1
Изобретение относится к трубоги-. бочному производству, в частности к оборудованию для гибки труб.
Известна гибочная головка, используемая в станке для гибки, труб, на 5 станине которого смонтированы направляющие ролики и каретка продольной подачи. Перемещение каретки производится от электродвигателя цепным приводом. В направляющих станины разме- 10 щена бабка, в которой смонтирован поворотный вал с ползушкой. К ползушке крепится водило с зажимным механизмом, приводимым в движение пневмо- или гидроцилиндром. Губки зажимного меха- 5 низма охватывают трубу, передний торец которой упирается в упор, выполненный передвижным по ;1инейке, крепящейся к водилу. Задний торец трубы упирается в упор, размещенный на ка- 20 ретке.
Нагрев трубы осуществляется индуктором, закрепленным на высокочастотном трансформаторе, который смонтирован на продольно-подвижных салазках, 25 на которых закреплены одни концы троса и пружины, а другие концы на станине. Трос огибает шкив, ось которого тягой связана с осью холостой звездочки привода каретки. 30
Звездочка смонтирована на салазках. Имеется ограничитель перемещения и управляемый фиксатор. Ведущая звездочка через редуктор кинематически связана с электродвигателем. Концы цепи закреплены на каретке l.
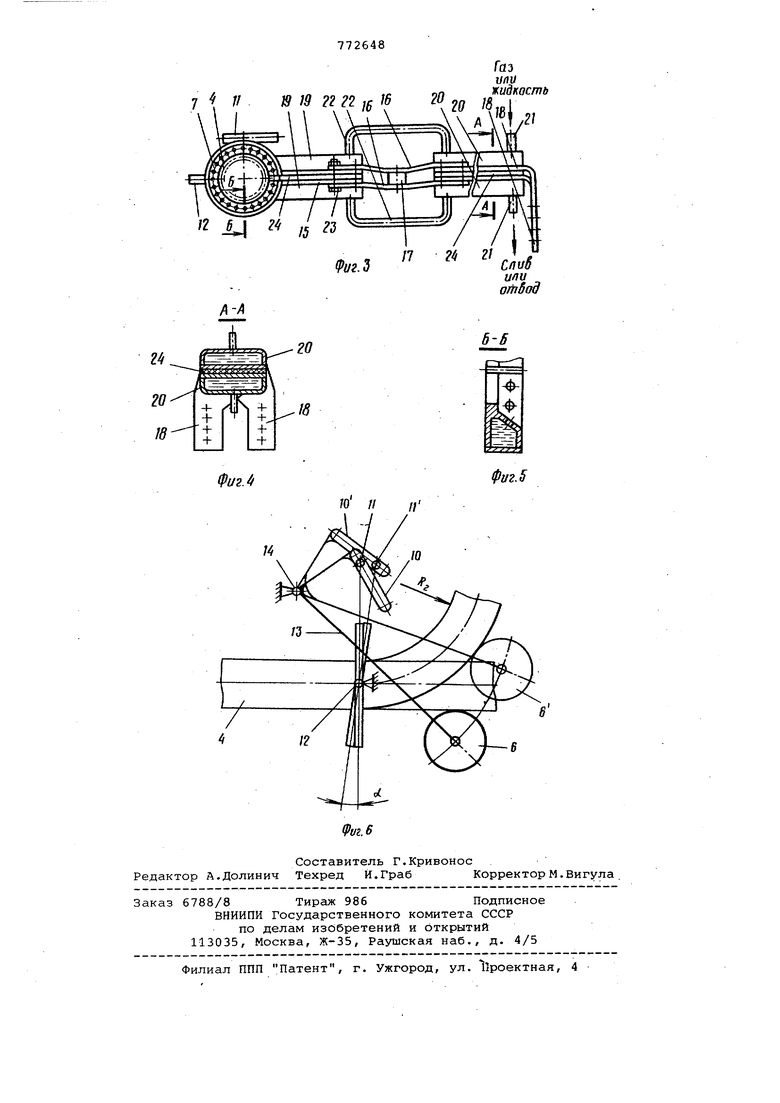
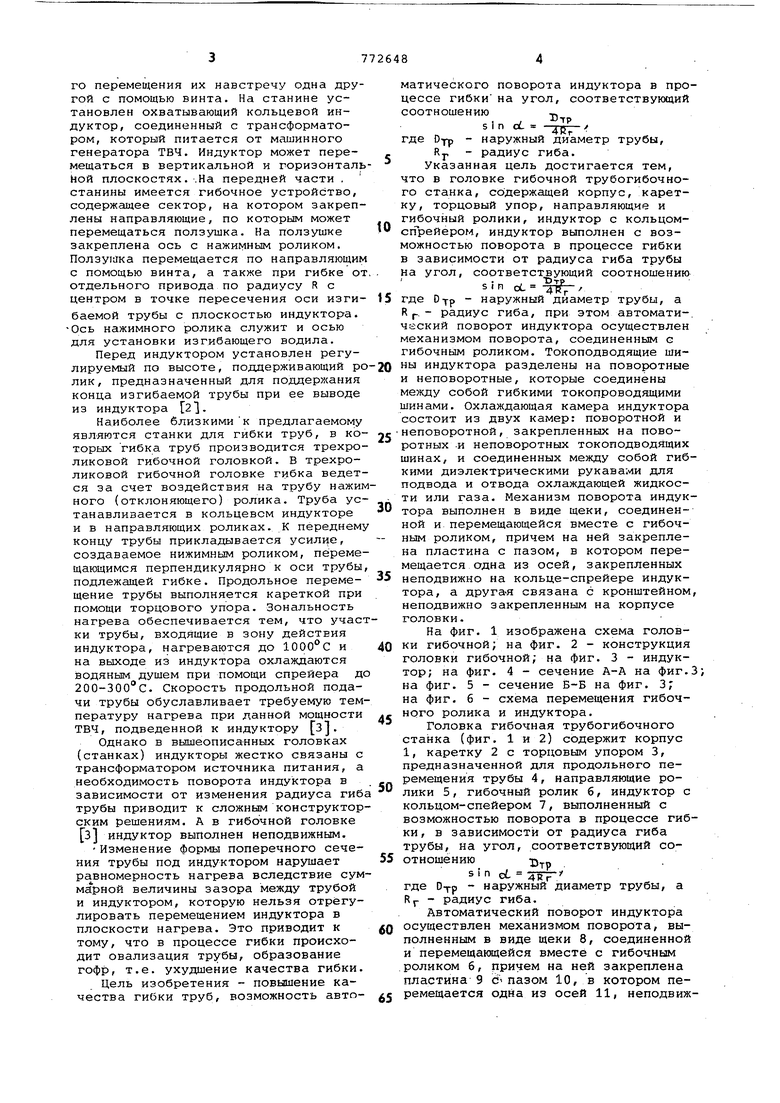
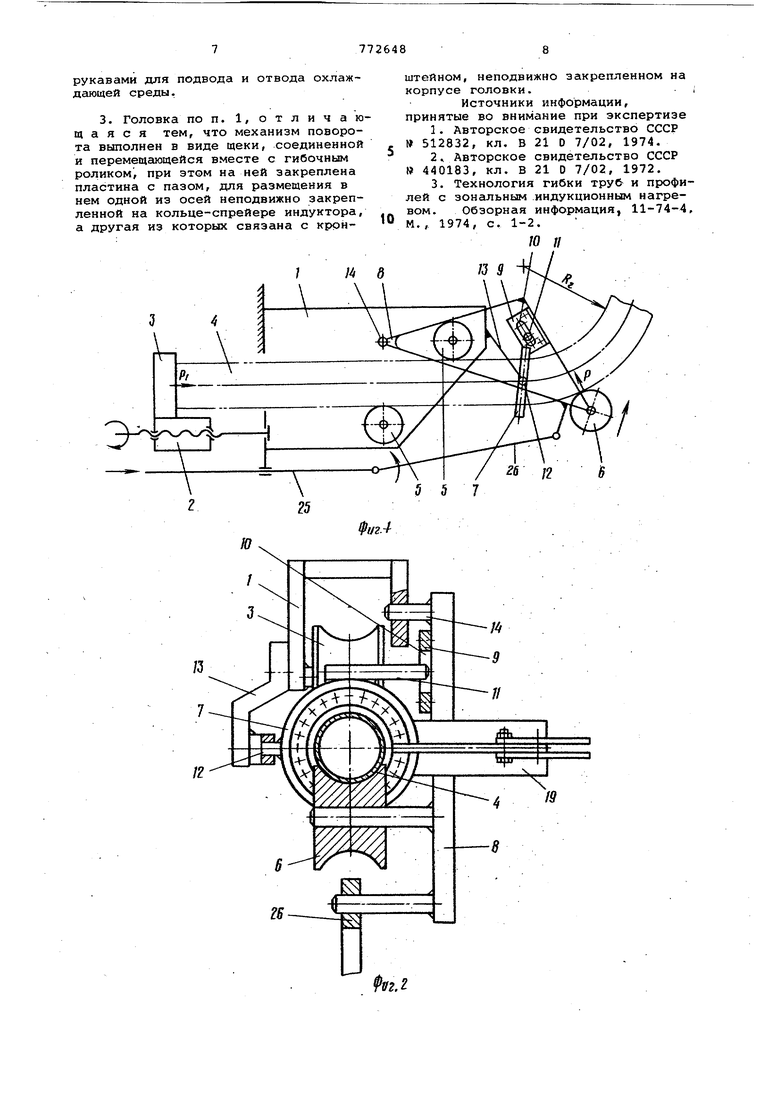
Известен также трубогибочный станок с индукционным нагревом, который содержит станину, по направляющим которой перемещается каретка прюдольной подачи с механизмс1ми зажима и поворота трубы. Механизм зажима и поворота трубы имеет два холостых ролика и два приводных ролика. Ролики установлены на кронштейнах, которые одновременно и равномерно перемещаются по направляющим каретки продольной подачи навстречу один к другому с помощью винта от отдельного привода. Холостые ролики подпружинены с помощью пружины. С кареткой продольной подачи жестко соединен торцовый упор, содержащий поворотный конус, стрелку. и ,шкалу. На станине установлена каретка нёправлякядих роликов, содержащая четыре ролика, оси которых закреплены в указаных каретках, расположенных на внешней и внутренней сторонах изгиба трубы и снабженных приводом для одновременного равномерного перемещения их навстречу одна другой с помощью винта. На станине установлен охватывающий кольцевой индуктор, соединенный с трансформатором, который питается от машинного генератора ТВЧ. Индуктор может перемещаться в вертикальной и горизонталь ной плоскостях. .На передней части . станины имеется гибочное устройство, содержащее сектор, на котором закреплены направляющие, по которым может перемещаться ползушка. На ползушке закреплена ось с нажимным роликом. Ползушка перемещается по направляющим с помощью винта, а также при гибке от отдельного привода по радиусу R с центром в точке пересечения оси изгибаемой трубы с плоскостью индуктора. -Ось нажимного ролика служит и осью для установки изгибающего водила. Перед индуктором установлен регулируемый по высоте, поддерживающий ро лик, предназначенный для поддерх ания конца изгибаемой трубы при ее выводе из индуктора 2. Наиболее близкимик предлагаемому явл-яются станки для гибки труб, в ко торых гибка труб производится трехро ликовой гибочной головкой, в трехроликовой гибочной головке гибка ведет ся за счет воздействия на трубу нажим ного (отклоняющего) ролика. Труба ус танавливается в кольцевом индукторе и в направляющих роликах. К переднем концу трубы прикладывается усилие, создаваемое нижимным роликом, переме щающимся перпендикулярно к оси трубы подлежащей гибке. Продольное перемещение трубы выполняется кареткой при помощи торцового упора. Зональность нагрева обеспечивается тем, что учас ки трубы, входящие в зону действия индуктора, нагреваются до и на выходе из индуктора охлаждаются водяным душем при помощи спрейера д 200-300 С. Скорость продольной подачи трубы обуславливает требуемую тем пературу нагрева при данной мощности ТВЧ, подведенной к индуктору з. Однако в вышеописанных головках (станках) индукторы жестко связаны с трансформатором источника питания, а необходимость поворота индуктора в зависимости от изменения радиуса гиб трубы приводит к сложным конструктор ским решениям. А в гибочной головке з индуктор выполнен неподвижным, Изменение формы поперечного сечения трубы под индуктором нарушает равномерность нагрева вследствие сум марной величины зазора между трубой и индуктором, которую нельзя отрегулировать перемещением индуктора в плоскости нагрева. Это приводит к тому, что в процессе гибки происходит овализация трубы, образование гофр, т.е. ухудшение качества гибки. Цель изобретения - поньшение качества гибки труб, возможность автоматического поворота индуктора в процессе гибки на угол, соответствующий соотношению sin с -. где О-ГР - наружный диаметр трубы, RJ, - радиус гиба. Указанная цель достигается тем, что в головке гибочной трубогибочного станка, содержащей корпус, каретку, торцовый упор, направляющие и гибочный ролики, индуктор с кольцомспрейером, индуктор выполнен с возможностью поворота в процессе гибки в зависимости от радиуса гиба трубы на угол, соответствующий соотношению S оС где DTP - наружный диаметр трубы, а R р, - радиус гиба, при этом автомати-. ческий поворот индуктора осуществлен механизмом поворота, соединенным с гибочным роликом. Токоподводящие шины индуктора разделены на поворотные и неповоротные, которые соединены между собой гибкими токопроводящими шинами. Охлаждающая камера индуктора состоит из двух камер: поворотной и неповоротной, закрепленных на поворотных .и неповоротных токоподводящих шинах, и соединенных между собой гибкими диэлектрическими рукавами для подвода и отвода охлаждающей жидкости или газа. Механизм поворота индуктора выполнен в виде щеки, соединенной и перемещающейся вместе с гибочным роликом, причем на ней закреплена пластина с пазом, в котором перемещается одна из осей, закрепленных неподвижно на кольце-спрейере индуктора, а друга-я связана с кронштейном, неподвижно закрепленным на корпусе головки. На фиг. 1 изображена схема головки гибочной; на фиг. 2 - конструкция головки гибочной; на фиг. 3 - индуктор; на фиг. 4 - сечение А-А на фиг.З; на фиг. 5 - сечение Б-Б на фиг. 3; на фиг. 6 - схема перемещения гибочного ролика и индуктора. Головка гибочная трубогибочного станка (фиг. 1 и 2) содержит корпус 1, каретку 2 с торцовым упором 3, предназначенной для продольного перемещения трубы 4, направляющие ролики 5, гибочный ролик б, индуктор с кольцом-спейером 7, выполненный с возможностью поворота в процессе гибки, в зависимости от ргщиуса гиба трубы, на угол, соответствующий соотношению -Q sin eL 4ТГ где DTP - наружный диаметр трубы, а R - радиус гиба. Автоматический поворот индуктора осуществлен механизмом поворота, выполненным в виде щеки 8, соединенной и перемещающейся вместе с гибочным роликом 6, причем на ней закреплена пластина 9 d пазом 10, в котором перемещается одна из осей 11, неподвижно закрепленных на кольце-спрейере 7 индуктора, а другая ось 12 связана с кронштейном 13, неподвижно закрепленном на корпусе 1 головки гибочной. Щека 8 имеет возможность поворота вокруг оси 14, закрепленной на корпусе 1 головки гибрчной. Кольцоспрейер индуктора 7 соединено с высокочастотной установкой (фиг. 3-5 токопроводящими поворотными шинами 15 через гибкие токопроводящие шины (набор медной фольги) 16 с диэлектрическим вкладышем 17 и далее неповоротными токоподводящими шинами 18. Индуктор содержит охлаждающую камеру которая состоит из двух камер: поворотной 19, закрепленной на поворотных токоподводящих шинах 15, и неповоротной 20, закрепленной на неповоротных токоподводящих шинах 18 и соединенной трубами 21 с цеховой водопроводной и газовой магистралью. По воротная охлаждающая камера 19 и не-j поворотная охлаждающая камера 20 соединены между собой гибкими диэлектрическими рукавами 22. Гибкие токопроводящие шины 16 соединены с поворотной охлаждающей камерой 19 и неповоротной охлаждающей камерой 20 болтами 23. Поворотные и неповоротные токоподводупцие шины 15 и 18 изолированы друг от друга диэлектрическими прокладками 24. На стороне кольцаспрейера 7, обращенной к нагреваемой поверхности трубы 4, расположен ряд отверстий под углом к плоскости торца кольца-спрейера 7, позволяющих одновременно охлаждать индуктор и прилегающий к нагретой зоне участок трубы 4, шток 25 и рычаг 26 предназначены для передачи усилия Р гибочным роликом 6 трубе 4.
Головка гибочная трубогибочного станка работает следующим образом.
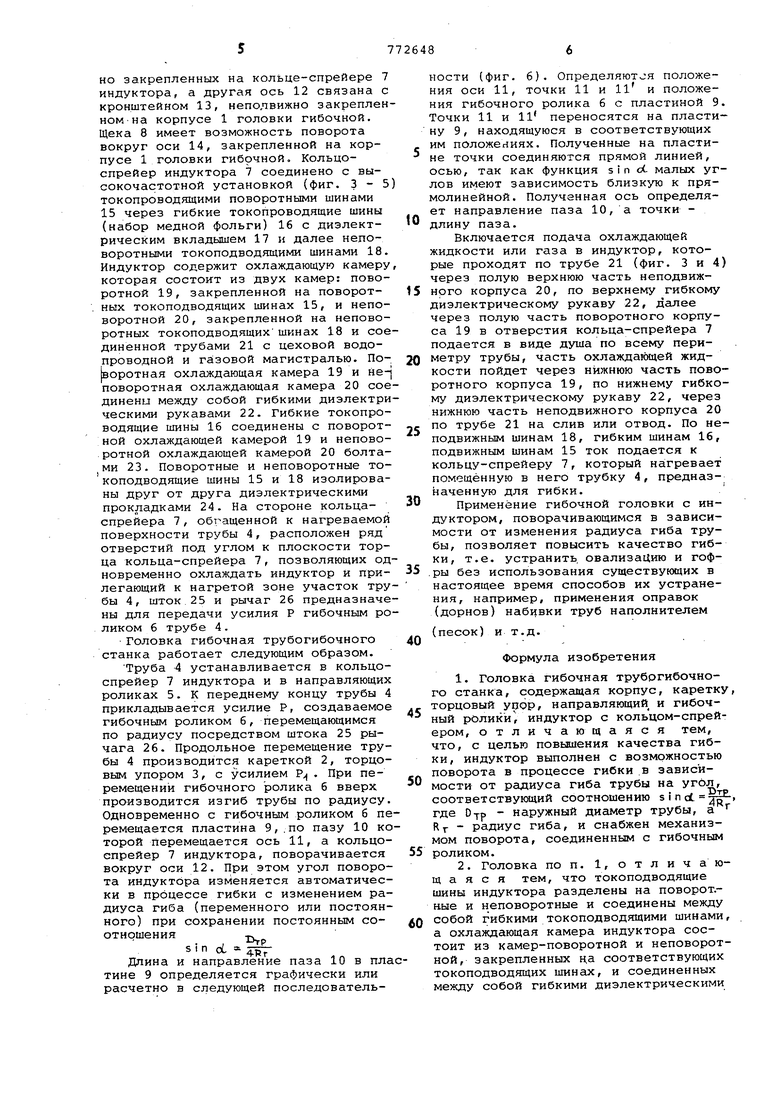
Труба 4 устанавливается в кольцоспрейер 7 индуктора и в направляющих роликах 5. К переднему концу трубы 4 прикладывается усилие Р, создаваемое гибочным роликом 6, перемещающимся по радиусу посредством штока 25 рычага 26. Продольное перемещение трубы 4 производится кареткой 2, торцовым упором 3, с у силием Р . При перемещений гибочного ролика 6 вверх производится изгиб трубы по радиусу. Одновременно с гибочным роликом 6 перемещается пластина 9,.по пазу 10 которой перемещается ось 11, а кольцоспрейер 7 индуктора, поворачивается вокруг оси 12. При этом угол поворота индуктора изменяется автоматически в процессе гибки с изменением радиуса гиба (переменного или постоянного) при сохранении постоянным соотношения -
Длина и направление паза 10 в пластине 9 определяется графически или расчетно в следующей последовательности (фиг. 6). Определяются положения оси 11, точки 11 и 11 и положения гибочного ролика 6 с пластиной 9. Точки 11 и 11 переносятся на пластину 9, находящуюся в соответствующих им положениях. Полученные на пластине точки соединяются прямой линией, осью, так как функция s i п с. малых углов имеют зависимость близкую к прямолинейной. Полученная ось определяет направление паза 10, а точки oдлину паза.
Включается подача охлаждающей жидкости или газа в индуктор, которые проходят по трубе 21 (фиг. 3 и 4) через полую верхнюю часть неподвиж5ного корпуса 20, по верхнему гибкому диэлектрическому рукаву 22, далее через полую часть поворотного корпуса 19 в отверстия кольца-спрейера 7 подается в виде душа по всему периметру трубы, часть охлаждающей жид0кости пойдет через нижнюю часть поворотного корпуса 19, по нижнему гибкому диэлектрическому рукаву 22, через нижнюю часть неподвижного корпуса 20 по трубе 21 на слив или отвод. По не5подвижным шинам 18, гибким шинам 16, подвижным шинам 15 ток подается к кольцу-спрейеру 7, который нагревает помещённую в него трубку 4, предназначенную для гибки.
0
Применение гибочной головки с индуктором, поворачивающимся в зависимости от изменения радиуса гиба трубы, позволяет повысить качество гибки, т.е. устранить, овализацию и гоф5 .ры без использования существующих в настоящее время способов их устранения, например, применения оправок (дорнов) набивки труб наполнителем
(песок) и т.д.
0
Формула изобретения
1.Головка гибочная трубогибочного станка, содержащая корпус, каретку,
торцовый упор, направляющий и гибочный ролики, индуктор с кольцом-спрейером, отличающаяся тем, что, с целью повьЕиения качества гибки, индуктор выполнен с возможностью поворота в процессе гибки .в зависимости от радиуса гиба трубы на угол, соответствукяций соотношению s i п d 3 где DTP - наружный диаметр трубы, а R - радиус гиба, и снабжен механизмом поворота, соединенным с гибочным
5 роликом.
2.Головка по п. 1, о т л и ч а ющ а я с я тем, что токоподводящие шины индуктора разделены на поворот.ные и неповоротные и соединены между
Q собой гибкими токоподводящими шинами, а охлаждающая камера индуктора состоит из камер-поворотной и неповоротной, закрепленных на соответствующих токоподводящих шинах, и соединенных между собой гибкими диэлектрическими
рукавами для подвода и отвода охлаждающей среды.
3. Головка по п. 1, отличающая с я тем, что механизм поворота вьшолнен в виде щеки, соединенной и перемещающейся вместе с гибочным роликом, при этом на ней закреплена пластина с пазом, для размещения в нем одной из осей неподвижно закрепленной на кольце-спрейере индуктора, а другая из которых связана с кронштейном, неподвижно закрепленном на корпусе головки.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 512832, кл. В 21 D 7/02, 1974,
2 Авторское свидетельство СССР 440183, кл. В 21 D 7/02, 1972.
3. Технология гибки труб и профилей с зональным индукционным нагревом. Обзорная информация, 11-74-4, М. , 1974, с. 1-2.
/О //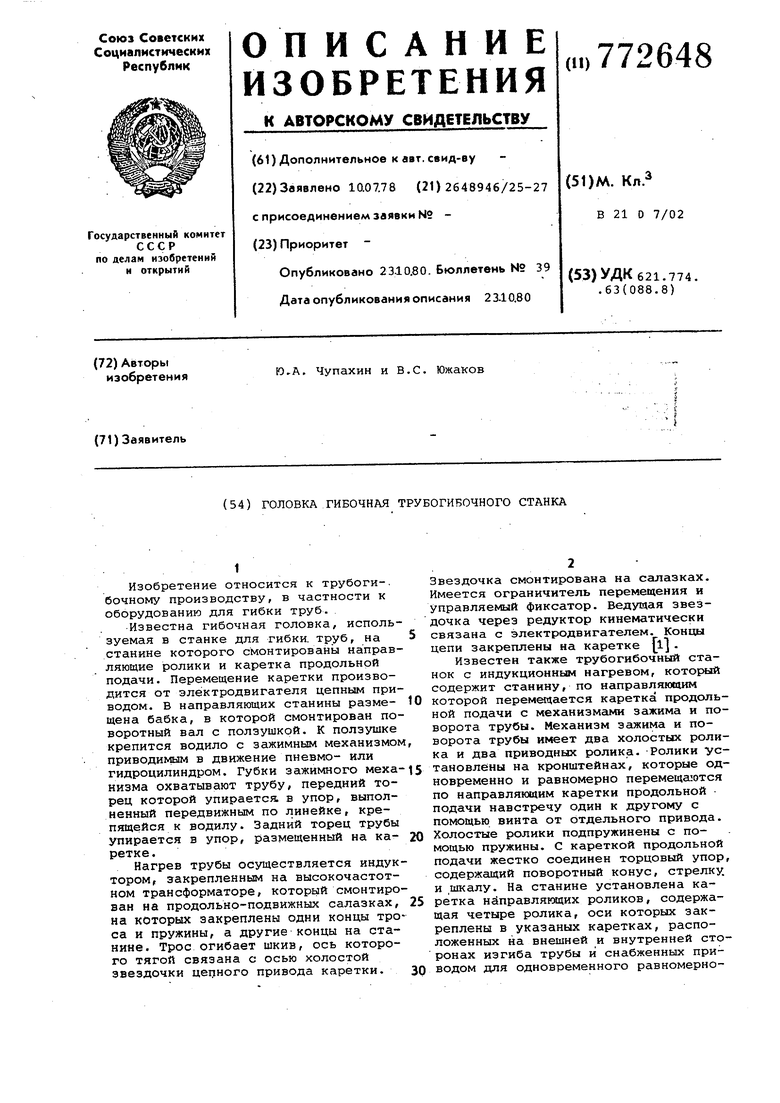
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор для зонального нагревапРи гибКЕ ТРуб и пРОфилЕй | 1978 |
|
SU827216A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 2019 |
|
RU2772761C2 |
| Станок для гибки труб | 1983 |
|
SU1171144A1 |
| Трубогибочный станок | 1975 |
|
SU659235A1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2422229C1 |
| Трубогибочный станок | 1986 |
|
SU1465149A1 |
| Трубогибочный станок с индукционным нагревом | 1976 |
|
SU676354A2 |
| Гибочный орган трубогибочного станка | 1973 |
|
SU463497A1 |