Изобретение относится к области электрометаллургии, а именно к специальным процессам электроплавки.
Известен способ получения полой заготовки методом электрошлаковой прошивки (Электрошлаковый переплав / Клюев М.М., Волков С.Е. – М.: Издательство «Металлургия», 1984, 208 с., с.22).
В качестве ближайшего аналога выбран способ получения полого слитка (заготовки) электрошлаковым переплавом (ЭШП) с вращением электрода относительно своей оси (RU 2413016, С22В 9/18, опубл. 27.02.2011).
В способе осуществляют вертикальную наплавку в водоохлаждаемый кристаллизатор расходуемого электрода с одновременной подачей прошивающего дорна через отверстие в поддоне. Расходуемый электрод на протяжении всего процесса переплава вращают вокруг своей оси со скоростью, обеспечивающей доставку капель электродного металла по радиальной траектории на периферию шлаковой и жидкометаллической ванн за пределы подэлектродной зоны. Изобретение позволяет повысить качество получаемых полых слитков за счет исключения попадания в металл неметаллических частиц и исключения износа прошивающего дорна.
Недостатком данного способа является сложность и дороговизна изготавливаемой конструкции, так как реализация данного метода осуществляется благодаря использованию медных водоохлаждаемых элементов, а именно поддона и прошивающего дорна. Вторым минусом предлагаемого способа является то, что использование механизма подъема прошивающего дорна и механизма вращения электрода без увеличения размеров станины, по которой перемещается каретка с электрододержателем, повлечет за собой уменьшение длины переплавляемого электрода, что впоследствии повлияет и на размеры конечного слитка. Увеличение длины станины не всегда возможно вследствие ограниченной высоты помещения. Кроме конструктивных минусов, к минусам также можно отнести сложность вычисления зависимостей скоростей вращения двигателей, отвечающих за подъем прошивающего дорна, опускание переплавляемого электрода и скорости вращения электрода при переходе на другой типоразмер переплавляемого электрода. Также переход на другой типоразмер электрода повлечет за собой и внесение изменений в конструкцию прошивающего дорна.
Задачей изобретения является снижение сложности технологического процесса и себестоимости продукции за счет получения полой заготовки путем подачи порошка висмута, который обладает более высокой плотностью и более низкой температурой плавления относительно переплавляемого металла, в ванну расплавленного шлака с последующим удалением данного элемента из полой заготовки в нагревательной печи.
Указанная задача решается тем, что во время проведения процесса электрошлакового переплава в жидкую шлаковую ванну подают порошок висмута. Данный порошок предварительно просеивают до фракции размером не более 3 мм, что позволяет избежать попадания крупных кусков в ванну жидкого шлака. Также порошок перед подачей предварительно прокаливают при температуре 150°С, в течение 3-х часов, что позволяет полностью избежать попадания влаги в ванну жидкого шлака, а также снизить градиент температур, при снижении температуры прокаливания не произойдет полного удаления влаги, а при повышении температуры может произойти частичное расплавление порошка висмута.
В процессе проведения электрошлакового переплава порошок оплавляется вместе с электродом, подача порошка осуществляется в ходе всего процесса переплава, однако благодаря тому, что висмут обладает более высокой плотностью относительно переплавляемого металла, он осаждается в центре заготовки под действием сил гравитации, а высокая скорость кристаллизации жидкого металла при электрошлаковом переплаве не позволяет ему распространиться по всему телу слитка. После завершения процесса плавки заготовка помещается в нагревательную печь, и подвергается термической обработке при температуре 300°С в течение 2-х часов, и охлаждается с печью. Предварительно на подину нагревательной печи устанавливается емкость с упорами, на которой заготовка располагается горизонтально. В процессе проведения термической обработки при данной температуре места скопления висмута расплавляются, висмут вытекает из заготовки в емкость, образуя полость с крупной пористостью внутри тела заготовки. Однако после проведения данной термообработки, отожженная заготовка легче подвергается механической обработке, а крупная пористость способствует механической обработке внутренней стенки получаемой заготовки без больших потерь металла.
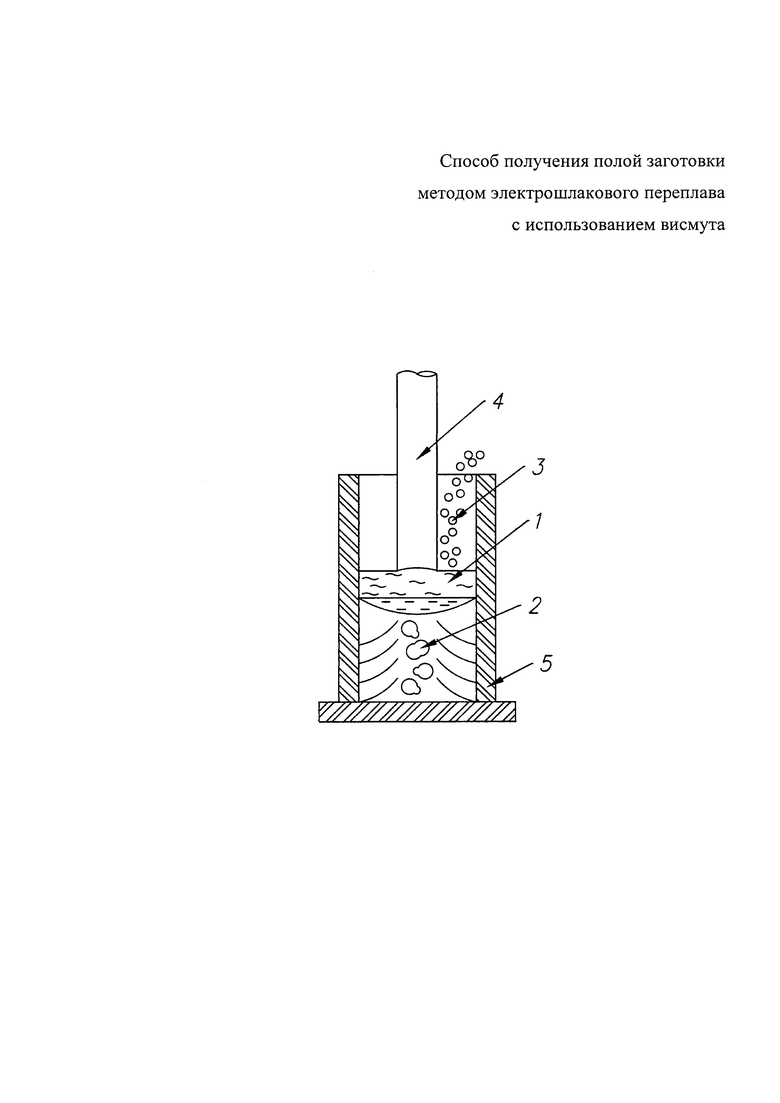
Сущность данного способа иллюстрируется схемой (фиг.), где 1 – ванна жидкого шлака, 2 – закристаллизовавшаяся легкоплавкая фаза, 3 – порошок висмута, 4 – переплавляемый электрод, 5 – кристаллизатор.
Пример осуществления способа
Процесс получения полой заготовки проводился на установке А 550. В качестве переплавляемого металла использовалась ст.20. Длина сплавляемой части переплавляемого электрода – 72 см, а его диаметр - 40 мм. Порошок висмута был просеян до фракции размером не более 3 мм и прокален при температуре 150°С в течение трех часов, что позволило полностью удалить влагу и не привело к расплавлению порошка висмута. Подача порошка висмута осуществлялась после образования жидкой ванны металла на протяжении всей плавки равными порциями, общее количество поданного порошка висмута составило 0,8 кг.
Процесс электрошлакового переплава проводили с использованием флюса АНФ-6 в количестве 0,9 кг. Флюс предварительно подвергался прокаливанию при температуре 400°С в течение 3-х часов для удаления из него остаточной влаги.
Плавка проводилась на токе (1,2 кА), что способствует меньшему угару висмута. Продолжительность плавки составила 11 минут. Длина полученной заготовки составила 140 мм, а его диаметр 90 мм. После того как заготовка была изъята из кристаллизатора, она была подвергнута термической обработке при температуре 300°C в течение 2-х часов, в ходе которой была удалена легкоплавкая фаза. После проведения всех этапов данной технологии наблюдается крупная пористость в центре заготовки, что является положительным фактором для механической обработки при изготовлении полых заготовок.
Предлагаемый способ позволяет упростить технологический процесс получения полых заготовок методом электрошлакового переплава за счет использования легкоплавкой фазы, в роли которой выступает порошок висмута без использования дополнительного оборудования, и тем самым снизить себестоимость продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения полой заготовки методом электрошлакового переплава на твердом старте | 2017 |
|
RU2660495C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОГО СЛИТКА ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ | 2009 |
|
RU2413016C1 |
| ЭЛЕКТРОШЛАКОВАЯ ПЕЧЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛОГО СЛИТКА | 2013 |
|
RU2533579C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ ВЫПЛАВКИ СТАЛИ С ПОЛУЧЕНИЕМ ПОЛОГО СЛИТКА | 2013 |
|
RU2532537C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОТЕЛЬНЫХ И ПАРОПРОВОДНЫХ ТРУБ СРЕДНЕГО И БОЛЬШОГО ДИАМЕТРА МЕТОДОМ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 2010 |
|
RU2441928C2 |
| ПЕЧЬ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА С ПОЛЫМ НЕРАСХОДУЕМЫМ ЭЛЕКТРОДОМ | 2015 |
|
RU2603409C2 |
| РАСХОДУЕМЫЙ ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 1995 |
|
RU2086688C1 |
| ПЕЧЬ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА МЕТАЛЛОСОДЕРЖАЩИХ ОТХОДОВ | 2011 |
|
RU2483126C1 |
| Способ легирования заготовки при помощи плавящегося электрода с покрытием в процессе электрошлакового переплава | 2019 |
|
RU2701698C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА (ВАРИАНТЫ) | 2006 |
|
RU2332471C2 |
Изобретение относится к области электрометаллургии, а именно к специальным процессам электроплавки с использованием электрошлакового переплава (ЭШП) и получением полой заготовки с использованием порошка висмута. Способ включает вертикальную наплавку в водоохлаждаемый кристаллизатор расходуемого электрода. В жидкую шлаковую ванну в течение всего процесса переплава подают порошок висмута, который предварительно просеивают до фракции размером не более 3 мм и прокаливают при температуре 150°С в течение 3 часов, и подвергают плавке одновременно с расходуемым электродом с его кристаллизацией в центре заготовки, полученную заготовку помещают в нагревательную печь, располагают горизонтально на емкость с упорами, подвергают термической обработке при температуре 300°C в течение 2-х часов с вытеканием расплавленного висмута в процессе термообработки из заготовки с образованием полости заготовки. Изобретение позволяет получить полые заготовки методом ЭШП по упрощенной технологической цепочке с исключением дополнительного оборудования и снижением себестоимости продукции. 1 ил., 1 пр.
Способ получения полой заготовки методом электрошлакового переплава с использованием порошка висмута, включающий вертикальную наплавку в водоохлаждаемый кристаллизатор расходуемого электрода, отличающийся тем, что в жидкую шлаковую ванну в течение всего процесса переплава подают порошок висмута, который предварительно просеивают до фракции размером не более 3 мм и прокаливают при температуре 150°С в течение 3 часов, и подвергают плавке одновременно с расходуемым электродом с его кристаллизацией в центре заготовки, полученную заготовку помещают в нагревательную печь, располагают горизонтально на емкость с упорами, подвергают термической обработке при температуре 300°C в течение 2-х часов с вытеканием расплавленного висмута в процессе термообработки из заготовки с образованием полости заготовки.
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОГО СЛИТКА ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ | 2009 |
|
RU2413016C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА (ВАРИАНТЫ) | 2006 |
|
RU2332471C2 |
| Композиция для пенопласта | 1985 |
|
SU1326579A1 |
| Устройство пуска и отключения электродвигателя компрессора | 1990 |
|
SU1804689A3 |

