Изобретение относится к металлургии, конкретно к способу нагрева слябов в нагревательных печах и прокатки металла в линии станов горячей прокатки.
Известен способ нагрева смешанного (горячего и холодного) посада, при котором, чтобы сохранить производительность печи, принятую для горячего посада после загрузки горячего металла в определенное время, перед предстоящей перевалкой валков на стане загружали в печь холодный металл.
Посаженный в печь холодный металл не догревали, так как он проталкивался через печь с частотой, принятой для посаженного до него горячего металла. Однако затем после выдачи последнего металл холодного посада догревали в печи во время ее простоя при перевалке [см. например, Наладка и эксплуатация печей для нагрева металла. В.Г.Каплан, М.: Металлургия, 1965, с.46].
Данный способ является ближайшим аналогом заявляемому способу.
Недостатком данного способа является то, что используя только возможность транспортировки холодного металла, догретого во время перевалки валков, с частотой, принятой для горячего металла, может в недостаточной степени обеспечить возможности стана по производительности и тем самым не позволит при оптимальном для прокатки сортаменте достичь максимально возможного объема производства и снижения расхода топлива.
Технической задачей предлагаемого изобретения является обеспечение максимально производительности нагревательных печей и стана горячей прокатки и тем самым удешевлению процесса за счет снижения удельного расхода условного топлива при обеспечении требуемого уровня качества готового проката.
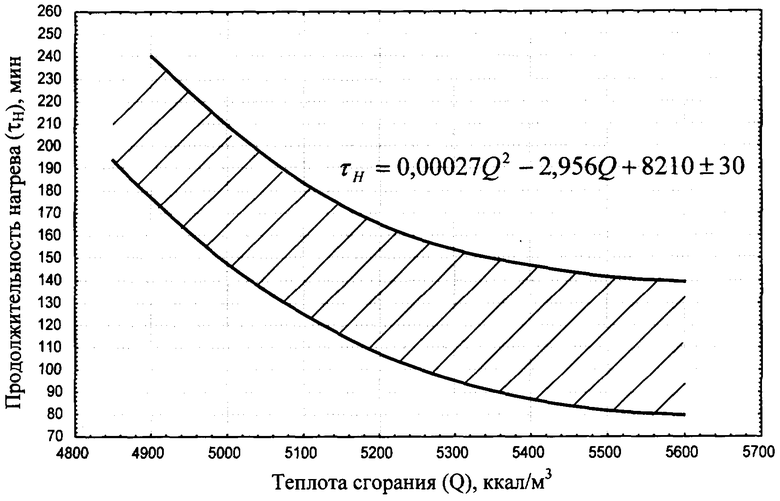
Техническую задачу решают путем осуществления предлагаемого способа посада холодных и горячих слябов в нагревательные печи и их транспортировку через нее, при этом во время транспортировки через печь холодных слябов, находящихся в середине между горячими слябами в начале и конце монтажа с температурой на посаде 300-800°С, повышают теплоту сгорания газовой смеси на 100-700 ккал/м3, при транспортировке через печь холодных в середине и горячих слябов в начале и конце монтажа с температурой менее 300°С наряду с повышением теплоты сгорания топлива увеличивают температуру в первой по ходу движения слябов сварочной зоне на 20-60°С, при этом продолжительность нагрева слябов в зависимости от теплоты сгорания топлива определяют по соотношению:
τН=(0,00027Q2-2,956Q+8210)±30 мин, где
τН - продолжительность нагрева, мин;
Q - теплота сгорания газовой смеси, ккал/м3;
0,00027 и 2,956 - размерные коэффициенты, м3/ккал×мин,
а прокатку металла в линии стана производят с применением теплоаккумулирующих экранов делением части раскатов на мерные длины летучими ножницами перед чистовой группой и заправочной скоростью транспортировки полосы к моталке в пределах от 5 до 15 м/с.
График зависимости продолжительности нагрева от теплоты сгорания представлен на чертеже.
Технический эффект достигают за счет интенсификации процесса нагрева слябов путем применения топлива с более высокой теплотой сгорания за счет перераспределения состава газовой смеси в сторону увеличения доли составляющей с более высокой теплотворной способностью.
Кроме того, дополнительным фактором для достижения наиболее эффективного прогрева слябов в совокупности с применением топлива с более высокой теплотой сгорания является изменение режима нагрева металла, заключающегося в повышении до максимума температуры в первой по ходу продвижения по печи сварочной зоне как холодных, так и горячих слябов.
Интенсификация нагрева путем повышения температуры в сварочной зоне и повышения теплоты сгорания газовой смеси позволяет значительно ускорить темп продвижения слябов по печи, обеспечивая достаточный прогрев их внешних слоев по сечению и, тем самым, повысить производительность печи и стана.
Недостаточный прогрев внутренних слоев компенсируют использованием технологии низкотемпературной прокатки, при которой температуру раскатов в линии стана между черновой группой клетей и чистовой поддерживают применением теплоаккумулирующих экранов и интенсификацией скоростного режима прокатки в клетях чистовой группы стана.
Известное и предложенное техническое решение имеет следующие общие признаки: смешанный посад горячих и холодных слябов в нагревательные печи станов горячей прокатки.
Отличие предложенного способа заключается в том, что в процессе продвижения слябов по печи изменяют режим нагрева путем повышения температуры в первой сварочной зоне, используют топливо с повышенной теплотой сгорания, а в процессе транспортировки металла в линии стана применяют теплоаккумулирующие экраны и прокатку в клетях чистовой группы производят с максимальной скоростью, при этом прокатку полос с заправочной скоростью менее 5 м/с не обеспечивает получения требуемых температур металла за чистовой группой, а прокатка с заправочной скоростью более 15 м/с приводит к ухудшению качества металла из-за неудовлетворительной смотки полос в рулон.
Отсюда следует, что предложенное техническое решение соответствует критерию изобретения "Новизна".
Сравнительный анализ предложенного технического решения не только с прототипом, но и с другими техническими решениями не позволил выявить существенные признаки, присущие заявленному решению. Отсюда следует, что заявляемая совокупность существенных отличий обеспечивает получение вышеуказанного технического результата, что соответствует критерию изобретения "Изобретательский уровень".
Ниже даны варианты осуществления изобретения, не исключающие другие варианты в пределах формулы изобретения.
Вариант 1
Слябы после окончания разливки в горячем состоянии (в голове и конце монтажа) и холодном состоянии (в середине монтажа) нагревают в трех нагревательных печах широкополосного непрерывного стана 2000.
При транспортировке холодной прослойки и горячей части монтажа с температурой слябов на посаде менее 300°С через печь температуру в верху и в низу первой сварочной зоны увеличивают на 20-60°С, теплоту сгорания газовой смеси повышают с 5000 до 5600 ккал/м3, транспортировку по промежуточному рольгангу осуществляют с максимальной скоростью под опущенными теплоаккумулирующими экранами, прокатку полос в линии стана проводят при скорости прокатки в последней клети чистовой группы в пределах 10-15 м/с, чем обеспечиваются требуемая температура конца прокатки.
Вариант 2
Слябы после окончания разливки в горячем состоянии (в голове и конце монтажа) и холодном состоянии (в середине монтажа) нагревают в трех нагревательных печах широкополосного непрерывного стана 2000.
При транспортировке холодной прослойки и горячей части монтажа с температурой слябов на посаде 300-800°С через печь теплоту сгорания газовой смеси повышают с 5000 до 5400 ккал/м3, транспортировку по промежуточному рольгангу осуществляют с максимальной скоростью под опущенными теплоаккумулирующими экранами, прокатку полос в линии стана проводят при скорости прокатки в последней клети чистовой группы в пределах 10-12 м/с, чем обеспечиваются требуемая температура конца прокатки.
Совокупность всех перечисленных выше технологических операций позволила повысить производительность стана с 700 до 890 т/ч, при этом снизить удельный расход условного топлива на 10 кг/т.
Технико-экономические преимущества предложенного технического решения заключаются в том, что применение изобретения позволяет при минимальном количестве печей с их оптимальной загрузкой за счет дополнительного тепла, вносимого в печь горячими слябами, использования топлива с повышенной теплотой сгорания, сохранения температуры металла в линии стана с помощью теплоаккумулирующих экранов и интенсификации скоростного режима прокатки в чистовой группе увеличить производительность стана и тем самым снизить удельный расход топлива.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПРОКАТА | 2003 |
|
RU2245201C1 |
| СПОСОБ УПРАВЛЕНИЯ НАГРЕВОМ МЕТАЛЛА В ПЕЧАХ ПРОКАТНЫХ СТАНОВ | 2007 |
|
RU2337293C1 |
| СПОСОБ ПОСАДА И НАГРЕВА СЛЯБОВ В НАГРЕВАТЕЛЬНЫХ ПЕЧАХ СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ | 2003 |
|
RU2237225C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОС НА МЕТАЛЛУРГИЧЕСКОМ КОМПЛЕКСЕ МНЛЗ - ШИРОКОПОЛОСОВОЙ СТАН | 2009 |
|
RU2415724C1 |
| СПОСОБ СНИЖЕНИЯ ОХЛАЖДЕНИЯ БОКОВЫХ И ТОРЦЕВЫХ ГРАНЕЙ ГОРЯЧЕГО СЛЯБА В ПРОЦЕССЕ ЕГО ТРАНСПОРТИРОВКИ НА ПРОКАТКУ И ПЕЧНАЯ ГРУППА ОБОРУДОВАНИЯ ШИРОКОПОЛОСОВОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ НА СТОРОНЕ ВЫДАЧИ СЛЯБОВ ИЗ ПЕЧИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2011 |
|
RU2468876C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НА ЛИСТОВОМ СТАНЕ | 2012 |
|
RU2487768C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОСЫ НА ШИРОКОПОЛОСНОМ СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ | 2014 |
|
RU2556174C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НЕПРЕРЫВНОЛИТЫХ СЛЯБОВ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСОВОМ СТАНЕ И НЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2386492C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ И ТЕРМООБРАБОТКИ СТАЛЬНОЙ ПОЛОСЫ | 2008 |
|
RU2429922C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
Изобретение относится к металлургии, конкретно к способу нагрева слябов в нагревательных печах и прокатки металла в линии станов горячей прокатки. Техническим результатом изобретения является обеспечение максимальной производительности нагревательных печей и стана горячей прокатки и тем самым удешевление процесса за счет снижения удельного расхода условного топлива при обеспечении требуемого уровня качества готового проката. Для достижения технического результата при транспортировке через печь холодных слябов, находящихся в середине между горячими слябами в начале и конце монтажа с температурой на посаде 300-800°С, повышают теплоту сгорания газовой смеси на 100-700 ккал/м3, при транспортировке через печь холодных в середине и горячих слябов в начале и конце монтажа с температурой менее 300°С наряду с повышением теплоты сгорания топлива увеличивают температуру в первой по ходу движения слябов сварочной зоне на 20-60°С, при этом продолжительность нагрева слябов в зависимости от теплоты сгорания топлива определяют по соотношению: τН=(0,00027Q2-2,956Q+8210)±30 мин, где τН - продолжительность нагрева, мин; Q - теплота сгорания газовой смеси, ккал/м3; 0,00027 и 2,956 - размерные коэффициенты, м3/ккал×мин, а прокатку металла в линии стана производят с применением теплоаккумулирующих экранов, делением части раскатов на мерные длины летучими ножницами перед чистовой группой и заправочной скоростью транспортировки полосы к моталке в пределах от 5 до 15 м/с. 1 з.п. ф-лы, 1 ил.
τН=(0,00027Q2-2,956Q+8210)±30 мин,
где τН - продолжительность нагрева, мин;
Q - теплота сгорания газовой смеси, ккал/м3;
0,00027 и 2,956 - размерные коэффициенты, м3 (ккал×мин),
а прокатку металла в линии стана производят с применением теплоаккумулирующих экранов и заправочной скоростью транспортировки полосы к моталке в пределах от 5 до 15 м/с.
| КАПЛАН В.Г | |||
| Наладка и эксплуатация печей для нагрева металла, М., Металлургия, 1965, с.46 | |||
| Способ нагрева металла в методических печах | 1978 |
|
SU779418A1 |
| Способ охлаждения и нагрева слябов | 1988 |
|
SU1675007A1 |
| СПОСОБ НАГРЕВА СЛИТКОВ | 1998 |
|
RU2133283C1 |
| Способ нагрева слябов перед горячей прокаткой | 1977 |
|
SU633909A1 |
| Способ нагрева металлических заготовок в методической печи | 1985 |
|
SU1289895A1 |

