Изобретение относится к черной металлургии, а именно к прокатному производству, и может быть использовано при прокатке листов из катэных и непрерывно-литых слябов на широкополосных и толстолистовых станах.
Целью изобретения является снижение потерь тепла в окружающую среду и повышение равномерности нагрева слябов.
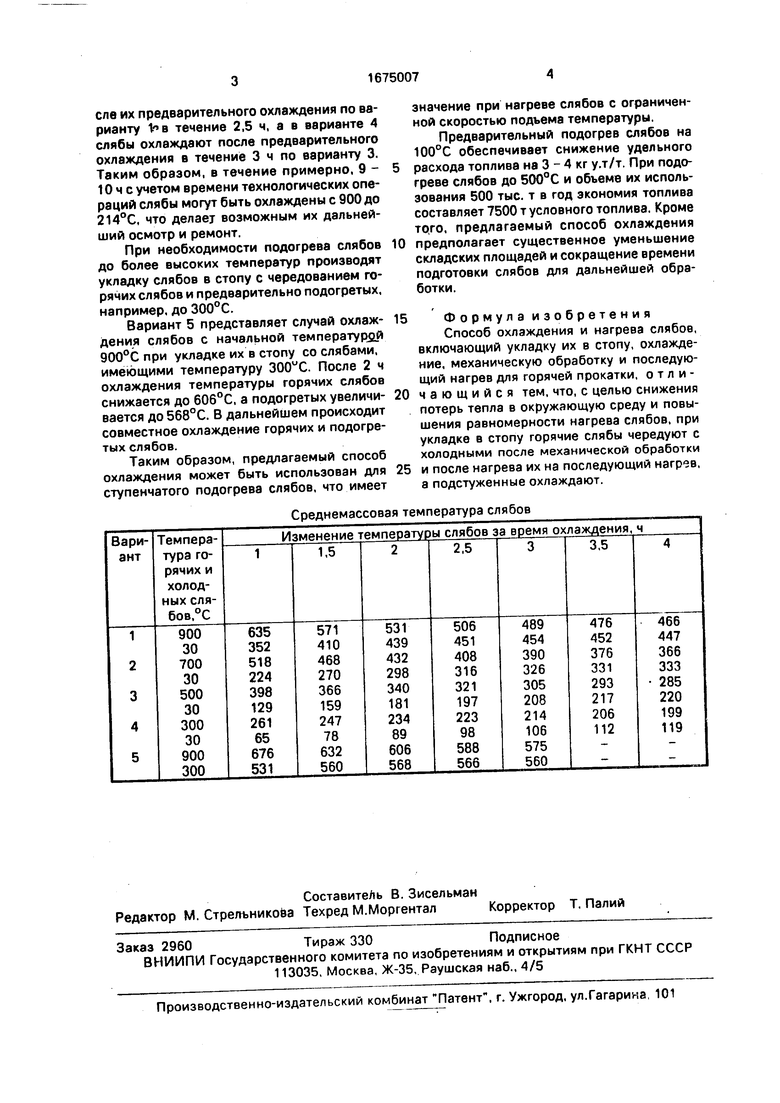
Способ поясняется примерами охлаждения слябов из стали 20 сечением 250 х х1500 мм с начальной температурой 900, 700, 500, 300°С при укладке их в стопу, чередуя с холодными слябами тех же размеров и марки стали Изменение температуры горячих и холодных слябов определяют расчетом с использованием математической модели, адаптация которой реальным условиям выполнена на основании экспериментальных исследований. Каждая стопа состоит из шести слябов, причем снизу размещается горячий сляб, сверху - холодный.
В таблице приведены данные изменения во времени среднемассовой температуры слябов, расположенных в средней части стопы.
Практически через 2 - 3 ч с начала охлаждения холодные слябы достигают максимальной температуры, при этом температура горячих слябов (при начальной температуре 700 - 900°С) уменьшается в 1,6-1,85 раза, а слябов с меньшей начальной температурой (300 - 500°С) - в 1.3- 1,65 раза.
В вариантах 1 и 2 охлаждают и нагревают слябы, когда горячие слябы поступают, например, непосредственно после МНЛЗ В варианте 3 горячие слябы охлаждают поО vj
СЛ О О
1
еле их предварительного охлаждения по варианту 1. в течение 2,5 ч, а в варианте 4 слябы охлаждают после предварительного охлаждения в течение 3 ч по варианту 3. Таким образом, в течение примерно, 9 - 10 ч с учетом времени технологических операций слябы могут быть охлаждены с 900 до 214°С, что делает возможным их дальнейший осмотр и ремонт.
При необходимости подогрева слябов до более высоких температур производят укладку слябов в стопу с чередованием горячих слябов и предварительно подогретых, например, до 300°С.
Вариант 5 представляет случай охлаж- дения слябов с начальной температурой 900°С при укладке их в стопу со слябами, имеющими температуру 300UC. После 2 ч охлаждения температуры горячих слябов снижается до 606°С, а подогретых увеличи- вается до 568°С. В дальнейшем происходит совместное охлаждение горячих и подогретых слябов.
Таким образом, предлагаемый способ охлаждения может быть использован для ступенчатого подогрева слябов, что имеет
значение при нагреве слябов с ограниченной скоростью подъема температуры.
Предварительный подогрев слябов на 100°С обеспечивает снижение удельного расхода топлива на 3 - 4 кг у.т/т. При подогреве слябов до 500°С и объеме их использования 500 тыс. т в год экономия топлива составляет 7500 т условного топлива. Кроме того, предлагаемый способ охлаждения предполагает существенное уменьшение складских площадей и сокращение времени подготовки слябов для дальнейшей обработки.
Формула изобретения Способ охлаждения и нагрева слябов, включающий укладку их в стопу, охлаждение, механическую обработку и последующий нагрев для горячей прокатки, отличающийся тем, что, с целью снижения потерь тепла в окружающую среду и повышения равномерности нагрева слябов, при укладке в стопу горячие слябы чередуют с холодными после механической обработки и после нагрева их на последующий нагрев, а подстуженные охлаждают.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТЫХ ЛИСТОВ | 2007 |
|
RU2348702C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ | 2007 |
|
RU2350662C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ СЛЯБОВ ПРОМЕЖУТОЧНОЙ ТОЛЩИНЫ И ПРИЕМНИК ДЛЯ СЛЯБОВ | 1996 |
|
RU2114708C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ, ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ АГЛОМЕРАЦИОННОГО, ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2138557C1 |
| Способ производства крупногабаритных толстых металлических листов или плит | 2016 |
|
RU2634863C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ И ТЕРМООБРАБОТКИ СТАЛЬНОЙ ПОЛОСЫ | 2008 |
|
RU2429922C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ МАРТЕНСИТНОГО КЛАССА И ДЕФОРМАЦИОННО-ТЕРМИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2474623C1 |
| СПОСОБ УПРАВЛЕНИЯ НАГРЕВОМ МЕТАЛЛА В ПЕЧАХ ПРОКАТНЫХ СТАНОВ | 2007 |
|
RU2337293C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА | 2006 |
|
RU2318027C1 |
Изобретение относится к черной металлургии, а именно к прокатному производству, и может быть использовано при прокатке листов из катаных и непрерывно-литых слябов на широкополосных и толстолистовых станах. Целью изобретения является снижение потерь тепла в окружающую среду и повышение равномерности нагрева слябов. При укладке в стопу горячие слябы чередуют с холодными, по истечении заданного времени стопу разбирают и подогретые холодные слябы направляют в нагревательную печь, а остывшие горячие слябы поступают на склад или же используются для подогрева холодных слябов. 1 табл. ё
Среднемассовая температура слябов
| Беняковский М.А | |||
| и др | |||
| автомобильного листа | |||
| М | |||
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| ФОТОСЕНСИБИЛИЗАТОР ДЛЯ ФОТОДИНАМИЧЕСКОГО РАЗРУШЕНИЯ ОПУХОЛЕВЫХ КЛЕТОК | 2023 |
|
RU2805148C1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Производство Металлургия, | |||
