Область техники
Настоящее изобретение относится к способу управления редукционно-растяжным прокатным станом согласно родовому понятию независимого пункта 1 формулы изобретения. Настоящее изобретение также относится к блоку управления редукционно-растяжным прокатным станом согласно родовому понятию независимого пункта 7 формулы изобретения. Кроме того, настоящее изобретение относится к редукционно-растяжному прокатному стану согласно родовому понятию независимого пункта 8 формулы изобретения.
Уровень техники
При изготовлении бесшовных труб используют редукционно-растяжной прокатный стан, содержащий множество прокатных клетей, расположенных друг за другом в направлении подачи прокатываемой трубы. Для достижения уменьшения толщины стенки трубы, неизбежно связанного с растяжением или, соответственно, удлинением трубы в осевом направлении, в направлении подачи скорость прокатки в прокатных клетях увеличивается.
Вследствие колебаний толщины стенки прокатываемого материала, поступающего в редукционно-растяжной прокатный стан, также может колебаться толщина стенки прокатанного прокатываемого материала, выходящего из редукционно-растяжного прокатного стана. Причиной указанных колебаний являются, например, неоднородные условия прокатки, такие как изменения температуры прокатки, неравномерный износ инструментов агрегатов, расположенных перед редукционно-растяжным прокатным станом и т.д. По этой причине редукционно-растяжные прокатные станы могут быть оснащены системами для регулирования толщины стенки или, соответственно, уменьшения колебаний толщины стенки во время прокатки трубы.
Одно из известных технических решений для компенсации колебаний толщины стенки состоит в воздействии на растяжение прокатываемой трубы путем целенаправленного изменения соответствующих частот вращения прокатных клетей. Например, если участок трубы, поступающий в редукционно-растяжной прокатный стан, прокатывают со слишком большой толщиной стенки по сравнению с требуемым значением, то посредством более крутой кривой частоты вращения, т.е. посредством увеличивающихся разностей частот вращения между смежными прокатными клетями, может быть увеличено мгновенное растяжение и тем самым более сильно уменьшена толщина стенки. С другой стороны, если участок прокатывают со слишком малой толщиной стенки по сравнению с требуемым значением, то посредством более пологой кривой частоты вращения можно уменьшить мгновенное растяжение в редукционно-растяжном прокатном стане. Таким образом, производят компенсацию колебаний толщины стенки трубы, поступающей в редукционно-растяжной прокатный стан, так что достигают выравнивания толщины стенки трубы, выходящей из редукционно-растяжного прокатного стана, и повышения качества прокатки.
Регулирование частот вращения прокатных клетей в зависимости от толщины стенки трубы предполагает, что в блок управления редукционно-растяжным прокатным станом вводят данные о толщине стенки прокатываемой и/или прокатанной трубы.
В DE 2947233 A1 предлагается регулирование, основанное на измерении посредством радиоизотопного прибора толщины стенки прокатываемой трубы перед поступлением в редукционно-растяжной прокатный стан, т.е. перед пластическим деформированием посредством прокатных клетей редукционно-растяжного прокатного стана, измерении скорости прокатываемой трубы перед поступлением в редукционно-растяжной прокатный стан и измерении скорости прокатанной трубы после выхода из редукционно-растяжного прокатного стана. Такое регулирование имеет тот недостаток, что коротковолновые колебания толщины стенки, имеющие меньшую протяженность, чем протяженность прокатного стана, скомпенсированы быть не могут.
В US 3,496,745 A предлагается отказаться от контура регулирования и выполнять измерение средней толщины стенки и характеристики толщины стенки прокатываемой трубы, т.е. только перед пластическим деформированием посредством прокатных клетей редукционно-растяжного прокатного стана. Для определения характеристики толщины стенки прокатываемой трубы в различных продольных положениях или, соответственно, продольных координатах трубы при помощи устройства для измерения толщины стенки измеряют мгновенную толщину стенки прокатываемой трубы, и измеренные значения толщины стенки сохраняют с соотнесением с продольными положениями в качестве характеристики толщины стенки. Во время прокатки трубы в редукционно-растяжном прокатном стане блок управления согласно алгоритму регулирования толщины стенки и на основании характеристики толщины стенки, ранее определенной в конце прокатки с помощью устройства для измерения толщины стенки, устанавливает соответствующие частоты вращения прокатных клетей редукционно-растяжного прокатного стана, чтобы во время прокатки трубы в редукционно-растяжном прокатном стане компенсировать колебания толщины стенки. Кроме того, в US 3,496,745 A предлагается, чтобы блок управления начинал компенсацию колебаний толщины стенки в зависимости от сигнала оптического датчика, расположенного в пределах редукционно-растяжного прокатного стана или перед первой прокатной клетью редукционно-растяжного прокатного стана и предусмотренного для обнаружения конца трубы, переднего в направлении подачи.
Вследствие особенностей технологического процесса обычно определение характеристики толщины стенки в соответствии с US 3,496,745 A осуществляют не непосредственно перед поступлением прокатываемой трубы в прокатные клети редукционно-растяжного прокатного стана, а задолго до редукционно-растяжного прокатного стана, например, перед нагревом прокатываемой трубы в подогревательной печи, расположенной перед редукционно-растяжным прокатным станом. При транспортировке толщина стенки трубы не изменяется.
Оптический датчик, предусмотренный для обнаружения переднего конца трубы, подвергается воздействию пара, пыли и разбрызгиваемой воды, что может привести к неточным или ошибочным результатам обнаружения. Если вследствие загрязнения оптического датчика передний конец трубы обнаруживают слишком поздно, даже немного поздно, то блок управления начинает регулирование для коррекции толщины стенки с опозданием. В этом случае изменения частоты вращения прокатных клетей, вызванные блоком управления, отстают во времени от фактического положения трубы в редукционно-растяжном прокатном стане, так что толщина стенки прокатанной трубы может иметь любые непредсказуемые колебания.
Еще один недостаток уровня техники состоит в том, что скорость транспортировки или, соответственно, подачи трубы в редукционно-растяжной прокатный стан не обязательно постоянна, а во время прокатки она может изменяться. Таким образом, по одному только сигналу датчика для переднего конца трубы и теоретической скорости подачи точно определить, какой участок трубы находится в данный момент в редукционно-растяжном прокатном стане, невозможно.
Раскрытие сущности изобретения
Поэтому в основе настоящего изобретения лежит задача, предложить способ и блок управления редукционно-растяжным прокатным станом, а также сам редукционно-растяжной прокатный стан для прокатки труб, обеспечивающие надежную компенсацию колебаний толщины стенки прокатываемой трубы и толщины стенки прокатанной трубы в узком поле допуска.
Задача настоящего изобретения решается представленным ниже способом с признаками пункта 1 формулы изобретения. Предпочтительные варианты осуществления изобретения следуют из признаков зависимых пунктов 2-6 формулы изобретения. Задача настоящего изобретения решается также блоком управления с признаками пункта 7 формулы изобретения. Кроме того, задача настоящего изобретения решается редукционно-растяжным прокатным станом с признаками пункта 8 формулы изобретения. Предпочтительные варианты осуществления редукционно-растяжного прокатного стана следуют из признаков зависимых пунктов 9-13 формулы изобретения.
Для решения задачи настоящего изобретения авторами изобретения предлагается во время транспортировки прокатываемой трубы к прокатным клетям редукционно-растяжного прокатного стана посредством устройства для измерения положения трубы, в направлении подачи трубы расположенного перед прокатными клетями, непрерывно измерять мгновенное положение прокатываемой трубы относительно первой прокатной клети редукционно-растяжного прокатного стана. Измеренные значения устройства для измерения положения трубы непрерывно передают в блок управления редукционно-растяжным прокатным станом. Блок управления управляет соответствующими частотами вращения прокатных клетей не только на основе характеристики толщины стенки прокатываемой трубы, определенной посредством устройства для измерения толщины стенки, но и на основе непрерывно передаваемых измеренных значений устройства для измерения положения трубы для компенсации в редукционно-растяжном прокатном стане колебаний толщины стенки прокатываемой трубы.
Более конкретно согласно предложенному способу устройство для измерения положения трубы непрерывно измеряет текущую продольную координату трубы на том участке трубы, который в данный момент еще не прокатывается редукционно-растяжным прокатным станом. Во время измерений текущей продольной координаты прокатываемой трубы, производимых посредством устройства для измерения положения трубы, трубу перемещают относительно устройства для измерения положения трубы в направлении подачи, к редукционно-растяжному прокатному стану. Направление подачи соответствует продольному направлению трубы или, соответственно, направлению продольной координаты трубы. Устройство для измерения положения трубы выполнено таким образом, что оно позволяет во время указанного относительного движения трубы обнаруживать положение конца трубы, переднего в направлении подачи, также называемого вершиной трубы, и положение заднего конца трубы, также называемого концом трубы, и соотносить с указанными положениями соответствующие измеренные продольные координаты. Продольная координата трубы, измеренная в некоторый момент времени, отображает длину участка прокатываемой трубы, который уже прошел измерение продольной координаты посредством устройства для измерения положения трубы. Таким образом, согласно предлагаемому способу посредством устройства для измерения положения трубы с высоким временным разрешением производят текущее измерение длины, показывающее, какой продольный участок или, соответственно, какая длина трубы уже прошла мимо устройства для измерения положения трубы. Определенные им измеренные значения устройство для измерения положения трубы непрерывно передает в блок управления или в устройство сопряжения, выполненное с возможностью передачи указанных измеренных значений в блок управления.
Устройство для измерения положения трубы позволяет измерять продольную координату трубы посредством непрерывного способа измерения, который сам по себе известен, например, такого как оптический, электромагнитный способ измерения длины трубы и/или способ измерения длины трубы путем преобразования физического эффекта в изображение. То, каким образом устройство для измерения положения трубы измеряет продольную координату - непосредственно или путем математического преобразования, например, посредством одно- или многократного интегрирования, первичной измеряемой величины, для настоящего изобретения существенного значения не имеет.
По измеренным значениям продольной координаты трубы, непрерывно передаваемым устройством для измерения положения трубы, блок управления рассчитывает продольное положение трубы, в данный момент поступающее в редукционно-растяжной прокатный стан, т.е. в данный момент времени входящее в контакт с прокатными валками первой с входной стороны прокатной клети. Для указанного расчета блок управления использует известное ему расстояние между устройством для измерения положения трубы и первой с входной стороны прокатной клетью редукционно-растяжного прокатного стана. Кроме того, по измеренным продольным координатам обоих концов прокатываемой трубы блок управления может рассчитать общую длину прокатываемой трубы.
По характеристике толщины стенки прокатываемой трубы, известной блоку управления и ранее определенной посредством устройства для измерения толщины стенки, блок управления определяет мгновенную или, соответственно, текущую толщину стенки трубы в том продольном положении трубы, которое в данный момент поступает в редукционно-растяжной прокатный стан. Если мгновенная толщина стенки превышает или падает ниже заранее установленной требуемой толщины, блок управления в соответствии с известной моделью прокатки изменяет частоту вращения прокатных клетей в соответствии с поясненными выше более крутыми или более пологими кривыми частоты вращения.
С учетом известного расстояния между устройством для измерения положения трубы и первой со стороны входа прокатной клетью редукционно-растяжного прокатного стана, расстояний между прокатными клетями редукционно-растяжного прокатного стана с использованием математических подходов для моделирования характеристики заполнения в зонах контакта между трубой и валками прокатных клетей блок управления использует текущее продольное положение трубы, определенное, как описано выше, для определения мгновенного распределения материала трубы на входной стороне, в пределах редукционно-растяжного прокатного стана и при необходимости также на выходной стороне редукционно-растяжного прокатного стана. В частности определяется часть трубы, находящаяся в пределах редукционно-растяжного прокатного стана.
Термин "непрерывное измерение продольной координаты трубы" означает, что во время относительного движения между устройством для измерения положения трубы и проходящей мимо него трубой многократно посредством устройства для измерения положения трубы выполняют измерение с целью измерения длины участка трубы, в данной момент времени уже прошедшего мимо устройства для измерения положения трубы. Эти измерения могут производиться непрерывно во времени или дискретно во времени, в определенные моменты времени. Однако термин "непрерывное измерение продольной координаты трубы" не означает, что обнаруживают только вершину прокатываемой трубы, и что об указанном обнаружении сообщают в блок управления.
Поскольку при предлагаемом способе текущее положение трубы перед редукционно-растяжным прокатным станом и в пределах редукционно-растяжного прокатного стана определяют с высокой точностью и отдельно вводят в блок управления наряду с определенной характеристикой толщины стенки, блок управления может точно регулировать соответствующие скорости вращения прокатных клетей для компенсации колебаний толщины стенки трубы, поступающей в редукционно-растяжной прокатный стан, так что прокатанная труба имеет только очень незначительные колебания толщины стенки в пределах узкого поля допуска.
В соответствии с предлагаемым способом, кроме того, предлагается редукционно-растяжной прокатный стан для прокатки труб в соответствии с изобретением, с помощью которого могут быть реализованы те же преимущества, что и с помощью предлагаемого способа. Редукционно-растяжной прокатный стан содержит множество прокатных клетей, расположенных друг за другом в направлении подачи прокатываемой трубы. Кроме того, редукционно-растяжной прокатный стан снабжен или соединен с устройством для измерения толщины стенки, в направлении подачи расположенным перед прокатными клетями и предназначенным для определения характеристики толщины стенки прокатываемо трубы, и блоком управления для регулирования соответствующих частот вращения прокатных клетей во время прокатки трубы на основе определенной характеристики толщины стенки для компенсации колебаний толщины стенки трубы. Редукционно-растяжной прокатный стан также снабжен или соединен с устройством для измерения положения трубы, в направлении подачи расположенным перед прокатными клетями и предназначенным для непрерывного измерения текущей продольной координаты трубы и передачи измеренных значений текущей продольной координаты трубы в блок управления. Кроме того, блок управления выполнен с возможностью регулирования частот вращения прокатных клетей во время прокатки трубы также на основе принятых измеренных значений текущей продольной координаты трубы для компенсации колебаний толщины стенки трубы.
Кроме того, по настоящему изобретению предлагается блок управления для представленного выше редукционно-растяжного прокатного стана. Блок управления выполнен с возможностью регулирования соответствующих частот вращения прокатных клетей на основе характеристики толщины стенки прокатываемой трубы, определенной перед прокаткой посредством устройства для измерения толщины стенки для компенсации колебаний толщины стенки трубы. Блок управления также выполнен с возможностью приема измеренных значений текущей продольной координаты трубы, непрерывно измеряемой посредством устройства для измерения положения трубы, в направлении подачи расположенного перед прокатными клетями. Кроме того, блок управления выполнен с возможностью регулирования частот вращения прокатных клетей во время прокатки трубы также на основе принятых измеренных значений текущей продольной координаты трубы для компенсации колебаний толщины стенки трубы.
Преимущества предлагаемого изобретения, представленные на основе способа, могут быть также заявлены и применены для представленных устройств, т.е. для блока управления и редукционно-растяжного прокатного стана, и наоборот. Кроме того, изобретение включает любые комбинации представленных здесь дополнительных усовершенствованных вариантов осуществления и дополнений.
В одном из дополнительных усовершенствованных вариантов осуществления предлагаемого способа предусмотрено, что блок управления на основе измеренных значений продольной координаты трубы регулирует прокатку, конкретно соответствующие частоты вращения прокатных клетей, первого участка трубы, в то время как устройство для измерения положения трубы непрерывно измеряет текущую продольную координату трубы на втором участке трубы.
Указанному дополнительному усовершенствованному варианту осуществления предлагаемого способа соответствует дополнительный усовершенствованный вариант осуществления предлагаемого редукционно-растяжного прокатного стана, в котором путь подачи прокатываемой трубы от устройства для измерения положения трубы до первой в направлении подачи прокатной клети редукционно-растяжного прокатного стана меньше общей длины прокатываемой трубы. В одном из усовершенствований указанного дополнительного усовершенствованного варианта осуществления путь подачи меньше половины общей длины прокатываемой трубы. В еще одном из усовершенствований указанного дополнительного усовершенствованного варианта осуществления путь подачи меньше четверти общей длины прокатываемой трубы.
Благодаря одновременному измерению продольной координаты трубы на заднем участке трубы и регулированию частот вращения прокатных клетей на основе уже имеющихся измеренных значений продольной координаты во время прокатки переднего участка трубы блок управления имеет особенно точные данные о текущем положении трубы и поэтому при текущем положении может особенно точно согласовать частоты вращения прокатных клетей с текущей толщиной стенки, известной блоку управления из определенной характеристики толщины стенки. Поэтому достигается особенно высокая компенсация колебаний толщины стенки поступающей трубы. Точность компенсации колебаний толщины стенки прокатываемой трубы тем выше, чем короче путь подачи или, соответственно, расстояние между устройством для измерения положения трубы и первой прокатной клетью, в которую поступает прокатываемая труба.
В одном из дополнительных усовершенствованных вариантов осуществления предлагаемого способа предусмотрено, что блок управления регулирует валки, конкретно соответствующие частоты вращения прокатных клетей, первого участка трубы, в то время как устройство для измерения толщины стенки определяет характеристику толщины стенки на втором участке трубы.
Указанному дополнительному усовершенствованному варианту осуществления предлагаемого способа соответствуют дополнительный усовершенствованный вариант осуществления предлагаемого редукционно-растяжного прокатного стана, при котором путь подачи прокатываемой трубы от устройства для измерения толщины стенки до первой в направлении подачи прокатной клети редукционно-растяжного прокатного стана меньше общей длины прокатываемой трубы.
В одном из усовершенствований указанного дополнительного усовершенствованного варианта осуществления путь подачи или, соответственно, расстояние от устройства для измерения толщины стенки до первой прокатной клети меньше половины общей длины прокатываемой трубы. В еще одном из усовершенствований указанного дополнительного усовершенствованного варианта осуществления указанный путь подачи меньше четверти общей длины прокатываемой трубы.
Благодаря одновременному определению характеристики толщины стенки трубы на заднем участке трубы и регулированию частот вращения прокатных клетей на основе уже имеющихся измеренных значений продольной координаты и частично определенной характеристики толщины стенки во время прокатки переднего участка трубы блок управления имеет особенно точные данные о текущем положении трубы и поэтому при текущем положении может особенно точно согласовать частоты вращения прокатных клетей с текущей толщиной стенки, известной блоку управления из частично определенной характеристики толщины стенки. Поэтому достигается особенно точная компенсация колебаний толщины стенки поступающей трубы. Точность компенсации колебаний толщины стенки прокатываемой трубы тем выше, чем короче путь подачи или, соответственно, расстояние между устройством для измерения толщины стенки и первой прокатной клетью, в которую поступает прокатываемая труба.
Согласно дополнительному усовершенствованному варианту осуществления предлагаемого способа предусмотрено, что измеренные значения продольной координаты трубы, измеренные посредством устройства для измерения положения трубы, используют для определения характеристики толщины стенки и передачи в блок управления. Таким образом, толщину стенки, измеренную посредством устройства для измерения толщины стенки, связывают со значениями продольной координаты трубы, измеренными посредством устройства для измерения положения трубы. Толщину стенки прокатываемой трубы предпочтительно измеряют в данный момент в продольном положении прокатываемой трубы, которое в данный момент измеряют посредством устройства для измерения положения трубы в качестве текущей продольной координаты.
Указанному дополнительному усовершенствованному варианту осуществления предлагаемого способа соответствует дополнительный усовершенствованный вариант осуществления предлагаемого редукционно-растяжного прокатного стана, при котором устройство для измерения положения трубы и устройство для измерения толщины стенки выполнены с возможностью одновременного измерения одной и той же прокатываемой трубы. В усовершенствовании указанного дополнительного усовершенствованного варианта осуществления устройство для измерения положения трубы и устройство для измерения толщины стенки выполнены в виде одного интегрированного устройства, которое измеряет текущую продольную координату прокатываемой трубы и толщину стенки, существующую в указанном положении или, соответственно, при указанной продольной координате, объединяет указанные измеренные значения в характеристику толщины стенки и передает в блок управления характеристику толщины стенки и измеренные значения продольной координаты.
Особенно предпочтительно устройство для измерения толщины стенки и устройство для измерения положения трубы предлагаемого редукционно-растяжного прокатного стана интегрированы в одном измерительном устройстве, расположенным таким образом, что участок прокатываемой трубы измеряют в отношении толщины стенки и продольной координаты, в то время как уже измеренный участок трубы прокатывают под управлением блока управления на основе измеренной толщины стенки и продольных координат, чтобы компенсировать колебания толщины стенки прокатываемой трубы.
Благодаря указанным дополнительным усовершенствованным вариантам осуществления определяют особенно точное соотнесение между измеренной толщиной стенки и измеренными продольными координатами, что приводит к особенно точной компенсации колебаний толщины стенки под управлением блока управления.
Согласно дополнительному усовершенствованному варианту осуществления предлагаемого способа предусмотрено, что устройство для измерения положения трубы измеряет продольную координату трубы, измеренное значение которой должно быть передано в блок управления, только тогда, когда устройство для измерения толщины стенки определило характеристику толщины стенки по всей длине прокатываемой трубы.
Указанному дополнительному усовершенствованному варианту осуществления предлагаемого способа соответствует дополнительный усовершенствованный вариант осуществления предлагаемого редукционно-растяжного прокатного стана, при котором длина пути подачи прокатываемой трубы между устройством для измерения толщины стенки и устройством для измерения положения трубы или, соответственно, первой прокатной клетью больше общей длины прокатываемой трубы.
Указанные дополнительные усовершенствованные варианты осуществления обеспечивают то преимущество, что существующий обычный редукционно-растяжной прокатный стан, в котором расстояние между устройством для измерения толщины стенки и первой прокатной клетью, в которую сначала поступает прокатываемая труба, значительно больше общей длины прокатываемой трубы, может быть просто усовершенствован в смысле настоящего изобретения посредством того, что между устройством для измерения толщины стенки и первой прокатной клетью на небольшом расстоянии от первой прокатной клети вводят описанное выше устройство для измерения положения трубы.
Согласно дополнительному усовершенствованному варианту осуществления способа предусмотрено, что блок управления регулирует частоты вращения прокатных клетей также на основе сигналов датчиков, расположенных в пределах редукционно-растяжного прокатного стана и/или в направлении подачи трубы - за редукционно-растяжным прокатным станом, чтобы во время прокатки компенсировать колебания толщины стенки трубы. Благодаря дополнительным датчикам еще больше увеличивают точность способа и его надежность, в частности при прокатке коротких труб. В таком случае при определенных обстоятельствах заготовочная труба уже проходит за устройство для измерения положения трубы, тогда как передний конец трубы еще не вышел из редукционно-растяжного прокатного стана. Благодаря дополнительным датчикам обнаруживают фактическое продвижение трубы, которое может быть учтено блоком управления.
Указанному дополнительному усовершенствованному варианту осуществления предлагаемого способа соответствует дополнительный усовершенствованный вариант осуществления предлагаемого редукционно-растяжного прокатного стана, который на прокатных клетях или между прокатными клетями и/или в направлении подачи трубы за редукционно-растяжным прокатным станом снабжен или соединен с датчиками. Датчики предпочтительно выполнены в виде датчиков приближения, чтобы как можно точнее обнаруживать текущее положение трубы в области прокатных клетей и/или после выхода из последней прокатной клети. В таком случае блок управления выполнен с возможностью регулирования частот вращения прокатных клетей на основе сигналов датчиков, чтобы во время прокатки компенсировать колебания толщины стенки трубы.
Краткое описание чертежей
Для пояснения предлагаемого способа и предлагаемого редукционно-растяжного прокатного стана приводятся примеры осуществления настоящего изобретения со ссылкой на последующие чертежи.
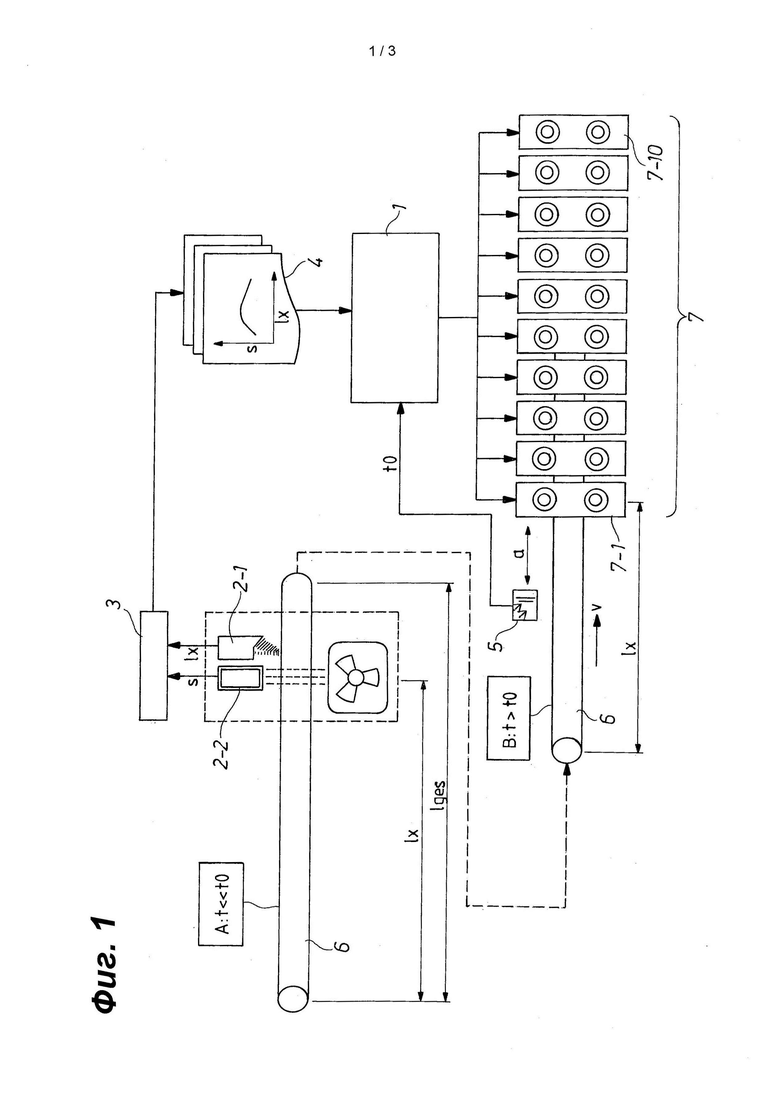
Фиг. 1 - схема редукционно-растяжного прокатного стана с устройством для измерения толщины стенки и датчиком приближения перед прокатными клетями, который с точки зрения авторов изобретения представляет собой отправную точку для примеров осуществления, показанных на фиг. 2 и 3.
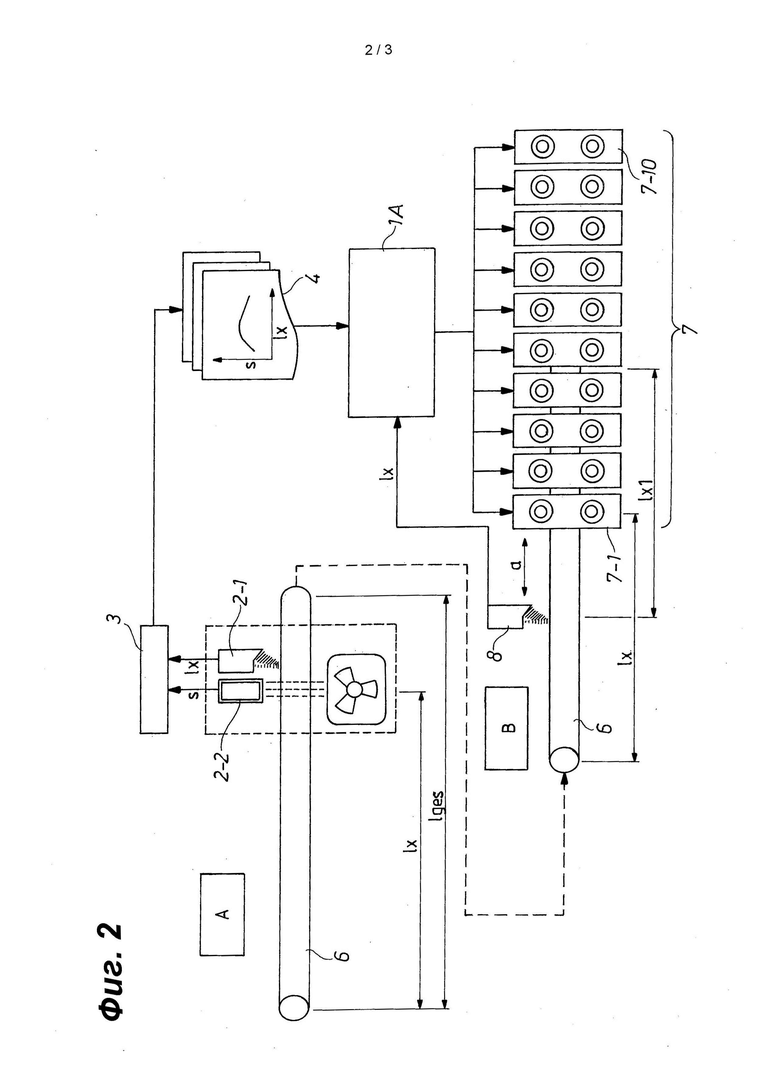
Фиг. 2 - схема редукционно-растяжного прокатного стана одного из примеров осуществления с устройством для измерения толщины стенки и отдельным устройством для измерения положения трубы перед прокатными клетями.
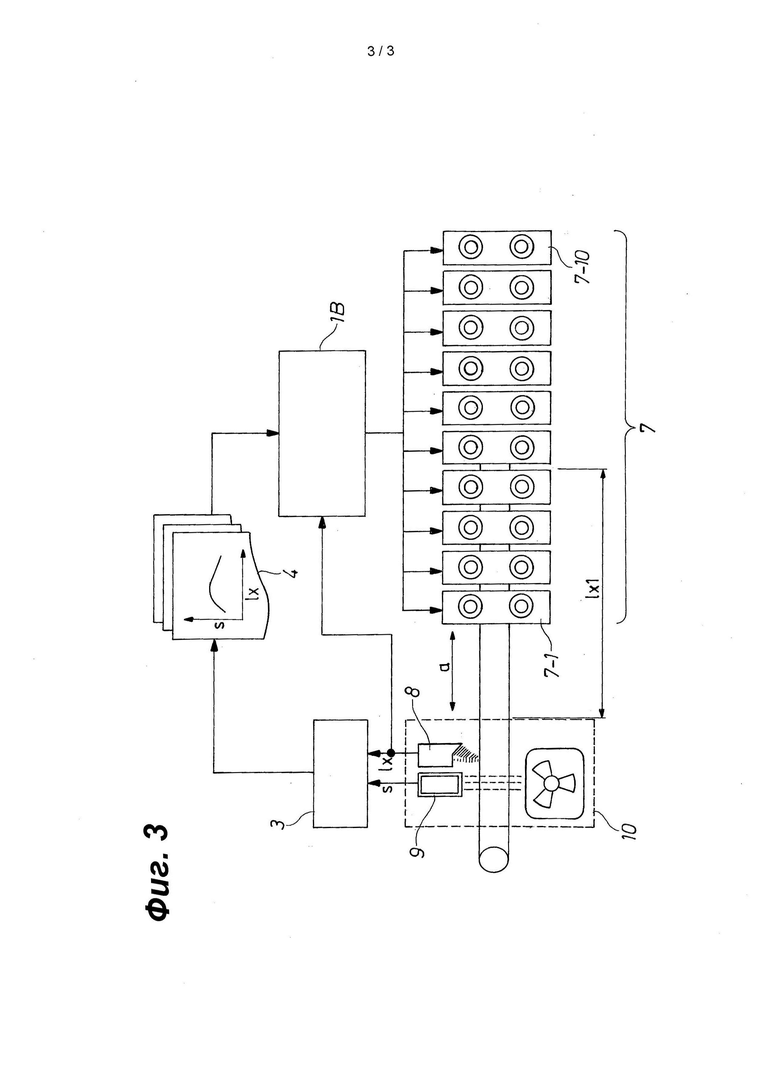
Фиг. 3 - схема редукционно-растяжного прокатного стана одного из примеров осуществления с интегрированным устройством для измерения толщины стенки и устройством для измерения положения трубы перед прокатными клетями.
На всех чертежах идентичные или аналогичные компоненты снабжены одинаковыми ссылочными обозначениями.
Осуществление изобретения
Для лучшего пояснения примеров осуществления сначала со ссылкой на фиг. 1 представляется редукционно-растяжной прокатный стан с устройством для измерения толщины стенки и датчиком приближения перед прокатными клетями, с точки зрения авторов изобретения представляющий собой уровень техники и отправную точку для примеров осуществления изобретения, показанных на фиг. 2 и 3.
На фиг. 1 схематично показан процесс измерения трубы (см. этап A) и прокатки трубы (см. этап B). На этапе A, по времени значительно раньше поступления прокатываемой трубы в прокатные клети, прокатываемую трубу 6 в ее продольном направлении направляют через устройство 2-2 для измерения толщины стенки, которое во время движения трубы радиометрическим способом измеряет текущую толщину s стенки трубы 6 и передает ее в блок 3 обработки результатов. Вместе с измерением текущей толщины s стенки во время прохода трубы 6 через устройство 2-2 для измерения толщины стенки производят измерение текущей продольной координаты lx трубы 6 в устройстве 2-1 для измерения положения трубы. Измерение текущей продольной координаты lx может выполняться, например, оптическим способом, как показано на фиг. 1. Блок 3 обработки результатов соотносит друг с другом измеренную текущую толщину s стенки и измеренные текущие продольные положения lx прокатываемой трубы 6, в которых производят измерения толщины стенки и таким образом определяет характеристику 4 толщины стенки прокатываемой трубы 6. По измеренным текущим продольным координатам переднего и заднего конца трубы блок 3 обработки результатов, кроме того, определяет общую длину lges прокатываемой трубы 6.
Определенную характеристику 4 толщины стенки и определенную общую длину lges трубы передают из блока обработки результатов в блок 1 управления редукционно-растяжным прокатным станом. Измерение текущей продольной координаты lx трубы 6, поясненное со ссылкой на фиг. 1, предназначено исключительно для определения характеристики 4 толщины стенки, и измеренные значения текущей координаты lx отдельно в блок 1 управления не передают. Блок 1 управления выполнен с возможностью регулирования соответствующих частот вращения прокатных клетей 7 или, соответственно, их рабочих валков на основе характеристики 4 толщины стенки, определенной и переданной блоком 3 обработки результатов. После определения характеристики 4 толщины стенки прокатываемую трубу 6 подают в (непоказанную) подогревательную печь, а затем в прокатные клети 7 редукционно-растяжного прокатного стана (на фиг. 1 это показано, как этап B для той же трубы 6). Для обнаружения поступления прокатываемой трубы 6 в редукционно-растяжной прокатный стан на расстоянии a перед прокатными клетями 7 редукционно-растяжного прокатного стана расположен датчик 5 приближения, выполненный в виде фотоэлемента. Датчик 5 приближения обнаруживает поступление конца прокатываемой трубы 6 и передает момент t0 времени обнаружения в блок 1 управления, после чего, начиная с указанного момента t0 времени, блок 1 управления непрерывно измеряет время t. Расстояние a между датчиком 5 приближения и первой прокатной клетью 7-1 блоку 1 управления известно. Блоку 1 управления также известна скорость v приближения трубы 6 к первой прокатной клети 7-1. Скорость v приближения может представлять собой заранее установленное значение, или она может определяться, например, по частотам вращения двигателей рольганга.
Для регулирования частот вращения прокатных клетей 7 во время прохода трубы через прокатные клети 7 блоку 1 управления требуется информация о текущем положении - какое место или, соответственно, какое продольное положение прокатываемой трубы в данное время доходит до первой прокатной клети 7-1. При помощи указанной информации о текущем положении блок 1 управления по ранее определенной характеристике 4 толщины стенки прокатываемой трубы 6 определяет, имеет ли то место трубы, которое в данный момент времени входит в первую прокатную клеть 7-1, толщину s стенки, отклоняющуюся от требуемой толщины стенки, что делает необходимым изменение частот вращения прокатных клетей. Блок 1 управления определяет необходимые изменения частот вращения при помощи алгоритма, который сам по себе известен, причем величина изменений частот вращения зависит от величины отклонения толщины стенки. Блок управления определяет положение или, соответственно, продольную координату lx трубы, в данное время входящую в первую прокатную клеть 7-1, следующим образом:
lx = lges + a - v ⋅ (t - t0)
Указанное правило расчета дает значения положения для lx в пределах 0 ≤ lx ≤ lges.
При показанном на фиг. 1 регулировании частот вращения прокатных клетей 7 с целью компенсации колебаний толщины стенки прокатываемой трубы продольную координату lx, в данный момент времени входящую в первую прокатную клеть 7-1, определяют опосредованно, а именно, посредством измерения времени t, прошедшего с момента t0 времени, определенного при помощи датчика 5 приближения, и использования скорости v приближения трубы 6.
На фиг. 2 показан пример осуществления предлагаемого редукционно-растяжного прокатного стана, являющийся результатом модификации конструкции, показанной на фиг. 1. В примере осуществления, показанном на фиг. 2, определение характеристики 4 толщины стенки осуществляется таким образом, как пояснено со ссылкой на фиг. 1, так что новое пояснение не приводится. Однако вместо показанного на фиг. 1 датчика 5 приближения для обнаружения конца трубы в примере осуществления, показанном на фиг. 2, предусмотрено устройство 8 для измерения положения трубы, которое непрерывно и с высоким временным разрешением измеряет текущую продольную координату lx трубы 6 или, соответственно, длину lx1 трубы, уже прошедшую мимо устройства 8 для измерения положения трубы. Устройство 8 для измерения положения трубы расположено на расстоянии a от первой прокатной клети 7-1 редукционно-растяжного прокатного стана и непрерывно измеряет текущую продольную координату lx трубы. Измеренные значения устройства 8 для измерения положения трубы непрерывно передаются в блок 1A управления. Блок 1A управления определяет положение или, соответственно, продольную координату lx трубы 6, в данное время входящую в первую прокатную клеть 7-1, следующим образом:
lx = lges - lx1 + a
Такое непосредственное определение продольного положения трубы 6, в данный момент времени входящего в первую прокатную клеть 7-1, дает преимущество более высокой точности определения положения трубы, чем в случае конструкции, показанной на фиг. 1. Поскольку положение трубы, входящее в первую прокатную клеть 7-1, согласно примеру осуществления по фиг. 2 может быть определено очень точно, блок 1A управления может по определенной характеристике 4 толщины стенки очень точно определить текущую толщину s стенки трубы в указанном положении и поэтому также может на основе определенной текущей толщины стенки очень точно регулировать частоты вращения прокатных клетей 7.
Существенное различие между показанными на фиг. 1 и фиг. 2 редукционно-растяжными прокатными станами с расположенными перед ними измерительными устройствами состоит в том, что в примере осуществления, показанном на фиг. 2, измеренные значения текущего продольного положения прокатываемой трубы непрерывно передаются в блок 1A управления, а блок 1A управления также на основе указанных измеренных значений регулирует частоты вращения прокатных клетей, чтобы компенсировать толщину стенки прокатываемой трубы.
Кроме того, пример осуществления по фиг. 2 обеспечивает особенно высокую способность к компенсации колебаний толщины стенки прокатываемой трубы, когда устройство 8 для измерения положения трубы измеряет текущую продольную координату заднего участка трубы, в то время как блок 1A управления одновременно во время прокатки переднего участка трубы регулирует частоты вращения прокатных клетей 7. В таком случае путь подачи трубы от устройства 8 для измерения положения трубы до первой прокатной клети 7-1 редукционно-растяжного прокатного стана меньше общей длины lges прокатываемой трубы 6.
Пример осуществления, показанный на фиг. 2, используется предпочтительно тогда, когда редукционно-растяжной прокатный стан, уже имеющий устройство для измерения толщины стенки, измеряющее прокатываемую трубу задолго от входа в прокатные клети, должен быть усовершенствован в отношении точности компенсации колебаний толщины стенки.
На фиг. 3 показан еще один пример осуществления предлагаемого редукционно-растяжного прокатного стана, в котором в отличие от примера осуществления по фиг. 2 устройство 9 для измерения толщины стенки расположено вблизи перед первой прокатной клетью 7-1 редукционно-растяжного прокатного стана. Путь подачи прокатываемой трубы от устройства 9 для измерения толщины стенки до первой прокатной клети 7-1 меньше общей длины lges прокатываемой трубы 6. Труба в течение большей части времени прокатки находится одновременно в устройстве 9 для измерения толщины стенки и в прокатных клетях 7 редукционно-растяжного прокатного стана. Устройство 8 для измерения положения трубы предпочтительно вместе с устройством 9 для измерения толщины стенки выполнено в виде интегрированного устройства 10, так что устройство 8 для измерения положения трубы и устройство 10 для измерения толщины стенки измеряют трубу 6 одновременно.
Как показано на фиг. 3, измеренные значения устройства 8 для измерения положения трубы дублируют и вводят одновременно в блок 3 обработки результатов для определения характеристики 4 толщины стенки и в блок 1B управления для регулирования частот вращения прокатных клетей. В то время как устройство 8 для измерения положения трубы непрерывно измеряет продольную координату lx и непрерывно передает в блок 1B управления соответствующий поток данных, блок 3 обработки результатов непрерывно передает в блок 1B управления поток данных, представляющий собой определенную характеристику 4 толщины стенки уже измеренного участка трубы. Как уже пояснено со ссылкой на фиг. 2, блок 1B управления с учетом известного расстояния a между интегрированным устройством 10, заключающем в себе устройство для измерения положения трубы и устройство для измерения толщины стенки, и первой прокатной клетью 7-1, определяет по измеренной продольной координате трубы, переданной в данное время устройством для измерения положения трубы, какое положение трубы или, соответственно, какая координата трубы входит в настоящее время в первую прокатную клеть, и какой участок трубы уже введен в прокатные клети 7. Одновременно блок 1B управления по потоку данных, представляющих собой характеристику 4 толщины стенки, определяет текущую толщину стенки в том положении трубы, которое в данный момент времени входит в первую прокатную клеть 7-1, и рассчитывает на основе указанных данных при необходимости требуемые коррекции частот вращения, чтобы скорректировать во время прокатки колебания толщины стенки прокатываемой трубы.
Пример осуществления, показанный на фиг. 3, обеспечивает особенно большую точность в отношении компенсации колебаний толщины стенки прокатываемой трубы, поскольку текущую толщину стенки и текущую продольную координату трубы измеряют на небольшом расстоянии от первой прокатной клети, в то время как одновременно прокатывают передний участок трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНТРОЛЬ ТОЛЩИНЫ СТЕНКИ ПРИ РЕДУКЦИОННО-РАСТЯЖНОЙ ПРОКАТКЕ ТРУБ | 2019 |
|
RU2770113C1 |
| РЕДУКЦИОННО-РАСТЯЖНОЙ ПРОКАТНЫЙ СТАН С УЛУЧШЕННЫМ ДОПУСКОМ ДИАМЕТРА И ТОЛЩИНЫ СТЕНКИ | 2019 |
|
RU2751408C1 |
| СПОСОБ УПРАВЛЕНИЯ РЕДУКЦИОННО-РАСТЯЖНЫМ ТРУБОПРОКАТНЫМ СТАНОМ | 2018 |
|
RU2748571C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РЕДУКЦИОННО-РАСТЯЖНОГО ПРОКАТНОГО СТАНА И РЕДУКЦИОННО-РАСТЯЖНОЙ ПРОКАТНЫЙ СТАН | 2002 |
|
RU2300433C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ СКОРОСТИ ВРАЩЕНИЯ ВАЛКОВ ДЛЯ МИНИМИЗАЦИИ ОБРАЗОВАНИЯ ВНУТРЕННЕГО МНОГОДУГОВОГО ПРОФИЛЯ | 2000 |
|
RU2247615C2 |
| СПОСОБ МИНИМИЗАЦИИ УТОЛЩЕННЫХ КОНЦОВ ПРИ ПРОКАТКЕ ТРУБ В РЕДУКЦИОННО-РАСТЯЖНОМ СТАНЕ | 1999 |
|
RU2224607C2 |
| СПОСОБ ПРОКАТКИ ТРУБ НА РЕДУКЦИОННО-РАСТЯЖНОМ СТАНЕ | 2013 |
|
RU2532610C1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ | 2014 |
|
RU2586177C1 |
| Установка для непрерывной горячей прокатки без вращения гильз в бесшовные трубы | 1977 |
|
SU1041021A3 |
| Способ настройки непрерывного стана | 1985 |
|
SU1313543A1 |
Изобретение относится к управлению редукционно-растяжным прокатным станом для прокатки труб. Стан содержит множество прокатных клетей, расположенных друг за другом в направлении подачи прокатываемой трубы. Определяют перед прокаткой характеристику толщины стенки прокатываемой трубы посредством устройства для измерения толщины стенки. На основе определенной характеристики толщины стенки регулируют соответствующие частоты вращения прокатных клетей для компенсации колебаний толщины стенки трубы посредством блока управления во время прокатки трубы. Непрерывно измеряют текущую продольную координату трубы посредством устройства для измерения положения трубы. Измеренные значения продольной координаты трубы передают в блок управления. Посредством блока управления регулируют частоты вращения прокатных клетей во время прокатки трубы на основе переданных измеренных значений текущей продольной координаты трубы для компенсации колебаний толщины стенки трубы. В результате обеспечивается надежная компенсация колебаний толщины стенки прокатываемой трубы. 3 н. и 10 з.п. ф-лы, 3 ил.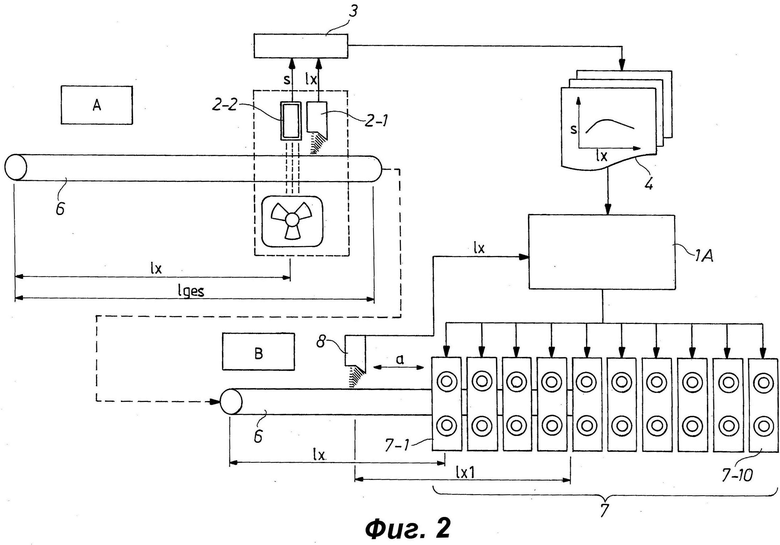
1. Способ управления редукционно-растяжным прокатным станом для прокатки труб, содержащим множество прокатных клетей (7), расположенных друг за другом в направлении подачи прокатываемой трубы (6), причем посредством устройства (2-2, 9) для измерения толщины стенки определяют перед прокаткой характеристику (4) толщины стенки прокатываемой трубы (6), а посредством блока (1, 1A, 1B) управления во время прокатки трубы на основе определенной характеристики (4) толщины стенки регулируют соответствующие частоты вращения прокатных клетей (7) для компенсации колебаний толщины стенки трубы, отличающийся тем, что посредством устройства (8) для измерения положения трубы, в направлении подачи расположенного перед прокатными клетями (7), непрерывно измеряют текущую продольную координату (lx) трубы (6), измеренные значения продольной координаты (lx) трубы (6) передают в блок (1A, 1B) управления, а посредством блока (1A, 1B) управления регулируют частоты вращения прокатных клетей (7) во время прокатки трубы также на основе переданных измеренных значений текущей продольной координаты (lx) трубы для компенсации колебаний толщины стенки трубы.
2. Способ по п. 1, отличающийся тем, что посредством блока (1A, 1B) управления на основе измеренных значений продольной координаты (lx) трубы регулируют прокатку первого участка трубы, в то время как посредством устройства (8) для измерения положения трубы непрерывно измеряют текущую продольную координату (lx) трубы на втором участке трубы.
3. Способ по п. 1 или 2, отличающийся тем, что посредством блока (1B) управления регулируют прокатку первого участка трубы, в то время как посредством устройства (9) для измерения толщины стенки трубы определяют характеристику (4) толщины стенки на втором участке трубы.
4. Способ по одному из пп. 1-3, отличающийся тем, что измеренные значения продольной координаты (lx) трубы, измеренные посредством устройства (8) для измерения положения трубы, используют для определения характеристики (4) толщины стенки и передачи в блок (1B) управления.
5. Способ по п. 1 или 2, отличающийся тем, что посредством устройства (8) для измерения положения трубы измеряют продольную координату (lx) трубы только тогда, когда устройство (2-2) для измерения толщины стенки определило характеристику толщины стенки по всей длине (lges) прокатываемой трубы (6).
6. Способ по одному из пп. 1-5, отличающийся тем, что посредством блока (1A, 1B) управления регулируют частоты вращения прокатных клетей (7) также на основе сигналов датчиков, расположенных в пределах редукционно-растяжного прокатного стана и/или в направлении подачи трубы - за редукционно-растяжным прокатным станом для компенсации во время прокатки колебаний толщины стенки трубы.
7. Блок (1A, 1B) управления редукционно-растяжным прокатным станом для прокатки труб, содержащим множество прокатных клетей (7), расположенных друг за другом в направлении подачи прокатываемой трубы (6), причем блок (1A, 1B) управления выполнен с возможностью регулирования соответствующих частот вращения прокатных клетей (7) на основе характеристики (4) толщины стенки прокатываемой трубы, определенной перед прокаткой посредством устройства (2-2, 9) для измерения толщины стенки, для компенсации колебаний толщины стенки трубы, отличающийся тем, что блок (1A, 1B) управления также выполнен с возможностью приема измеренных значений текущей продольной координаты (lx) трубы (6), непрерывно измеряемой посредством устройства (8) для измерения положения трубы, в направлении подачи расположенного перед прокатными клетями (7), и блок (1A, 1B) управления также выполнен с возможностью регулирования частот вращения прокатных клетей (7) во время прокатки трубы также на основе принятых измеренных значений текущей продольной координаты (lx) трубы для компенсации колебаний толщины стенки трубы.
8. Редукционно-растяжной прокатный стан для прокатки труб, содержащий множество прокатных клетей (7), расположенных друг за другом в направлении подачи прокатываемой трубы, снабженный или соединенный с устройством (2-2, 9) для измерения толщины стенки для определения характеристики (4) толщины стенки прокатываемой трубы (6), в направлении подачи расположенным перед прокатными клетями, и блоком (1, 1A, 1B) управления для регулирования соответствующих частот вращения прокатных клетей (7) во время прокатки трубы на основе определенной характеристики (4) толщины стенки для компенсации колебаний толщины стенки трубы, отличающийся тем, что редукционно-растяжной прокатный стан также снабжен или соединен с устройством (8) для измерения положения трубы, в направлении подачи расположенным перед прокатными клетями (7), для непрерывного измерения текущей продольной координаты (lx) трубы и передачи измеренных значений текущей продольной координаты (lx) трубы в блок (1A, 1B) управления, причем блок (1A, 1B) управления также выполнен с возможностью регулирования частот вращения прокатных клетей (7) во время прокатки трубы также на основе принятых измеренных значений текущей продольной координаты (lx) трубы для компенсации колебаний толщины стенки трубы.
9. Редукционно-растяжной прокатный стан по п. 8, отличающийся тем, что путь подачи прокатываемой трубы (6) от устройства (8) для измерения положения трубы до первой в направлении подачи прокатной клети (7-1) редукционно-растяжного прокатного стана меньше общей длины (lges), предпочтительно меньше половины общей длины, особенно предпочтительно меньше четверти общей длины прокатываемой трубы (6).
10. Редукционно-растяжной прокатный стан по п. 8 или 9, отличающийся тем, что путь подачи прокатываемой трубы (6) от устройства (9) для измерения толщины стенки до первой в направлении подачи прокатной клети (7-1) редукционно-растяжного прокатного стана меньше общей длины (lges), предпочтительно меньше половины общей длины, особенно предпочтительно меньше четверти общей длины прокатываемой трубы (6).
11. Редукционно-растяжной прокатный стан по одному из пп. 8-10, отличающийся тем, что устройство (8) для измерения положения трубы и устройство (9) для измерения толщины стенки выполнены с возможностью одновременного измерения одной и той же прокатываемой трубы (6) и предпочтительно выполнены в виде интегрированного устройства (10).
12. Редукционно-растяжной прокатный стан по п. 8 или 9, отличающийся тем, что путь подачи прокатываемой трубы между устройством (2-2) для измерения толщины стенки и устройством (8) для измерения положения трубы больше общей длины (lges) прокатываемой трубы (6).
13. Редукционно-растяжной прокатный стан по одному из пп. 8-11, отличающийся тем, что редукционно-растяжной прокатный стан снабжен или соединен с датчиками, расположенными в пределах редукционно-растяжного прокатного стана и/или в направлении подачи трубы - за редукционно-растяжным прокатным станом, а блок (1A, 1B) управления выполнен с возможностью регулирования частот вращения прокатных клетей (7) также на основе сигналов датчиков для компенсации во время прокатки колебаний толщины стенки трубы.
| DE 2947233 A1, 27.05.1981 | |||
| Устройство для контроля разностен-НОСТи ТРубы | 1979 |
|
SU812366A1 |
| Устройство для контроля средней толщины стенки трубы | 1979 |
|
SU856602A1 |
| US 3496745 A, 24.02.1970. | |||

