Абразивы с покрытием (шлифшкурки, гибкие шлифовальные инструменты) широко используют для проведения обработки шлифованием различных заготовок, которые могут быть изготовлены из мягких материалов, чистовая обработка поверхности которых представляет определенные трудности; а также для обработки шлифованием окрашенных поверхностей. При проведении чистовой обработки таких мягких материалов не удается использовать максимальный потенциал абразивов с покрытием по причине их преждевременного засаливания. Засаливание представляет собой коалесценцию частиц шлифовального шлама, который забивает пространства между абразивными зернами, в результате чего абразив с покрытием не может эффективно продолжать шлифование рабочей заготовки или поверхности. В инструментальной промышленности для решения указанной проблемы уже используют химические соединения, такие как мыла металлов (например, стеараты цинка и стеараты кальция), которые наносят в виде поверхностного покрытия или вводят в размерное покрытие, которое обычно называют первым калибровочным покрытием. Использование стеаратов позволяет обеспечить эффективное удаление шлифовального шлама и получить антизасаливающие характеристики. Однако стеараты металлов образуют остаток из материала с низкой поверхностной энергией на рабочей поверхности, который потенциально может создавать проблемы при последующей обработке, такие как дефекты покрытия при проведении процессов струйной окраски.
Загрязнение этим материалом с низкой поверхностной энергией может быть обнаружено при помощи измерения контактного угла воды на отшлифованной подложке. Типичной практикой для удаления такого загрязнения является очистка отшлифованной поверхности при помощи растворителя, который преимущественно полностью удаляет загрязнение, или проведение чистовой обработки при помощи материала, который не содержит стеаратов.
КРАТКОЕ ИЗЛОЖЕНИЕ ИЗОБРЕТЕНИЯ
Желательно устранить операцию очистки отшлифованной поверхности при помощи протирки растворителем, которая увеличивает время и стоимость работ. Более того, материалы, которые не содержат стеаратов, не обеспечивают надлежащую долговечность.
В соответствии с одним из вариантов осуществления настоящего изобретения на абразив, такой как абразив с покрытием или композитный абразив, наносят поверхностный (самый верхний, "сверхразмерный") слой, который содержит главным образом неорганический антизасаливающий агент, выбранный из группы, в которую входят силикаты металлов, кремнеземы, карбонаты металлов и сульфаты металлов.
Этот слой содержит главным образом неорганическую антизасаливающую добавку, а это означает, что этот слой не содержит органических компонентов, которые обычно имеются в антизасаливающих добавках, таких как металлические соли органических кислот, органофосфат, органосиликаты, органобораты и т.п. Однако это не исключает наличия отвержденного связующего компонента, который образует разбавитель, при помощи которого наносят неорганический антизасаливающий агент.
Силикаты металлов могут быть выбраны из группы, в которую входят силикаты магния, силикаты калия и алюминия, силикаты алюминия и силикаты кальция. В одном из вариантов изобретения силикаты магния включают в себя тальк, силикаты калия и алюминия включают в себя слюды, силикаты алюминия включают в себя глины, а силикаты кальция включают в себя волластонит. Кремнеземы могут быть выбраны из группы, в которую входят плавленый кварц, кварцевое стекло и осажденный аморфный кремнезем. В качестве карбоната металла может быть использован карбонат кальция.
В качестве сульфата металла может быть использован водный сульфат кальция или безводный сульфат кальция.
Антизасаливающий агент может иметь твердость по Моосу ориентировочно менее 7, а преимущественно ориентировочно менее 3. Антизасаливающий агент может иметь средний диаметр частиц ориентировочно менее 30 мкм, а преимущественно в диапазоне ориентировочно от 1 до 20 мкм. Это позволяет иметь антизасаливающий агент с достаточно мелкими частицами, что позволяет им объединяться с частицами шлифовального шлама, удаляемыми с обрабатываемой поверхности, такой как окрашенная металлическая поверхность, что предотвращает агломерацию частиц шлифовального шлама на поверхности абразива с покрытием и, следовательно, его засаливание. Это означает, что частицы антизасаливающего агента имеют такой размер, что после шлифования окрашенной поверхности с использованием абразивного гибкого инструмента (в результате чего получают шлифовальный шлам) освобождаются частицы антизасаливающего агента, которые объединяются с частицами шлифовального шлама и препятствуют их агломерации.
В соответствии с другим вариантом осуществления настоящего изобретения антизасаливающий агент сконцентрирован главным образом в самом верхнем ("сверхразмерном") слое. Например, концентрация этого агента в самом верхнем слое может составлять по меньшей мере 10 процентов по объему, а преимущественно по меньшей мере около 60 процентов по объему.
Антизасаливающий агент преимущественно диспергирован в связующем, которое представляет собой, например, термопластическую или термореактивную смолу. Термопластической смолой может быть, например, латекс, а термореактивная смола может быть выбрана из группы, в которую входят формальдегид мочевины, а также фенольные, эпоксидные, уретановые и радиационно отверждаемые системы смол.
В соответствии с настоящим изобретением предлагается также абразив, такой как абразив с покрытием или композитный абразив, который включает в себя слой подложки, имеющий первую поверхность, абразивный слой, содержащий множество абразивных частиц, расположенных на первой поверхности слоя подложки, и образованный главным образом из неорганического антизасаливающего агента слой, который расположен поверх абразивного слоя. В соответствии с одним из вариантов изобретения антизасаливающий агент расположен на отвержденном размерном покрытии.
В соответствии с настоящим изобретением предлагается также способ формирования абразива, такого как абразив с покрытием или композитный абразив, который предусматривает прикрепление множества абразивных частиц к первой поверхности слоя подложки и осаждение слоя, который содержит главным образом антизасаливающий агент, поверх абразивных частиц.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Указанные ранее и другие задачи, характеристики и преимущества изобретения будут более ясны из последующего детального описания его предпочтительных примеров, не имеющего ограничительного характера и приведенного со ссылкой на сопроводительный чертеж. Следует иметь в виду, что сопроводительный чертеж предназначен просто для пояснения принципов настоящего изобретения.
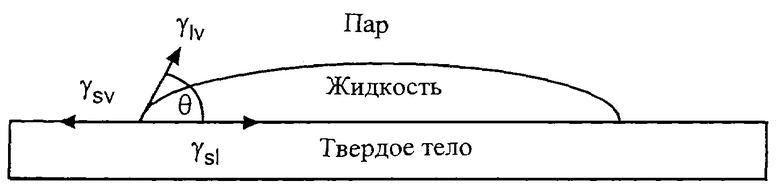
На чертеже показан контактный угол θ для твердого тела, жидкости и пара.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Абразивами с покрытием обычно называют изделия, содержащие абразивные частицы, сцепленные с опорной подложкой и которые могут быть использованы для шлифования поверхности детали при обработке абразивным инструментом.
Опорная подложка абразива с покрытием может быть жесткой, однако обычно она является гибкой и содержит полотно материала, такого как бумага, ткань, волокнистая подкладка, полимерная пленка, фибра или комбинация таких или других аналогичных материалов. В некоторых вариантах опорная подложка первоначально содержит совокупность свободных волокон, к которым добавляют абразивные частицы со связующим материалом или без него, чтобы получить абразивное полотно, имеющее абразивные частицы во всем его объеме. Совокупность свободных волокон и абразивные частицы могут быть спрессованы, если не используют клеящее связующее, или могут быть зафиксированы иным образом или отверждены в том случае, когда имеется связующее для формирования абразива с покрытием.
Абразивные частицы могут представлять собой любой материал, который позволяет производить обработку шлифованием заготовки, и обычно включают в себя песок, порошкообразный кварц, корунд, оксиды металлов, такие как оксид алюминия, оксид алюминия-циркония, глинозем, алмаз, карбид кремния, гранат, крокус, оксид железа и т.п. Абразивные частицы обычно имеют острые кромки, которые действуют в качестве средства шлифования, причем качество и количество острых кромок зависит от конкретного вида применения. Абразивные частицы могут быть введены в опорную подложку или перемешаны с ней, однако обычно их наносят на опорную подложку при помощи соответствующего связующего материала. Абразивные частицы могут быть нанесены на полотно в соответствии с определенным рисунком или же могут быть распределены случайным образом. Обычно принимают известные меры для того, чтобы абразив с покрытием имел фиксированные зерна с соответствующим распределением режущих кромок зерен в одном или в нескольких слоях.
В качестве связующего материала обычно может быть использован любой подходящий материал, который обеспечивает связь абразивных частиц с опорной подложкой и имеет надлежащую стойкость в процессе шлифования. Типичные связующие материалы представляют собой фенольные смолы, мездровые клеи, лаки, эпоксидные смолы, акрилаты, многофункциональные акрилаты, карбамидоформальдегидные полимеры, трехфункциональные уретаны, полиуретановые смолы, лаки и эмали, а также множество других материалов, которые позволяют обеспечивать сцепление абразивных частиц с опорной подложкой. Обычно производят тщательный выбор связующего материала для того, чтобы обеспечить максимальную эффективность работы абразива с покрытием в конкретном случае применения. Выбор связующего материала производят таким образом, чтобы он обладал стойкостью к размягчению и/или выгоранию при нагреве, но при этом обеспечивал адекватное сцепление.
Абразивные частицы могут быть объединены со связующим материалом и затем нанесены на опорную подложку, или же опорная подложка может быть покрыта связующим материалом, а затем на него нанесены абразивные частицы. Уже известно множество альтернативных видов опорных подложек, порошковых материалов, связующих материалов, средств нанесения абразивных частиц на опорную подложку, средств сцепления абразивных частиц и т.п., которые могут быть использованы в рамках настоящего изобретения.
Обычно при изготовлении известного абразива с покрытием на подложку (после ее предварительной обработки или без этого) наносят связующую смолу и, пока еще смола является липкой, на нее наносят абразивные частицы, после чего связующее отверждается и удерживает абразивные частицы по месту. Затем поверх абразивных частиц наносят размерное покрытие, которое содержит главным образом связующую смолу и, возможно, наполнители, шлифующие добавки и т.п. и производят отверждение этого покрытия. Первичной функцией размерного покрытия является фиксация (крепление) абразивных частиц по месту таким образом, чтобы позволить им производить шлифование заготовки без выпадения из структуры абразива с покрытием ранее истечения срока службы инструмента. В некоторых случаях наносят поверхностный слой ("сверхразмерный" слой, supersize layer) поверх слоя размерного покрытия. Задачей этого поверхностного слоя является нанесение на поверхность абразива с покрытием добавки, которая имеет специальную характеристику, такую как усиление шлифующей способности, обеспечивает смазку поверхности, обладает свойствами антистатика или, в данном случае, обладает антизасаливающими свойствами. Обычно, но не обязательно, поверхностный слой не играет никакой роли в фиксации по месту абразивных частиц в абразиве с покрытием.
Указанная добавка может быть нанесена в виде дисперсии в связующем (с последующим отверждением) или в виде жидкой дисперсии, которая просто высыхает и оставляет осадок добавки на поверхности. В одном из вариантов изобретения связующее представляет собой термопластическую или термореактивную смолу. Например, термопластической смолой может быть латекс, а термореактивная смола может быть выбрана из группы, в которую входят формальдегид мочевины, а также фенольные, эпоксидные, уретановые и радиационно отверждаемые системы смол. При использовании некоторых добавок сцепление с поверхностью может быть достигнуто без использования дисперсионной среды.
В соответствии с настоящим изобретением предлагается использовать антизасаливающие агенты, которые наносят поверх размерного покрытия, выбранные из группы, в которую входят силикаты металлов, кремнеземы, карбонаты металлов и сульфаты металлов. Силикаты металлов могут быть выбраны из группы, в которую входят силикаты магния, силикаты калия и алюминия, силикаты алюминия и силикаты кальция. В соответствии с одним из вариантов изобретения силикаты магния включают в себя тальк, силикаты калия и алюминия включают в себя слюды, силикаты алюминия включают в себя глины, а силикаты кальция включают в себя волластонит. Кремнеземы могут быть выбраны из группы, в которую входят плавленый кварц, кварцевое стекло и осажденный аморфный кремнезем. Карбонаты металлов могут включать в себя карбонат кальция. Сульфаты металлов могут включать в себя водный сульфат кальция или безводный сульфат кальция.
В соответствии с настоящим изобретением неорганический антизасаливающий агент в ходе его использования высвобождает мелкие частицы, которые покрывают мелкие частицы шлифовального шлама, образующиеся в процессе шлифования, в результате чего предотвращается агломерация и образование причиняющих беспокойство больших частиц, которые могут налипать на поверхность абразива с покрытием (этот процесс известен как "засаливание"), что снижает эффективность абразива с покрытием. В результате снижается засаливание абразива с покрытием без создания проблем, связанных с использованием обычных антизасаливающих слоев стеаратов. Отметим, что при использовании таких обычных добавок на отшлифованной поверхности создается тонкий слой материала с низкой энергией, который затрудняет проведение последующей окраски или полировки поверхности без удаления этого слоя.
Антизасаливающий агент в соответствии с настоящим изобретением является относительно мягким и имеет, например, величину твердости по Моосу ориентировочно менее 7 и преимущественно ориентировочно менее 3. В соответствии с одним из вариантов изобретения антизасаливающий агент имеет средний диаметр частиц ориентировочно менее 30 мкм и преимущественно в диапазоне ориентировочно от 1 до 20 мкм, причем более мелкие частицы материала работают лучше в качестве антизасаливающего агента.
Можно полагать, что обеспечение характеристики отсутствия засаливания связано с тем, что антизасаливающий агент предотвращает сцепление (слипание) друг с другом частиц шлифовального шлама, что уменьшает засаливание. Это позволяет получать при шлифовании мелкую пыль, в то время как без использования неорганического антизасаливающего агента образуются комья (шарики) или большие стружки шлифовального шлама, которые проникают между абразивными частицами ("засаливают" их), снижая эффективность шлифования и уменьшая срок службы абразива с покрытием. Легко можно наблюдать различие внешнего вида шлифовального шлама при проведении шлифования при помощи абразивов со стеаратами и без них.
В соответствии с настоящим изобретением концентрация антизасаливающего агента на шлифующей поверхности самого верхнего слоя составляет ориентировочно более 10 процентов по объему, а преимущественно ориентировочно более 60 процентов по объему. Это обеспечивает достаточное присутствие антизасаливающего агента для эффективного образования мелкой пыли при шлифовании и для предотвращения агломерации частиц шлифовального шлама.
Следует иметь в виду, что антизасаливающий агент может быть использован и с другими абразивами, такими как композитные (не тканые) абразивы.
Пример 1: Водный силикат магния (тальк) с различными медианными размерами частиц.
В приведенных далее примерах был использован обычный стандартный абразив с покрытием. Материалом подложки является бумага A (A-weight paper), причем формирующее и размерное покрытия содержат связующее из формальдегида мочевины.
Во всех случаях использовали абразивные частицы Р320 из оксида алюминия. На этот базовый абразив с покрытием наносили поверхностный слой, который содержит антизасаливающую добавку. Для сравнения (для контроля) в одном случае такую добавку не наносили. В другом случае наносили поверхностное покрытие, которое содержит стеарат цинка, а в трех других случаях наносили поверхностное покрытие, которое содержит водный силикат магния (тальк) с различными размерами частиц. Добавки наносили в виде дисперсии в латексе и в воде.
Абразивы с покрытием затем использовали для шлифования акриловой панели с использованием шлифовального станка двойного действия при шести рабочих контактах длительностью 2 минуты каждый. Шлифование производили при помощи круга диаметром 12.7 см (5 дюймов) при нагрузке 4.5 кг (10 фунтов). Регистрировали вес шлифовального хлама после полного времени шлифования, составляющего 12 минут, а качество шлифования определяли в процентах от веса шлифовального хлама для контрольного шлифования. Измеряли также среднюю шероховатость поверхности Ra (как арифметическое среднее). Приведенные в Таблице 1 результаты свидетельствуют о том, что тальк имеет такую же эффективность, что и обычный стеарат цинка.
Тальки типа Vertal 1500, Supreme НТ и Arctic Mist могут быть закуплены на фирме Luzenac America, Inc
Антизасаливающего Материала
Пример 2: Водный силикат магния (тальк). Supreme НТ с различными размерами частиц
В приведенных далее таблицах проведено сравнение характеристик шлифования талька Supreme НТ со стеаратом цинка и с контрольным испытанием без антизасаливающего агента для абразивов с покрытием из оксида алюминия с размером абразивных частиц Р80, Р180 и Р320 (Таблица 2, Таблица 3 и Таблица 4, соответственно). Результаты показывают, что шлифование является более эффективным при использовании антизасаливающего агента в соответствии с настоящим изобретением по сравнению с контрольным испытанием, особенно для мелких абразивных частиц.
Пример 3: Аморфный кремнезем, силикат кальция (волластонит), силикат алюминия (глина) и силикат калия и алюминия (слюда)
Был использован стандартный абразив с покрытием, имеющий абразивные частицы Р320 на подложке из А-бумаги. На этот базовый абразив с покрытием нанесли поверхностное покрытие, которое содержит антизасаливающую добавку одного из следующих материалов: аморфный кремнезем, силикат кальция (волластонит), силикат алюминия (глина) или силикат калия и алюминия (слюда). Приведенные в Таблице 5 результаты шлифования показывают, что шлифование является более эффективным при использовании антизасаливающего агента в соответствии с настоящим изобретением по сравнению с контрольным испытанием.
MN-23 представляет собой аморфный кремнезем, который может быть закуплен на фирме Eagle Pitcher. Волластонит 325 представляет собой силикат кальция, который может быть закуплен на фирме NYCO Minerals, Inc. Optiwhite представляет собой глину, которая может быть закуплена на фирме Burgess Pigment Company. Burgess 17 представляет собой глину, которая может быть закуплена на фирме Burgess Pigment Company. Mica 325 представляет собой слюду, которая может быть закуплена на фирме Oglebay Norton Specialty Minerals.
Пример 4: Сульфат кальция (безводный и водный)
Был использован стандартный абразив с покрытием, имеющий абразивные частицы Р320 на подложке из А-бумаги. На этот базовый абразив с покрытием нанесли поверхностное покрытие, которое содержит антизасаливающую добавку сульфата кальция (безводного или водного). Приведенные в Таблице 6 результаты шлифования показывают, что шлифование является более эффективным при использовании антизасаливающего агента в соответствии с настоящим изобретением по сравнению с контрольным испытанием.
SNOW WHITE представляет собой безводный сульфат кальция, который может быть закуплен на фирме United States Gypsum Company
TERRA ALBA представляет собой водный сульфат кальция, который может быть
закуплен на фирме United States Gypsum Company.
Пример 5: Контактный угол воды обработанных шлифованием и окрашенных панелей
Была проведена обработка шлифованием панелей при помощи имеющих зерно Р320 абразивов с покрытием, описанных в Примерах 1-4, причем использовали одинаковые методики шлифования для всех абразивов с покрытием. Каплю воды помещали на каждую из только что отшлифованных панелей, а также на панель, которая не подвергалась шлифованию. Измеряли контактный угол θ, показанный на чертеже, который представляет собой угол между поверхностью жидкости и поверхностью твердой плоскости у линии контакта. Больший контактный угол свидетельствует о меньшем смачивании. Приведенные в Таблице 7 результаты четко показывают, что панель после шлифования при помощи абразива с покрытием в соответствии с настоящим изобретением имеет главным образом такой же или меньший контактный угол, чем панель после шлифования при помощи абразива с покрытием без антизасаливающего слоя. Абразив с покрытием, имеющий обычный антизасаливающий слой из стеарата цинка (что приводит к образованию осадка с низкой поверхностной энергией), имеет очень большой контактный угол. Следствием этого является плохое смачивание поверхности нанесенной краской, что ведет к появлению поверхностных дефектов.
Контактный угол воды на панели без шлифования составляет 69 градусов.
Несмотря на то, что настоящее изобретение было описано со ссылкой на предпочтительные варианты его осуществления, совершенно ясно, что в него специалистами в данной области могут быть внесены изменения и дополнения, которые не выходят однако за рамки приведенной далее формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2280665C2 |
| СТРУКТУРИРОВАННЫЕ АБРАЗИВЫ СО СЦЕПЛЕННЫМИ ФУНКЦИОНАЛЬНЫМИ ПОРОШКАМИ | 1998 |
|
RU2173251C1 |
| АНТИЗАСАЛИВАЮЩИЕ КОМПОЗИЦИИ, АБРАЗИВНЫЕ ИЗДЕЛИЯ, СОДЕРЖАЩИЕ АНТИЗАСАЛИВАЮЩИЕ КОМПОЗИЦИИ, И СПОСОБ ВЫБОРА АНТИЗАСАЛИВАЮЩИХ КОМПОЗИЦИЙ | 2004 |
|
RU2318649C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОГО ИЗДЕЛИЯ И ШЛИФОВАЛЬНОЕ ИЗДЕЛИЕ С ПОКРЫТИЕМ | 1997 |
|
RU2169068C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ | 2006 |
|
RU2361719C2 |
| СПОСОБ ГЛУБОКОЙ ПЕЧАТИ ДЛЯ ПОЛУЧЕНИЯ АБРАЗИВНЫХ ПОВЕРХНОСТЕЙ С НАНЕСЕННЫМ РЕЛЬЕФОМ | 1997 |
|
RU2173631C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2358854C1 |
| СПОСОБЫ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2376128C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИЗДЕЛИЯ С ПОКРЫТИЕМ | 2005 |
|
RU2343067C2 |
| СШИВАЕМАЯ КОМПОЗИЦИЯ ДЛЯ АБРАЗИВНОГО ИЗДЕЛИЯ, СПОСОБ ЕЕ СШИВАНИЯ И СШИТАЯ СМОЛА | 2006 |
|
RU2415890C1 |
Изобретение относится к гибким шлифовальным инструментам. В изобретении предложен абразив с поверхностным слоем, который главным образом включает в себя неорганический антизасаливающий агент, выбранный из группы, в которую входят силикаты металлов, кремнеземы, карбонаты металлов и сульфаты металлов. Силикаты металлов могут быть выбраны из группы, в которую входят силикаты магния, силикаты калия и алюминия, силикаты алюминия и силикаты кальция. В соответствии с одним из вариантов изобретения силикаты магния включают в себя тальк, силикаты калия и алюминия включают в себя слюды, силикаты алюминия включают в себя глины, а силикаты кальция включают в себя волластонит. Кремнеземы могут быть выбраны из группы, в которую входят плавленый кварц, кварцевое стекло и осажденный аморфный кремнезем. Карбонаты металлов могут включать в себя карбонат кальция. Сульфаты металлов могут включать в себя водный сульфат кальция или безводный сульфат кальция. Использование изобретения позволяет улучшить качество обработки окрашенных, загрязнённых и т.п. поверхностей. 3 н. и 27 з.п. ф-лы, 1 ил., 7 табл.
(a) слой подложки;
(b) абразивный слой, имеющий множество абразивных частиц, расположенных на поверхности слоя подложки; и
(c) слой, который состоит главньм образом из термопластической или термореактивной смолы и неорганического антизасаливающего агента, причем этот слой расположен поверх абразивного слоя.
| DE 3111232 A1, 30.09.1982 | |||
| US 5914299 A, 22.06.1999 | |||
| Масса для изготовления абразивного инструмента | 1988 |
|
SU1542789A1 |

