Изобретение относится к тянущему блоку для волочения продольнотянутого материала, в частности для уменьшения поперечного сечения за одну ступень волочения, причем тянущий блок имеет, по меньшей мере, одну тянущую тележку с приводными средствами для тянущей тележки. Кроме того, изобретение относится к волочильной линии, по меньшей мере, с двумя тянущими блоками.
Волочильные станы служат для волочения металлических длинномерных деталей, например труб, стержней или прутков через волоку. Различают непрерывные волочильные станы, в которых длина протягиваемого металла в несколько раз превышает габариты стана, и волочильные станы прерывистого действия.
Пример непрерывного работающего стана прямоточного волочения известен из DE-OS 28 52 071. В нем раскрывается волочильный стан с тянущей тележкой с тянущим блоком. Этот стан имеет две тянущие тележки, установленные в направляющих скольжения на раме стана параллельно направлению волочения. Обе эти тянущие тележки, совершающие возвратно-поступательное движение в противоположных направлениях, протягивают металл друг к другу в бесконечном режиме. Для осуществления этого возвратно-поступательного движения тянущие тележки соединены с двуплечими рычагами, которые совершают возвратно-поступательный встречный поворот с помощью сдвоенного дискового кулачка, установленного на общем валу.
Кроме того, известна приводная система, описанная, например, в ЕР 0 371 165 А1 и содержащая вращающийся барабан с расположенными на поверхности изогнутыми поперечинами для создания встречных движений тянущих тележек.
Короткая и неувеличиваемая длина хода тянущих тележек, базирующаяся на таких приводах, приводит к тому, что ход состоит большей частью из пути ускорения и торможения. Для достижения высокой средней скорости волочения необходимо работать с очень высокими частотами возвратно-поступательного движения. Но частоту возвратно-поступательного движения невозможно повышать беспредельно, так как она ограничена силами инерции, возникающими в точках возврата тянущих тележек.
При проведении нескольких процессов волочения с соответственно уменьшенным поперечным сечением на установленных друг за другом волочильных станах протягиваемый металл обычно наматывают на барабан и подают в рулоне к началу следующего волочильного стана. В ЕР 0182922 А1 описан соединительный блок, позволяющий включить несколько станов прямоточного волочения непосредственно друг за другом и без промежуточной намотки протягиваемого металла на промежуточные барабаны при одновременной работе. Это соединение волочильных станов достигается с помощью направляющего устройства между соответствующими волочильными станами, которое, с одной стороны, проводит протягиваемый металл в волоку следующего волочильного стана и, с другой стороны, отклоняет протягиваемый металл от прямолинейного направления потока. Это отклонение протягиваемого металла от прямой линии создает промежуточный участок для перемещения протягиваемого металла так, что предшествующий работающий в непрерывном режиме волочения волочильный стан может без помех транспортировать протягиваемый металл в создаваемый отвод, а следующий волочильный стан может в прерывистом режиме в начале волочения принять приходящий протягиваемый металл.
Если друг за другом установлены два или более волочильных станов, то протягиваемый металл между отдельными волочильными станами согласно уровню техники должен наматываться на барабан или отклоняться от прямой линии и посредством элемента деформации принимать форму дуги, что вызывает высокие технологические и конструкционные затраты.
В основу изобретения положена задача создать тянущий блок с меньшими конструкционными затратами, а также волочильную линию, содержащую несколько тянущих блоков с небольшими конструкционными затратами при одновременно малых технологических затратах.
Данная задача решается посредством тянущего блока с признаками пункта 1, а также волочильной линии с признаками пункта 9. Предпочтительные усовершенствованные варианты описаны в дополнительных пунктах формулы изобретения.
В соответствии с изобретением предлагается, чтобы тянущий блок был составлен по модульному принципу и содержал для этого, по меньшей мере, модуль направляющей, образующий непосредственным соединением, по меньшей мере, еще с одним модулем направляющей непрерывную направляющую, а также, по меньшей мере, модуль стопорного элемента для крепления волоки с тянущим блоком, причем приводные средства для тележек содержат отдельно управляемые линейные электродвигатели для независимого процесса перемещения соответствующей тянущей тележки вдоль направляющей, причем направляющая представляет собой часть линейного электродвигателя.
Сущность изобретения заключается в модульной конструкции тянущего блока из отдельных модулей направляющей, причем основной блок содержит только один модуль направляющей. Модуль направляющей имеет, по меньшей мере, один модуль стопорного элемента для разъемного соединения с волокой. Сами модули стопорного элемента установлены также разъемными вдоль тянущего блока и своей рамы стана с возможностью перемещения. Модуль направляющей может быть снабжен несколькими модулями стопорных элементов, причем не все модули стопорных элементов должны принимать волоку. Тянущий блок содержит, по меньшей мере, одну тянущую тележку, приводные средства которой содержат по меньшей мере один линейный электродвигатель. При этом направляющая является частью линейного электродвигателя.
Наряду с модульной конструкцией тянущего блока привод линейного электродвигателя для соответствующей тележки предпочтительно также выполнен модульным, при этом линейный электродвигатель в виде комплекса линейных электродвигателей для тянущей тележки содержит один или несколько блоков линейных электродвигателей. При этом блок линейного электродвигателя имеет первичную и вторичную части.
Неподвижная часть - первичная или вторичная часть соответствующего блока линейного электродвигателя встроена в модули направляющей, другая подвижная часть соединена с передвигаемыми тележками. В зависимости от мощности привода для каждой тянущей тележки комплекс линейных электродвигателей снабжен различным образом приобретенными и/или несколькими разными блоками линейных электродвигателей.
Благодаря модульной конструкции тянущего блока, а также модульной конструкции приводного средства линейного электродвигателя для тянущей тележки тянущий блок может быть выполнен по-разному. Можно получить несколько конфигураций со сравнительно малыми конструкционными затратами.
При этом модуль направляющей тянущего блока выполнен таким образом, что он монтируется путем непосредственного соединения, по меньшей мере, с одним следующим модулем направляющей в одну непрерывную направляющую. Таким образом можно собрать тянущий блок любой длины, составленный путем соединения модулей направляющей для того, чтобы увеличить количество тянущих тележек при одинаковом рабочем ходе или длину хода при одинаковом количестве тянущих тележек.
Благодаря применению линейных электродвигателей длина хода и путь перемещения отдельной тележки более не ограничены. Линейные электродвигатели выполнены точно управляемыми и регулируемыми и обеспечивают быстрое ускорение и быстрый эффект торможения. При использовании более длинного пути хода увеличивается в конечном итоге средняя скорость волочения, так как уменьшается путь ускорения и торможения. Кроме того, является возможным, чтобы соответствующие тележки могли перемещаться вперед и назад с разными скоростями. Таким образом, тянущие тележки быстрее вводятся в зацепление для волочения.
Предпочтительно неподвижная вторичная часть привода линейного электродвигателя для соответствующей тянущей тележки выполнена в виде среднего рельса, причем тянущие тележки проходят вдоль наружных направляющих рельсов. Альтернативно можно выполнить неподвижную вторичную часть в виде двух установленных параллельно наружным рельсам модуля направляющих и направляющей в виде среднего рельса. Предпочтительно такое управление составлено также по модульному принципу из отдельных направляющих модулей. Таким образом, направляющая и направляющая тянущего блока могут быть в зависимости от желания, например в зависимости от количества тянущих тележек, удлинены или уменьшены. Предлагается, чтобы длина модуля направляющей соответствовала длине направляющего модуля для того, чтобы обеспечить изменение тянущего блока с меньшими конструктивными затратами.
Длина отдельных модулей направляющей, а также длина отдельных направляющих модулей предпочтительно может отличаться друг от друга. Таким образом оператор тянущего блока может определить, с какими индивидуальными модулями может быть выполнен блок в зависимости от соответствующих требований, а также от соответствующих конструктивных условий.
Один единственный модуль направляющей может быть оснащен несколькими модулями стопорного элемента, позволяющими определить установку волоки в зависимости от требований. Для этого модули направляющей имеют предпочтительно стопорную деталь, а также фиксатор. Фиксатор, охватывающий волоку, монтируется в стопорную деталь, соединенную с направляющей рамы стана.
Далее в изобретении предлагается волочильная линия, смонтированная модульной, по меньшей мере, из двух предложенных изобретением тянущих блоков. Модули направляющей, по меньшей мере, из двух тянущих блоков установлены непосредственно друг за другом с общей направляющей, причем тянущие блоки разделены для проведения следующей ступени волочения. Но в противоположность уровню техники возможна непосредственная установка конца направляющей заданного тянущего блока с началом и соответственно с волокой следующего тянущего блока, потому что на каждой ступени волочения индивидуально приводимыми тянущими тележками каждого тянущего блока выполняются разные требования. Для этого волочильная линия имеет вычислительный блок для управления или регулирования линейного электродвигателя соответствующей тянущей тележки, а также сигнальные провода, соединяющие вычислительный блок соответственно с одной тележкой для точного согласования процессов волочения соответствующих тянущих тележек установленных друг за другом тянущих блоков. В целом благодаря модульной конструкции можно составлять разные конфигурации волочильных линий.
Приводы линейных электродвигателей соответствующих тележек могут управляться так точно и индивидуально, что нет более необходимости в буферных зонах между тянущими блоками. Тем самым наряду с технологическим потенциалом экономии создается также то преимущество, что волочильная линия занимает меньше места по сравнению с традиционной волочильной линией с буферной зоной и соответственно с зоной выравнивания. При большом количестве тянущих тележек на одной единственной направляющей и соответствующем количестве волок в модулях стопорных элементов можно получить волочильную линию, которая может производить чистовое волочение за один проход со многими ступенями волочения.
Особенно предпочтителен вариант выполнения тянущего блока и соответственно волочильной линии с комбинацией тележки для предварительного волочения и тянущей тележки, которая за первую операцию проводит процесс предварительного волочения и за следующую операцию процесс волочения одна или с другими тянущими тележками.
Другие подробности и преимущества изобретения вытекают из зависимых пунктов формулы изобретения и нижеследующего описания, в котором представленные варианты выполнения изобретения поясняются более подробно. При этом наряду с вышеприведенными комбинациями признаков для изобретения существенны также признаки в отдельности или в других комбинациях.
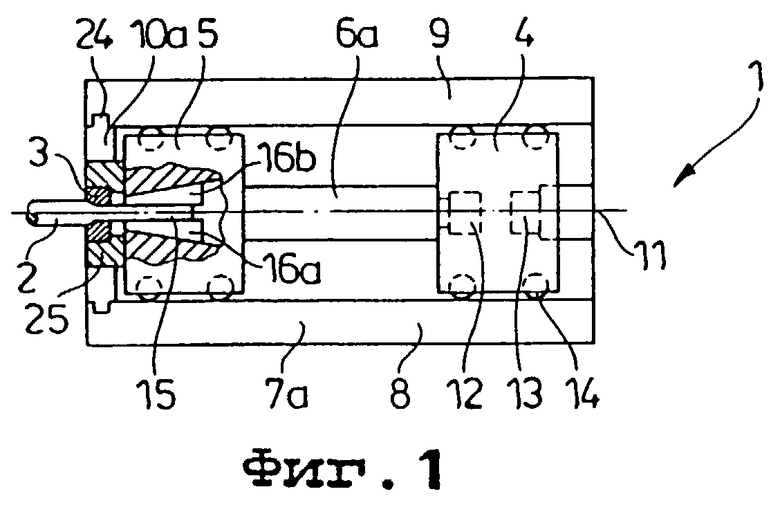
На фиг.1 показан тянущий блок согласно изобретению, содержащий модуль направляющей по первому варианту выполнения с отдельной тележкой для предварительного волочения и тянущей тележкой;
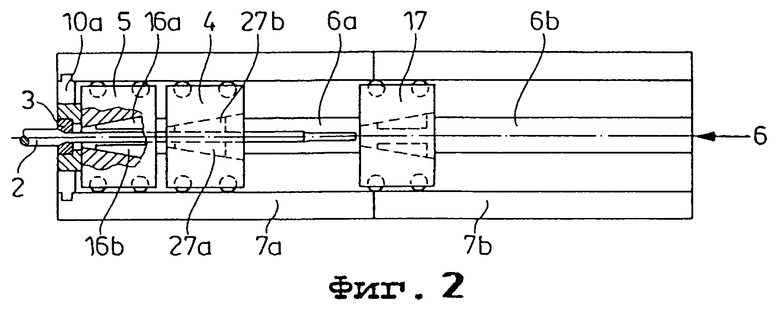
- фиг.2 - тянущий блок по фиг.1, содержащий два расположенные непосредственно друг за другом модуля направляющей со следующей тянущей тележкой;
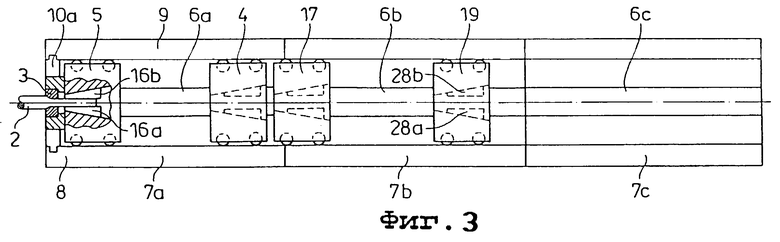
- фиг.3 - тянущий блок по фиг.1, содержащий три расположенных непосредственно друг за другом модуля направляющей с двумя другими тянущими тележками;
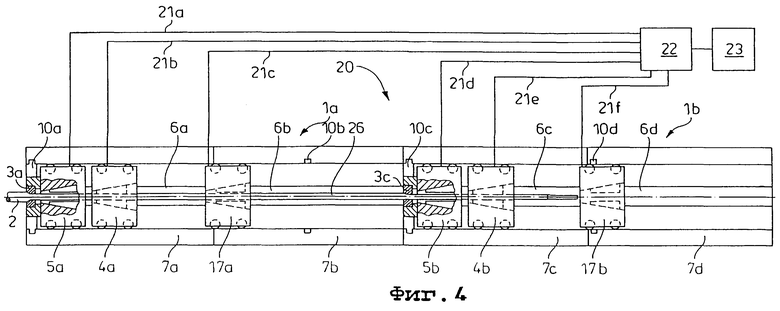
- фиг.4 - волочильная линия, содержащая два тянущих блока по фиг.2, каждый с двумя тянущими тележками и отдельной тележкой предварительного волочения;
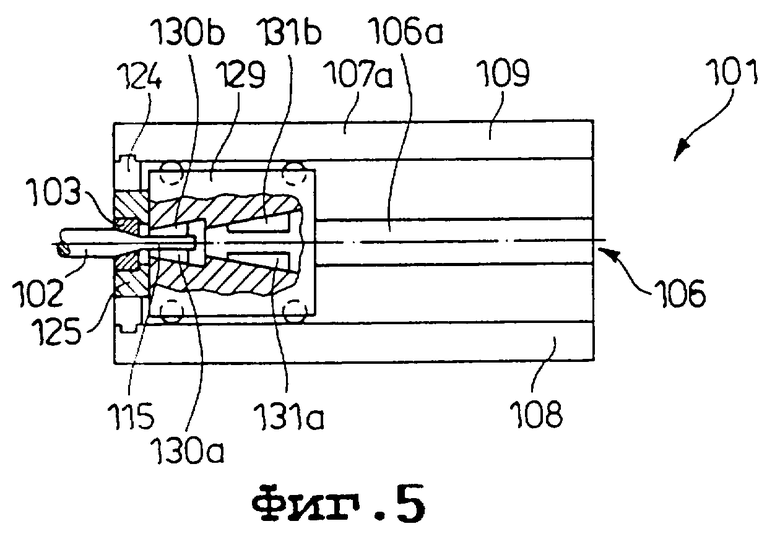
- фиг.5 - тянущий блок согласно изобретению, содержащий модуль направляющей по второму варианту выполнения с комбинацией тележки для предварительного волочения и тянущей тележки;
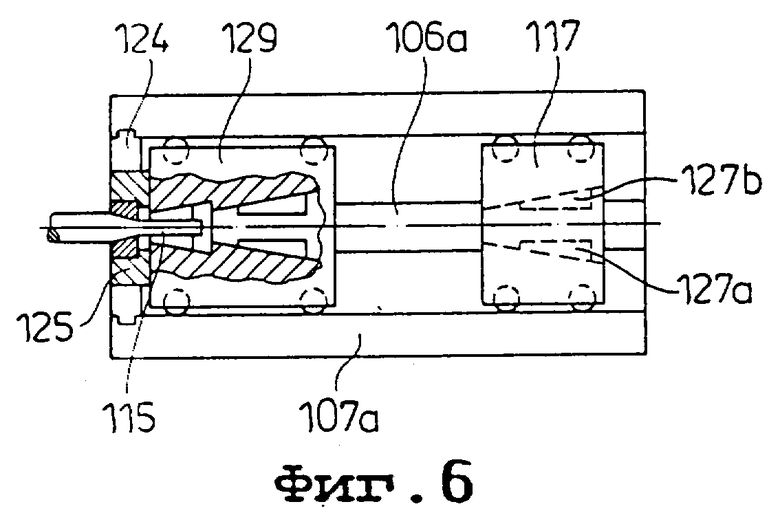
- фиг.6 - тянущий блок по фиг.5 со второй тянущей тележкой;
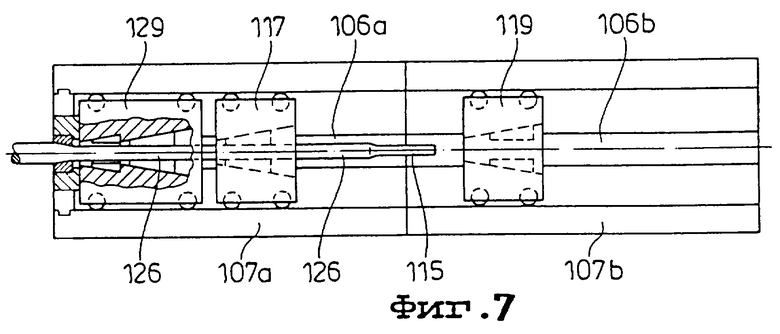
- фиг.7 - тянущий блок по фиг.6, содержащий два установленных непосредственно друг за другом модуля направляющей с еще одной тянущей тележкой;
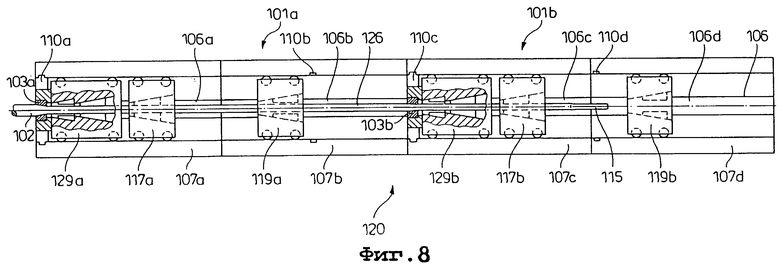
- фиг.8 - волочильная линия, содержащая два тянущих блока по фиг.6, каждый с комбинацией тележки для предварительного волочения и тянущей тележки и двумя тянущими тележками;
На фиг.1 показан тянущий блок 1 для волочения длинномерного материала 2 или протягиваемого металла для уменьшения поперечного сечения за одну ступень волочения с помощью волоки 3. При этом данный тянущий блок 1 имеет тянущую тележку 4 и тележку для предварительного волочения 5. Тянущий блок 1 состоит из модуля направляющей 6а в форме удлиненного металлического рельса, направляющего модуля 7а в форме двух наружных направляющих рельсов 8, 9, а также модуля стопорного элемента 10а, который закреплен между обоими направляющими рельсами 8, 9 направляющего модуля 7а с возможностью отсоединения. Модуль стопорного элемента 10а состоит из собственно стопорных деталей 24, закрепленных на направляющих рельсах 8, 9, и фиксирующей детали 25 для волоки 3 - в данном случае волочильной матрицы. В стопорные детали 24 можно вмонтировать с возможностью отделения фиксирующую деталь 25, принимающую волоку. Модуль направляющей 6а оснащен так, что он обоими концами, в данном случае своим свободным концом 11, может закрепляться непосредственно на другом соответствующем модуле направляющей 6b, причем оба модуля 6а, 6b образуют непрерывную направляющую 6 (ср. фиг.2). Направляющая 6 и соответственно отдельный модуль 6а, 6b направляющей представляют собой неподвижную вторичную деталь комплекса линейного электродвигателя в качестве приводного средства, а также для тележки для предварительного волочения и тянущих тележек 5, 4. Такой модуль направляющей 6а, b может быть составлен также по модульному принципу из нескольких находящихся параллельно друг другу частей (не показано).
В противоположность этому первичные части линейного электродвигателя соединены с тележками 4, 5. Для этого несколько первичных частей 12, 13 установлены на нижней стороне тянущей тележки (закрыто), которые взаимодействуют с направляющей 6а и средним рельсом. Обе приводимые данным линейным электродвигателем тянущие тележки 4, 5 совершают возвратно-поступательное движение вдоль направляющих рельсов 8, 9 в направлении волочения. Для этого отдельные тележки снабжены роликами 14, катящимися вдоль направляющих рельсов 8, 9.
В показанном на фиг.1 тянущем блоке 1 речь идет о волочильном стане, в котором протягиваемый металл 2 - в данном случае труба - по одной непрерывно протягивается через волоку 3 с совершающими возвратно-поступательное движение тянущими тележками 4 с коротким ходом после того, как начало трубы 26 тележкой для 5 предварительного волочения - с захватом конца трубы 15 - выдвинется настолько, чтобы тянущая тележка 4 смогла зацепить выдвинутое начало 26 трубы. Для захвата конца трубы 15 или протягиваемого металла 2 тележки 4, 5 имеют клиновидные зажимные колодки 16а, b и соответственно 27а, b, сходящиеся под управлением и снова расходящиеся. Тележку для предварительного волочения 5 не обязательно приводить в движение с помощью линейного электродвигателя, ее можно приводить в движение также с помощью гидравлического привода.
Посредством добавления направляющих модулей или ведущих модулей в тянущий блок 1 можно любым образом увеличить длину направляющей и тем самым длину хода, проходимую тележкой. Соответствующим увеличением длины хода возможна разработка волочильного стана для значений длины труб и прутков постоянной длины, которые можно волочить за один ход.
Тянущий блок по фиг.2 исходя из тянущего блока по фиг.1 расширен с помощью второго направляющего модуля 6b, а также второго направляющего модуля 7b и с помощью второй тянущей тележки 17 (фиг.2). При этом конец 11 первого направляющего модуля 6а и начало 18 второго направляющего модуля 6b выполнены так, что создается непосредственный переход или непрерывная направляющая 6. Аналогично это касается направляющих модулей 7а, b. На полученной направляющей 6 и соответственно в направляющей устанавливаются две тянущие тележки 4, 17, работающие в режиме из рук в руки, то есть первая тянущая тележка 4 перемещается назад, а вторая тележка 17 тянет и наоборот. Создается волочильный стан непрерывного действия для большой длины труб или прутков.
Следующая ступень тянущего блока показана на фиг.3. В данном случае изображен непрерывный волочильный стан, который имеет три тянущие тележки 4, 17, 19. Для увеличения длины хода направляющая 6 удлинена на третий направляющий модуль 6с, соответственно направляющая для тележек удлинена на третий направляющий модуль 7с.
Данные три тянущие тележки 4, 17, 19 работают по способу, а котором две тянущие тележки находятся в зацеплении в паре с протягиваемым металлом, а третья тянущая тележка отцеплена и возвращается назад. Продвинутый через волоку 3 или волочильную матрицу конец 25 трубы захватывается тележкой 5 для предварительного волочения или ее зажимными колодками 16а, b и продвигается в направлении волочения. Затем тележка 5 для предварительного волочения снова перемещается в свое исходное положение на волоке 3. Обе первые тянущие тележки 4, 17, то есть те, которые ближе к тележке 5 для предварительного волочения, перемещаются вместе с тележкой 5 для предварительного волочения или затем в направлении к волоке 3 так, что затем продвинутое вперед начало трубы проходит через тележку 5 для предварительного волочения и первую и вторую тележки 4, 17. Обе первые тележки 4, 17 входят в зацепление с продвинутым началом 26 трубы и перемещаются в направлении волочения. При этом производится процесс волочения. Выступающий участок протянутого начала 26 трубы вводится в третью тележку 19 и зажимается ее зажимными колодками 28а, b. В тот момент, когда захватывает третья тележка 19, первая тележка 4 отсоединяется. Дальнейшее движение волочения принимают на себя вторая и третья тележки 17, 19, а первая тележка 4 снова отходит назад. Благодаря применению трех тянущих тележек на один тянущий блок можно увеличить усилие волочения, так как одновременно тянут всегда две тянущие тележки. Можно протягивать протягиваемый металл больших габаритов.
На фиг.4 показана волочильная линия 20, состоящая из тянущих блоков 1a, b соответственно с волокой 3а, 3с, по модульному принципу. Для этого тянущий блок по фиг.3 удлинен на четвертый направляющий модуль 6d, а также на четвертый направляющий модуль 7d. Кроме того, в имеющийся модуль 10с стопорного элемента на третьем направляющем модуле 7с вставлена вторая волока 3с. К каждому тянущему блоку относятся тянущая тележка 5а, b для предварительного волочения и две тянущие тележки 4а, b; 17а, b, которые, как показано на фиг.2, работают в режиме из рук в руки. Цифрой 10b обозначен еще один фиксирующий модуль или только фиксирующая деталь 24b, которая установлена на втором направляющем модуле 7b. В данном случае при необходимости можно выборочно применять еще одну волоку. Установлены модули фиксирующих элементов 10а-d с возможностью перемещения или отсоединения от направляющих модулей 7a-d.
Отдельные тележки соответственно сигнальными проводами 21a-f соединены с вычислительным устройством 22. В данном вычислительном устройстве 22 регулируется необходимый процесс перемещения отдельных тележек по скорости, положению и усилию и процессы перемещения визуализируются с помощью монитора 23. В то время как такое вычислительное устройство координирует между собой перемещение тянущих блоков по фиг.1-3, волочильная линия еще должна согласовать процессы волочения соответствующих тянущих тележек установленных друг за другом тянущих блоков 1а, b.
На фиг.5-8 показаны тянущие блоки и соответственно волочильная линия по второму варианту выполнения тележки для предварительного волочения, в данном случае с комбинацией тележки для предварительного волочения и тянущей тележки 129, в последующем именуемой комбинированной тележкой. Тянущий блок 101, как и тянущий блок на фиг.1, составлен по модульному принципу; соответствующие детали обозначены аналогично фиг.1. Комбинированная тележка 129 содержит две разные пары зажимных колодок 130а, b, а также 131а, b, причем первая пара служит для захвата конца 115 трубы и вторая пара для захвата предварительно волоченной трубы 126. После того как комбинированная тележка предварительно протянула трубу на некоторое расстояние через волоку 103, комбинированная тележка отходит назад, захватывает второй парой зажимных колодок 131а, b протянутое начало трубы и начинает процесс волочения, постоянно перемещаясь на определенное небольшое расстояние в возвратно-поступательном движении.
Данный тянущий блок может быть оснащен еще одной и, следовательно, второй тянущей тележкой 117. При этом рекомендуется брать в качестве модуля направляющей и управления 106а, 107b вариант с большей длиной. При этом комбинированная тележка 129 снова принимает на себя процесс предварительного волочения, который она производит с уменьшенной скоростью. Так как комбинированная тележка 129 может совершать поступательное движение неоднократно с целью пошагового волочения трубы, ей по сравнению с отдельной тележкой для предварительного волочения требуется небольшой ход. Как только начало трубы достаточно продвинулось вперед, комбинированная тележка 129 отходит назад, при этом за ней следует вторая тележка 117. Она захватывает продвинутое начало трубы в непрерывном режиме во взаимодействии с комбинированной тележкой 129.
Аналогично тянущему блоку согласно фиг.2 подобный тянущий блок 101 удлинен соответственно направляющим модулем и соответственно модулем управления 6b, 7b так, что можно разместить третью тянущую тележку 119. В противоположность тянущему блоку согласно фиг.2 преимущество в том, что при относительно короткой направляющей (два модуля (106а, b)) в распоряжении есть три тележки (129, 117, 119) для процесса волочения, производящие процесс волочения, как это описано по фиг.3, после того как комбинированная тележка 129 продвинулась вперед на достаточную часть трубы.
На фиг.8 показана волочильная линия 120, состоящая из двух тянущих блоков 101а, b, как показано на фиг.7. Данная волочильная линия 120 содержит первый-четвертый направляющие модули и модуль управления (106a-d; 107a-d) и всего две волоки 103а, 103с, а также модуль стопорного элемента 110a-d, причем два из них принимают волоку. На фиг.8 показано состояние волочения, при котором протягиваемый металл 102 (и соответственно, труба) уже прошел первый тянущий блок 101а и тем самым первую ступень волочения и входит непосредственно во вторую ступень. В соответствии с фиг.4 имеется вычислительный и управляющий блок (в данном случае не показан), который берет на себя приведение движений тележек отдельных тянущих блоков волочильной линии в соответствие. Аналогично волочильная линия может составляться, например, из двух тянущих блоков только с двумя тележками.
При необходимости количество тянущих тележек в обоих вариантах выполнения можно любым образом увеличить. В таком случае необходимую длину хода можно обеспечить модулями большей длины. Кроме того, можно увеличить длину волочильных линий по фиг.4 и 8 по желанию с помощью конструкции модуля.
В целом путем перегруппировки фиксирующих модулей с соответствующими волоками или изменения количества или перегруппировки тележек можно получить другую конфигурацию волочильной линии. Тем самым при производстве или перемонтаже могут появиться индивидуально конфигурированные волочильные линии. Имеющиеся установки можно гибко переделывать в соответствии с самыми разными требованиями. Благодаря предложенной модульной конструкции, распространяемой на рабочую поверхность, а именно направляющую, количество и размещение волок, а также привод от линейных электродвигателей можно выполнить любые системы волочильных линий от самой простой конструкции до технологически ответственной многоступенчатой волочильной линии.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЯНУЩИЙ БЛОК ВОЛОЧИЛЬНОГО СТАНА, СПОСОБ ВОЛОЧЕНИЯ ПРОТЯГИВАЕМОГО МЕТАЛЛА ДАННЫМ ТЯНУЩИМ БЛОКОМ И ВОЛОЧИЛЬНЫЙ СТАН | 2002 |
|
RU2252092C2 |
| ДВУХНИТОЧНЫЙ ДЛИННООПРАВОЧНЫЙ СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ | 1991 |
|
RU2030235C1 |
| Волочильный стан | 1976 |
|
SU617095A1 |
| Волочильный стан | 1990 |
|
SU1785455A3 |
| Способ волочения длинномерных изделий | 1984 |
|
SU1353547A1 |
| Волочильный стан | 1989 |
|
SU1729647A1 |
| Волочильный стан | 1976 |
|
SU579056A1 |
| СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ НА ЗАКРЕПЛЕННОЙ ОПРАВКЕ | 2008 |
|
RU2378069C1 |
| ВОЛОЧИЛЬНАЯ МАШИНА (ВАРИАНТЫ) | 2002 |
|
RU2245202C2 |
| СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ НА ПОДВИЖНОЙ ОПРАВКЕ | 2007 |
|
RU2336964C1 |
Изобретение относится к области волочения. Задачей изобретения является уменьшение конструкционных и технологических затрат. Тянущий блок для волочения продольнотянутого материала имеет, по меньшей мере, одну тянущую тележку с приводными средствами. Тянущий блок выполнен модульным, включающим, по меньшей мере, один модуль направляющей, монтируемый непосредственным соединением, по меньшей мере, с одним следующим модулем направляющей в непрерывную направляющую. Также блок имеет, по меньшей мере, модуль фиксирующего элемента для останова волоки, причем приводные средства содержат, по меньшей мере, отдельно управляемый комплекс линейных электродвигателей для независимого перемещения соответствующей тянущей тележки вдоль направляющей. Направляющая является частью линейного электродвигателя. Кроме того, предлагается волочильная линия с аналогичными модульными направляющими, рабочая поверхность которых является частью линейного электродвигателя. Волочильная линия имеет управляющий вычислительный блок. Изобретение обеспечивает гибкость процесса движения кареток, компактность конструкции. 2 н. и 10 з.п.ф-лы, 8 ил.
| ТЕНЗОМЕТР ДЛЯ ОПРЕДЕЛЕНИЯ НАПРЯЖЕНИЙ В СКВАЖИНЕ | 0 |
|
SU182922A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ВОЛОЧЕНИЯ | 1996 |
|
RU2133649C1 |
| ВОЛОЧИЛЬНЫЙ СТАН | 1972 |
|
SU422484A1 |
| Устройство для измерения продолжительности быстропротекающих процессов | 1948 |
|
SU80421A1 |

