материала для изготовления носителя каталитического нейтрализатора для двухколесных транспортных средств можно использовать материал, получаемый в иных производственных процессах, не связанных напрямую с изготовлением сотовых элементов для систем нейтрализации ОГ двухколесных и дизельных транспортных средств. В результате создается возможность сделать необходимый для изготовления сотового элемента материал более доступным, снизив связанные с его изготовлением расходы даже в тех случаях, когда требуется использовать сравнительно малое количество такого материала. Подобной рентабельности уже невозможно было бы достичь в случае для мелкосерийного производства систем нейтрализации ОГ для двухколесных транспортных средств, когда требовалось бы отдельно проводить сравнительно небольшие по объему плавки металла и подвергать прокатке специальные типы фольги. Поскольку, однако, нержавеющие стали с содержанием алюминия от 1,0 до 4,5% в любом случае используются при проведении описанных выше многостадийных процессов с последующим увеличением содержания в такой стали алюминия, существует возможность применять часть этого материала непосредственно для изготовления сотовых элементов, тем более что в этих процессах подобный материал в любом случае получают с приемлемой для применения согласно изобретению толщиной в качестве промежуточного продукта перед стадией повышения содержания алюминия.
Сказанное выше справедливо и в отношении систем нейтрализации ОГ дизельных транспортных средств. В подобных системах преобладают существенно более низкие температуры по сравнению с системами нейтрализации ОГ двигателей с принудительным воспламенением рабочей смеси, и поэтому в таких системах вполне допустимо использование металла с меньшим содержанием алюминия и связанной с этим меньшей стойкостью к высокотемпературной коррозии. Хотя в подобных системах с учетом преобладающих в них механических нагрузок и нет необходимости использовать металлические листы такой же большой толщины, что и в системах для двухколесных транспортных средств, одновременно с этим в таких системах нейтрализации для дизельных двигателей не требуется и столь же высокое соотношение между суммарным количеством алюминия и площадью поверхности. Поэтому описанные выше листы фольги, которые получают в качестве промежуточного продукта в ходе не связанного напрямую с изготовлением сотовых элементов для систем нейтрализации ОГ двухколесных и дизельных транспортных средств производственного процесса и содержание алюминия в которых составляет от 1,0 до 4,5%, можно подвергать последующей прокатке для уменьшения их толщины до требуемой величины, составляющей, например, от 0,03 до 0,06 мм, и затем несмотря на меньшее содержание в них алюминия без проблем использовать в системах нейтрализации ОГ дизельных автомобилей. В этом случае также достигается существенный экономический эффект благодаря отсутствию отдельных производственных циклов.
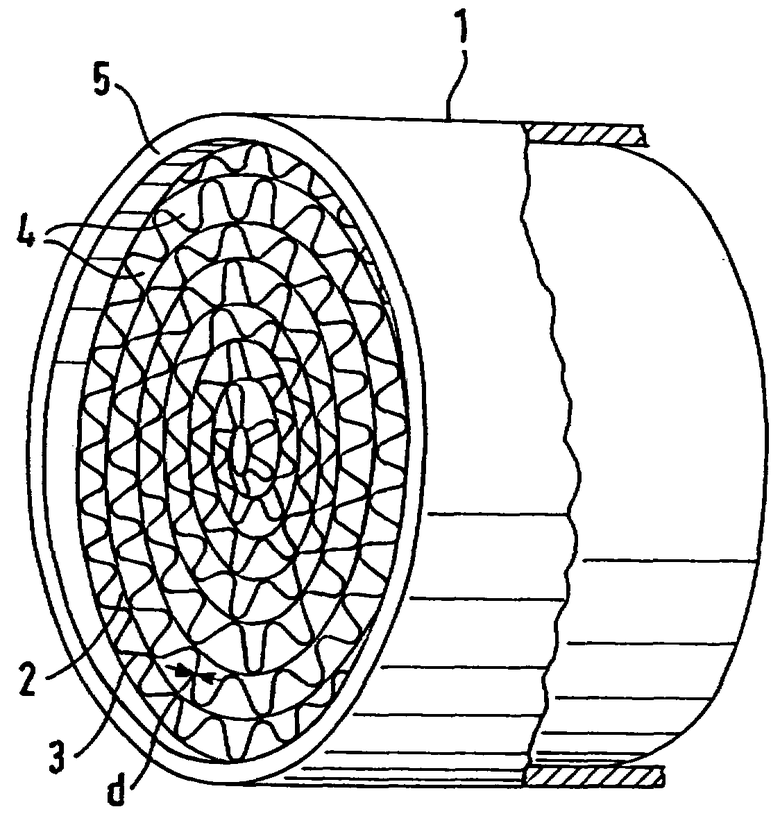
Ниже изобретение проиллюстрировано на примере типичного металлического носителя каталитического нейтрализатора со ссылкой на прилагаемый чертеж.
Сотовый элемент 1, изготовленный из слоев гладких 2 и гофрированных 3 металлических листов толщиной d от 0,08 до 0,12 мм, расположен в трубчатом кожухе 5. Металлические листы 2, 3 образуют проточные для ОГ каналы 4 и имеют предпочтительно такой размер, чтобы сотовый элемент имел от 200 до 600 ячеек на кв. дюйм. Металлические листы выполнены из высококачественной стали с содержанием хрома 15-25 мас.%, предпочтительно от 18 до 22 мас.%, с типичным содержанием определенных редкоземельных элементов, используемых, как известно, для повышения коррозионной стойкости, и с содержанием алюминия от 1,0 до 4,5 мас.%, главным образом от 2 до 4 мас.%.
Таким образом, в настоящем изобретении предлагается особо рентабельный способ изготовления носителя каталитического нейтрализатора с согласованными на качественном уровне с окружающими условиями параметрами для систем нейтрализации ОГ двухколесных и дизельных транспортных средств.
Настоящее изобретение относится к изготовленному из набранных в пакет или свернутых в рулон металлических листов сотовому элементу, применяемому прежде всего в качестве носителя каталитического нейтрализатора в системах нейтрализации отработавших газов (ОГ). Описан сотовый элемент (1), прежде всего носитель каталитического нейтрализатора для систем нейтрализации отработавших газов (ОГ) двухколесных транспортных средств, состоящий из слоев набранных в пакет или свернутых в рулон металлических листов (2, 3), которые по меньшей мере на отдельных участках структурированы или профилированы таким образом, что они образуют проточные для ОГ каналы (4), при этом металлические листы (2, 3) представляют собой листы высококачественной стали толщиной более 0,08 мм с содержанием алюминия от 6 до 12 мас.%, умноженным на 0,02 мм и деленным на толщину d металлических листов (2, 3). Технический эффект - возможность использования металлических листов в зависимости от содержания в них алюминия и их толщины, что позволяет использовать листы, взятые из производственного процесса изготовления подвергаемого горячему алюминированию материала. 4 з.п. ф-лы, 1 ил.
| ЦЕНТРОФУГА НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ОБЕЗВОЖИВАНИЯ УГЛЯ И ДРУГИХ МАТЕРИАЛОВ | 1935 |
|
SU47992A1 |
| Электрогидродинамическая тепловая труба | 1978 |
|
SU861916A1 |
| СОТОВЫЙ ЭЛЕМЕНТ С МНОЖЕСТВОМ ПРОХОДИМЫХ ДЛЯ ЖИДКОСТИ КАНАЛОВ И СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЭЛЕМЕНТА С МНОЖЕСТВОМ ПРОХОДИМЫХ ДЛЯ ЖИДКОСТИ КАНАЛОВ | 1991 |
|
RU2024299C1 |
| Устройство для затягивания лигатур-НыХ узлОВ | 1979 |
|
SU820810A1 |

