Изобретение относится к производству электрошлакового металла и может быть использовано для получения электрошлакового металла, электрошлаковой сварки металла, электрошлаковой наплавки.
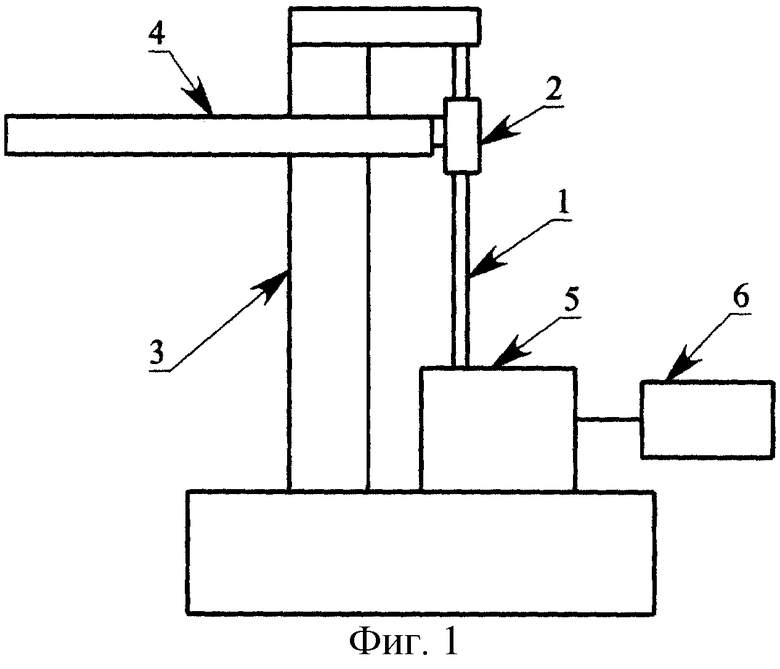
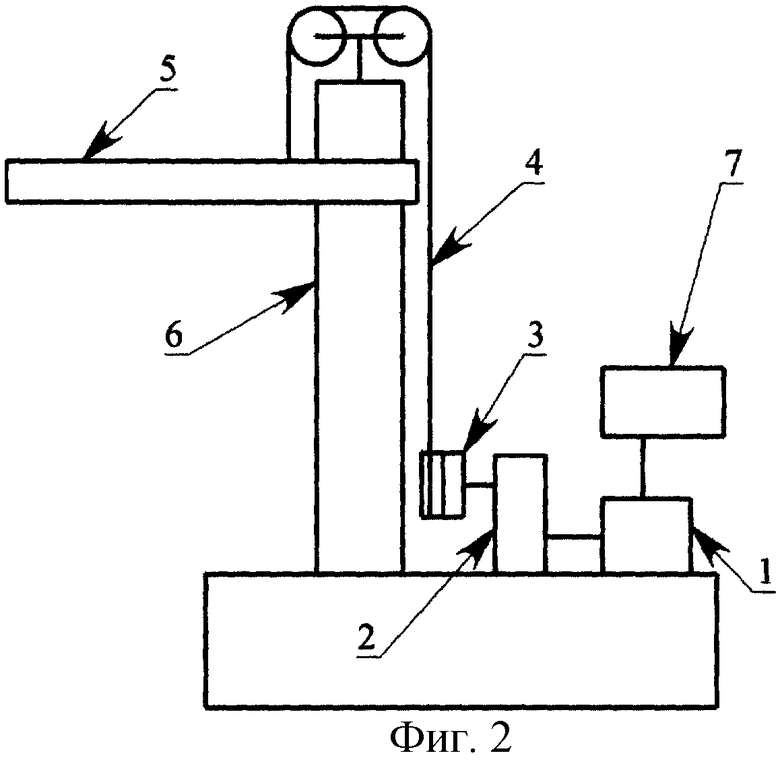
Известные установки для электрошлакового переплава, сварки и наплавки подразделяются на два вида, по типу используемого вида привода электрода - механические с помощью винта (фиг.1) и блочно-тросовые (фиг.2).
Установки первого типа содержат винт 1 и гайку 2, при этом винт 1 устанавливается на колонне 3, а гайка 2 - на подвижном механизме - электрододержателе 4, при этом винт связан через редуктор (условно не показан) с электродвигателем 5 постоянного тока с тахогенератором. Причем электродвигатель 5 связан с блоком управления 6 "пропорционального" типа, при этом двигатель постоянного тока выполняет роль движителя с переменной скоростью, а тахогенератор выполняет роль датчика обратной связи по скорости. Перемещая электрод (установленный в электрододержатель) вверх или вниз, двигатель постоянного тока задает, таким образом, величину тока, проходящего через электрод, шлак и жидкий металл. Величина тока определяется технологическими задачами электрошлакового процесса и задается оператором. Задача электродвигателя с помощью тахогенератора и электросхем - поддерживать заданный ток электрошлакового процесса на заданном уровне. Таким образом, роль движителя играет электродвигатель, электросхема сравнивает заданный ток с реальным, тахогенератор выполняет роль обратной связи, винт передает вращение, гайка преобразует вращение в поступательное движение.
Недостатками данной схемы являются:
1. Быстрый износ гайки, так как пара винт-гайка работает в абразивной среде под большой нагрузкой и с коэффициентом полезного действия менее 50% (для самоторможения), что приводит к увеличению мощности электродвигателя, а это приводит к значительной инерционности системы за счет увеличения момента инерции якоря электродвигателя.
2. Малый коэффициент перекрытия подачи электрода. Это отношение максимальной скорости движения электрода к минимальной скорости. Это приводит к значительному увеличению времени замены электрода, а также уменьшению скорости реакции привода на изменение условий плавки. Для увеличения коэффициента перекрытия подачи электрода необходимо увеличить мощность электродвигателя, что приводит к увеличению его инерционности.
3. Система обратной связи, осуществляемая через тахогенератор, приводит к раскачиванию привода и возникновению автоколебаний, при некоторых режимах плавки, что приводит к уменьшению коэффициента полезного действия плавильного агрегата, к увеличению износа пары винт-гайка и значительному ухудшению начала процесса плавки.
Установки второго типа, использующие блочно-тросовую схему движения электрода, содержат электродвигатель 1 постоянного тока с тахогенератором, при этом электродвигатель 1 связан через редуктор 2 с тросовый барабаном 3. На тросовом барабане 3 намотан трос 4, который связан с электрододержателем 5, установленным на колонне 6. Причем электродвигатель 1 также связан с блоком управления 7 "пропорционального" типа. Недостатки данной схемы:
1. Наличие троса приводит к некоторому его растягиванию, что приводит к неоднозначному положению электрода и, как следствие, - к увеличению или уменьшению тока плавки.
2. Наличие тахогенератора на электродвигателе для обратной связи и упругость троса приводит к возникновению автоколебаний, при некоторых режимах плавки, которые в свою очередь приводят к значительным колебаниям тока плавки, что приводит к уменьшению коэффициента полезного действия и технологических условий плавки, сварки и наплавки.
Задачей изобретения является улучшения технологических параметров и режимов электрошлакового процесса, увеличение коэффициента полезного действия установки, а также упрощение ее конструкции, системы привода и блока управления.
Поставленная задача решается за счет того, что установка электрошлакового переплава, сварки и наплавки, содержащая электрододержатель, установленный на колонне, электродвигатель, блок управления, при этом она снабжена блоком управления “импульсного” типа, обеспечивающего безынерционное перемещение электрододержателя гидроцклиндром, соединенным с электрододержателем, гидростанцией и, по меньшей мере, двумя клапанами с электрическим управлением - клапаном подачи жидкости в гидроцилиндр и клапаном слива жидкости из гидроцилиндра, соединенными с блоком управления “импульсного” типа.
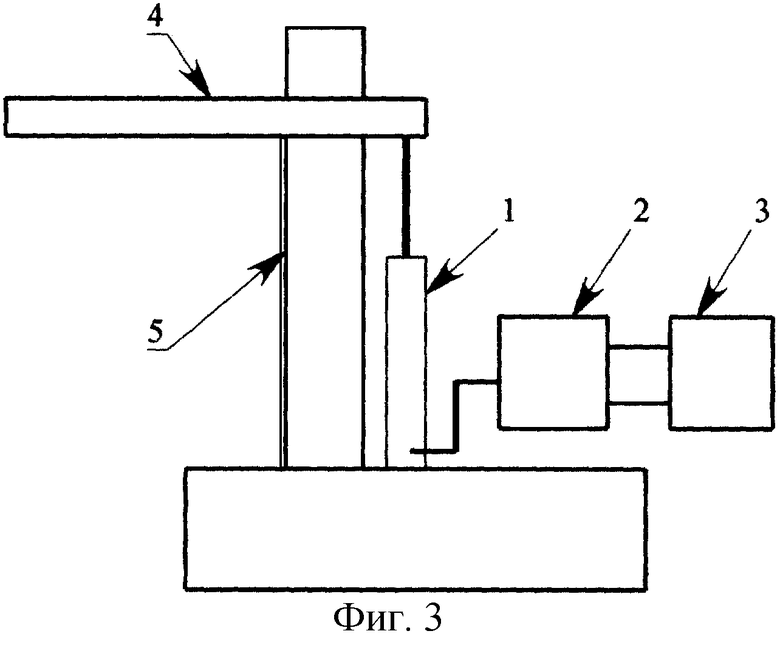
Принципиальная схема установки электрошлакового переплава металлов показана на фиг.3.
Установка электрошлакового переплава металлов содержит гидроцилиндр 1, блок управления 2, гидростанцию 3 с асинхронным двигателем, гидронасосом и клапаном, регулирующим давление (условно не показаны), при этом металлические маслопроводы гидростанции соединены с блоком управления 2 и гидроцилиндром 1. Установка также содержит электрододержатель 4, установленный на колонне 5. Блок управления 2 представляет собой собой электронную схему управления электроклапанами и электроклапана - электроклапан подачи жидкости в гидроцилиндр и электроклапан слива жидкости из гидроцилиндра, а также золотники ручного управления - регулируемые золотник расхода подачи жидкости в гидроцилиндр и регулируемый золотник расхода слива жидкости из гидроцилиндра (условно не показаны). Гибкими маслопроводами соединен блок управления 2 с гидроцилиндром 1.
Работа установки электрошлакового переплава осуществляется следующим образом.
Гидростанции 3 с помощью асинхронного двигателя и гидронасоса создает давление жидкости и регулирует его клапаном, регулирующим давление, после чего через блок управления 2 подает в гидроцилиндр 1. При этом возможны два режима работы - автоматический и ручной. В автоматическом режиме электронная схема блока управления 2 автоматически поддерживает заданные технологические режимы, а именно электронная схема осуществляет импульсное управление электроклапанами блока управления 2, что обеспечивает, при срабатывании электроклапана подачи жидкости в гидроцилиндр, импульсную подачу порции жидкости в гидроцилиндр и безынерционный (в практическом плане) подъем электрододержателя на уровень, определяемый временем открытия электроклапана подъема (длительностью импульса открывания поданного с электросхемы) и давлением жидкости. При срабатывании электроклапана слива жидкости из гидроцилиндра аналогично происходит опускание электрододержателя на уровень, определяемый в конечном итоге длительностью соответствующего импульса схемы управления. Таким образом, схема управления обеспечивает импульсное управления электроклапанами - подачи и слива жидкости, что значительно более точно позволяет поддерживать технологические режимы и увеличить коэффициент полезного действия установки. Длительность импульсов и частота их следования задаются схемой управления в соответствии с режимом работы установки, причем в ручном режиме длительность открытия того или иного электроклапана определяется временем ручного включения данного электроклапана, например путем нажатия на соответствующую кнопку схемы управления, а управление скоростью подъема электрододержателя осуществляется ручным регулируемым золотником подачи жидкости в гидроцилиндр и полным давлением гидростанции. Скорость опускания регулируют ручным регулируемым золотником слива жидкости из гидроцилиндра.
Одно из главных преимуществ гидросистем заключается в том, что благодаря несжимаемости жидкости, перемещение электрододержателя осуществляется безынерционно, что позволяет устранить недостатки винтовых и тросовых схем.
Источники информации:
1. Под. ред. Патона Б.Е. и Медовара Б.И., "Электрошлаковый металл", 1981 г. с.679.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА УПРАВЛЕНИЯ ЭЛЕКТРОДОДЕРЖАТЕЛЕМ С ЭЛЕКТРОДОМ УСТАНОВКИ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА, СВАРКИ И НАПЛАВКИ | 2010 |
|
RU2468102C2 |
| Способ изготовления биметаллического электрода путем электрошлаковой наплавки | 2016 |
|
RU2661322C2 |
| УСТАНОВКА ЭШП | 2015 |
|
RU2645164C2 |
| УСТАНОВКА ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА И СПОСОБ ЕЕ УПРАВЛЕНИЯ | 2011 |
|
RU2486264C2 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 1993 |
|
RU2062802C1 |
| ПЕЧЬ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 2009 |
|
RU2424337C2 |
| УСТРОЙСТВО РЕГУЛИРОВАНИЯ СКОРОСТИ ПЛАВЛЕНИЯ РАСХОДУЕМОГО ЭЛЕКТРОДА ПРИ ЭЛЕКТРОШЛАКОВОМ ПЕРЕПЛАВЕ | 1996 |
|
RU2090636C1 |
| Установка для электрошлакового переплава металлизированных окатышей | 1990 |
|
SU1712437A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА | 2018 |
|
RU2727740C2 |
| Способ получения полой заготовки методом электрошлакового переплава с использованием порошка висмута | 2017 |
|
RU2656915C1 |
Изобретение относится к производству электрошлакового металла и может быть использовано для получения электрошлакового металла, электрошлаковой сварки металла, электрошлаковой наплавки. Установка содержит электрододержатель, установленный на колонне, электродвигатель, блок управления. Она снабжена блоком управления импульсного типа, обеспечивающего безынерционное перемещение электрододержателя, гидроцилиндром, соединенным с электрододержателем, гидростанцией и, по меньшей мере, двумя клапанами с электрическим управлением - клапаном подачи жидкости в гидроцилиндр и клапаном слива жидкости из гидроцилиндра, соединенными с блоком управления импульсного типа. Изобретение позволяет улучшить режим электрошлакового процесса, увеличить коэффициент полезного действия установки, а также упростить ее конструкцию, систему привода и блока управления. 3 ил.
Установка электрошлакового переплава, сварки и наплавки, содержащая электрододержатель, установленный на колонне, электродвигатель, блок управления, отличающаяся тем, что она снабжена блоком управления импульсного типа, обеспечивающего безинерционное перемещение электрододержателя, гидроцилиндром, соединенным с электрододержателем, гидростанцией и, по меньшей мере, двумя клапанами с электрическим управлением - клапаном подачи жидкости в гидроцилиндр и клапаном слива жидкости из гидроцилиндра, соединенными с блоком управления импульсного типа.
| МЕДОВАР Б.И | |||
| и др | |||
| Электрошлаковый металл | |||
| Киев, “Наукова думка”, 1981, с.679 | |||
| Механизм подачи расходуемых электродов плавильных печей | 1976 |
|
SU598941A1 |
| Установка для электрошлакового переплава | 1974 |
|
SU505310A1 |
| Установка для электрошлакового переплава металлизированных окатышей | 1990 |
|
SU1712437A1 |

