Изобретение относится к производству электрошлакового металла и может быть использовано для электрошлаковой сварки металла, электрошлаковой наплавки.
Известные установки для электрошлакового переплава, сварки металла и наплавки подразделяются на три вида, по типу используемого вида привода электрода: механические - с использованием привода в виде винта, блочно-тросовые и гидравлические.
Установки первого типа (Электрошлаковый металл, - под. ред. Патона Б.Е. и Медовара Б.И., 1961 г., с.126) содержат винт и гайку, при этом винт установлен на колонне, а гайка - на подвижном механизме - электрододержателе, причем винт связан через редуктор с электродвигателем постоянного тока с тахогенератором. Электродвигатель связан с блоком управления "пропорционального" типа и выполняет роль двигателя с переменной скоростью, а тахогенератор выполняет роль датчика обратной связи по скорости перемещения электрода. Перемещая электрод, установленный в электрододержатель, верх или вниз, двигатель постоянного тока задает таким образом величину тока, проходящего через электрод, шлак и жидкий металл. Величина тока определяется технологическими задачами электрошлакового процесса и задается оператором. Задача электродвигателя с помощью тахогенератора и блока управления - поддерживать заданный ток электрошлакового процесса на заданном уровне. Таким образом, роль движителя играет электродвигатель, блок управления сравнивает заданный ток с реальным, тахогенератор выполняет роль обратной связи, винт передает вращение, гайка преобразует вращение в поступательное движение.
Недостатками данной установки являются:
- быстрый износ гайки;
- малый коэффициент перекрытия подачи электрода;
- возникновение автоколебаний при некоторых режимах плавки, что приводит к уменьшению коэффициента полезного действия плавильного агрегата.
Установки второго типа, использующие блочно-тросовую схему движения электрода, (Электрошлаковый металл, - под. ред. Патона Б.Е. и Медовара Б.И., 1961 г., с.126.), содержат электродвигатель постоянного тока с тахогенератором, при этом электродвигатель связан через редуктор с тросовым барабаном, на котором намотан трос, связанный с электрододержателем, установленным на колонне.
Недостатки установок подобного типа состоят в следующем:
- растягивание троса приводит к неоднозначному положению электрода и, как следствие, к увеличению или уменьшению тока плавки;
- значительные колебания тока плавки приводят к уменьшению коэффициента полезного действия установки.
Известна также гидравлическая установка электрошлакового переплава, сварки и наплавки металлов, содержащая электрододержатель, установленный на колонне, электродвигатель, блок управления импульсного типа, обеспечивающий безынерционное перемещение электрододержателя гидроцилиндром, соединенным с электрододержателем, гидростанцией и, по меньшей мере, двумя клапанами с электрическим управлением - клапаном подачи жидкости в гидроцилиндр и клапаном слива жидкости из гидроцилиндра, соединенными с блоком управления импульсного типа (патент RU №2247163, МПК С22В 9/187, В23К 25/00).
Основные недостатки данной установки заключаются в невысокой производительности и влиянии человеческого фактора на процесс плавки, что может привести к сбою в работе устройства и выходу его из строя.
Техническим результатом изобретения является устранение указанных недостатков, а именно: повышение надежности работы устройства и его производительности путем устранения влияния человеческого фактора на процесс плавки.
Указанный технический результат достигается за счет того, что система управления электрододержателем с электродом установки электрошлакового переплава, сварки и наплавки, установленным на колонне, содержащая гидроцилиндр, блок управления, обеспечивающий безынерционное перемещение электрододержателя гидроцилиндром, соединенным с электродержателем, гидростанцию и маслопроводы с клапанами с электрическим управлением - клапаном подачи масла в гидроцилиндр и клапаном слива масла из гидроцилиндра, согласно изобретению она снабжена контроллером и маслопроводом с двухсторонним электроклапаном, соединенным с гидроцилиндром, при этом контроллер выполнен с возможностью подачи сигналов на клапаны с электрическим управлением и электроклапан.
Сущность технического решения поясняется чертежами, где на фиг.1 изображена принципиальная схема системы управления электрододержателем с электродом установки электрошлакового переплава, сварки и наплавки металлов, а на фиг.2 - принципиальная гидравлическая схема.
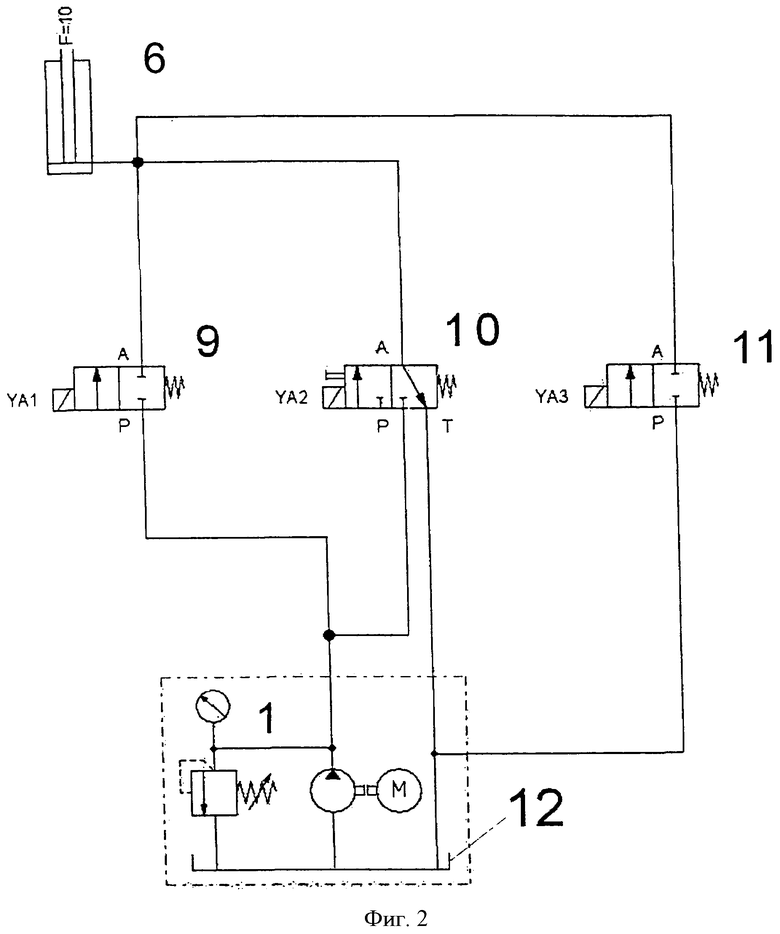
Система управления электрододержателем с электродом установки электрошлакового переплава, сварки и наплавки металлов содержит гидростанцию 1, маслопроводы 2 с клапанами с электрическим управлением - клапаном подачи масла в гидроцилиндр и клапаном слива масла из гидроцилиндра, блок управления 3, содержащий контроллер 4, маслопровод 5 с двухсторонним электроклапаном, соединенным с гидроцилиндром 6, связанным с электрододержателем 7, установленным на колонне 8.
Один из маслопроводов снабжен клапаном 9 с электрическим управлением подачи масла в гидроцилиндр, другой - двусторонним электроклапаном 10 подачи и слива и третий маслопровод - клапаном с электрическим управлением 11 слива масла из гидроцилиндра 6 в бачок 12 гидростанции 1.
Работа системы управления электрододержателем с электродом установки электрошлакового переплава, сварки и наплавки осуществляется следующим образом.
Электрошлаковый переплав, для осуществления которого предназначена данная система управления электродержателем с электродом установки электрошлакового переплава, сварки и наплавки, производится при заданном значении тока, подаваемого на электрод, установленный в электрододержателе 7. Качество электрошлакового переплава напрямую зависит от точности поддержания заданного значения тока и допустимого отклонения от номинала.
Если реальная величина тока находится в пределах допустимого, а время этого отклонения меньше 1 сек, оба клапана с электрическим управлением (9 и 11), а также двусторонний электроклапан 10 остаются закрытыми. Электрод при этом остается неподвижным и осуществляется процесс электрошлакового переплава.
В случае, если реальное значения тока больше допустимого, а время более 1 сек, контроллером подается импульсный сигнал на клапан с электрическим управлением 9 подачи масла в гидроцилиндр 6, который приподнимает электрододержатель 7 с установленным в нем электродом и тем самым восстанавливает заданное значение тока.
Если величина отклонения реального значения тока меньше допустимого, а время больше 1 сек, контроллер подает импульсный сигнал на клапан с электрическим управлением 11 слива масла из гидроцилиндра 6. При этом электрододержатель 7 с установленным в нем электродом опускается и тем самым также восстанавливает заданное значение тока.
В случае, если реальное значение тока будет значительно превышать заданное, т.е. значение отклонения будет соизмеримо с последним, то контроллер подаст сигнал одновременно на два клапана: клапан подачи масла 9 и двусторонний электроклапан 10 подачи и слива масла в режиме подачи. При этом электрододержатель 7 с установленным в нем электродом резко поднимется вверх и восстановит заданное значение тока.
В случае, если реальное значение тока будет значительно меньше заданного, то контроллер подаст сигнал также одновременно на два клапана: клапан с электрическим управлением 11 сброса масла и двусторонний электроклапан 10 подачи и слива масла в режиме слива. При этом электрододержатель 7 с установленным в нем электродом резко опустится вниз и восстановит заданное значение тока.
Заявляемое техническое решение обеспечивает надежную работу установки путем исключения влияния человеческого фактора и позволяет увеличить производительность электрошлакового переплава, сварки и наплавки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА, СВАРКИ И НАПЛАВКИ МЕТАЛЛОВ | 2002 |
|
RU2247163C2 |
| Способ изготовления биметаллического электрода путем электрошлаковой наплавки | 2016 |
|
RU2661322C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА ДЛЯ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 1990 |
|
RU2011320C1 |
| Установка для электрошлакового переплава металлов и сплвов | 1968 |
|
SU295464A1 |
| Установка для электрошлакового переплава металлизированных окатышей | 1990 |
|
SU1712437A1 |
| Устройство для предотвращения опрокидывания мобильной машины | 1988 |
|
SU1562207A1 |
| Устройство для электрошлаковой сварки, наплавки и переплава | 1985 |
|
SU1731536A1 |
| Способ добычи высоковязкой нефти на малых глубинах и устройство для его осуществления | 2020 |
|
RU2754247C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 1993 |
|
RU2062802C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ НА ЗАГОТОВКУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2730360C1 |
Изобретение относится к производству электрошлакового металла и может быть использовано для электрошлаковой сварки металла, электрошлаковой наплавки. Технический результат - повышение надежности работы установки путем исключения влияния человеческого фактора и увеличение производительности. Система управления электрододержателем с электродом установки электрошлакового переплава, сварки и наплавки содержит гидроцилиндр, блок управления, обеспечивающий безынерционное перемещение электрододержателя гидроцилиндром, соединенным с электродержателем, гидростанцию и маслопроводы с клапанами с электрическим управлением - клапаном подачи масла в гидроцилиндр и клапаном слива масла из гидроцилиндра. Система снабжена контроллером и маслопроводом с двухсторонним электроклапаном, соединенным с гидроцилиндром, при этом контроллер выполнен с возможностью подачи сигналов на клапаны с электрическим управлением и электроклапан. 2 ил.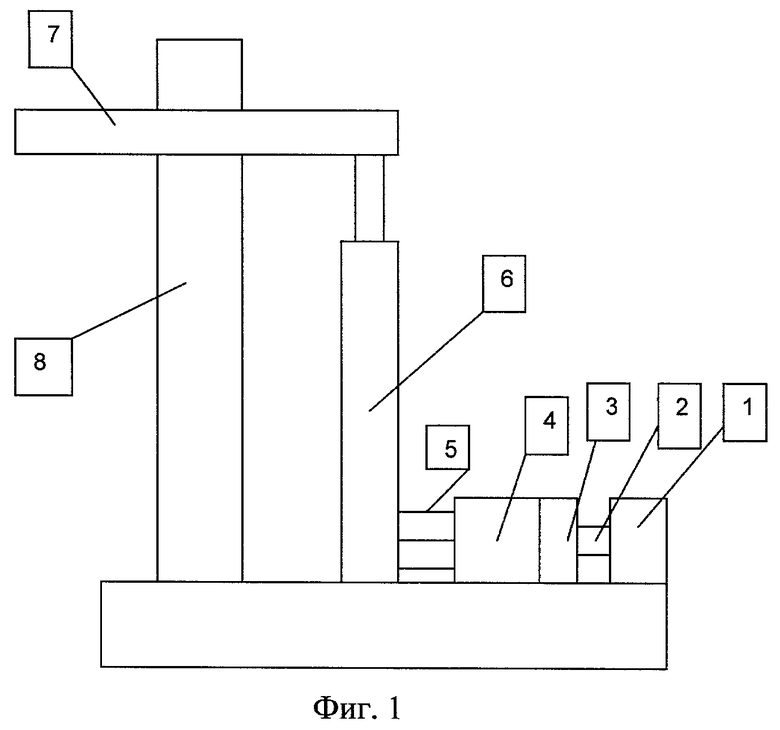
Система управления электрододержателем с электродом установки электрошлакового переплава, сварки и наплавки, установленным на колонне, содержащая гидроцилиндр, блок управления, обеспечивающий безынерционное перемещение электрододержателя гидроцилиндром, соединенным с электродержателем, гидростанцию и маслопроводы с клапаном с электрическим управлением подачи масла в гидроцилиндр и клапаном с электрическим управлением слива масла из гидроцилиндра, отличающаяся тем, что она снабжена контроллером и маслопроводом с двухсторонним электроклапаном, соединенным с гидроцилиндром, при этом контроллер выполнен с возможностью подачи сигналов на упомянутые клапаны с электрическим управлением и двухсторонний электроклапан.
| УСТАНОВКА ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА, СВАРКИ И НАПЛАВКИ МЕТАЛЛОВ | 2002 |
|
RU2247163C2 |
| Механизм подачи расходуемых электродов плавильных печей | 1976 |
|
SU598941A1 |
| Установка для электрошлакового переплава | 1974 |
|
SU505310A1 |
| Установка для электрошлакового переплава металлизированных окатышей | 1990 |
|
SU1712437A1 |
| Устройство для защиты сварщика от поражения электрическим током | 1985 |
|
SU1263468A1 |

