(54) УСТРОЙСТВО ДЛЯ КОВКИ ПОЛЫХ ПОКОВОК
1
Изобретение относится к обработке металлов давлением, в частности к ковке под ковочными прессами полых поковок на конусных оправках.
Известно устройство для ковки полых поковок, содержащее бойки с рабочими поверхностями и оправку 1.
Недостатком известного устройства является невысокая его производительность, а также большой расход металла из-за торцовых пороков и напусков.
Цель изобретения - увеличение производительности ковки, а также уменьшение расхода металла путем ликвидации торцовых пороков и напусков.
С этой целью в устройстве для ковки полых поковок, содержащем бойки с рабочими поверхностями и оправку, рабочие поверхности бойков выполнены с выступами для ограничения течения металла в направлении оси поковки.
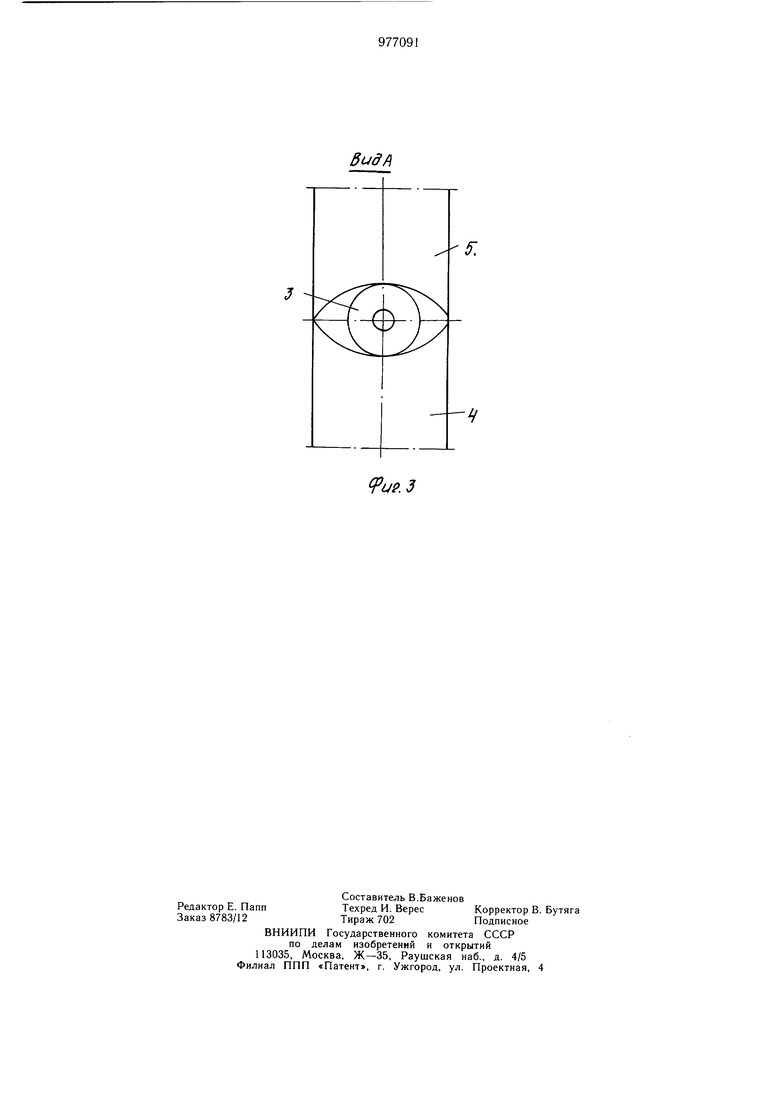
На фиг. 1 изображен вариант схемы обжатия концевого участка у бурта оправки; на фиг. 2 - схема обжатия концевого участка против бурта оправки; на фиг. 3 - вид по стрелке А на фиг. 2.
Устройство включает нижний боек 1, верхний боек 2 и обычную оправку 3.
Бойки 1 и 2 имеют соответственно выступы 4 и 5, совместно позволяюш,ие осуш,ествлять ковку концевых участков различных поковок, вне зависимости от диаметров прошивной и диаметров оправок. Рабочие поверхности бойков 1 и 2 выполняются плоскими или вырезными, а торцовые поверхности выступов 4 и 5 вырезными.
При операции протяжки вначале обжимаются концевые участки заготовки, затем ковка ведется по направлению к бурту оправки. Концевой участок у бурта обжимается выступами 4 и 5 с упором металла в торец бурта оправки. Концевой участок против бурта оправки обжимается бойками 1 и 2 с выступами 4 и 5 с упором металла в торцы выступов 4 и 5.
Для последующей ковки используются выступы 4 и 5 или обычные быстросъем20 ные бойки. По сравнению с прототипом использование предлагаемого изобретения позволяет достигнуть экономию металла порядка 3-5% при одновременном улучшении качества поковок благодаря торцовому подпору металла и более благоприятной схеме йапряженного состояния.
Формула изобретения
Устройство для ковки полых поковок, содержащее бойки с рабочими поверхностями и оправку, отличающееся тем, что, с целью увеличения производительности ковки и
уменьшения расхода металла путем ликвидации торцовых пороков и напусков, рабочие поверхности бойков выполнены с выступами для ограничения течения металла в направлении оси поковки.
Источники информации, принятые во внимание при экспертизе I. Авторское свидтельство СССР № 683844, кл. В 21 J 5/00, 1976 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486985C2 |
| Инструмент для кузнечной протяжки | 1982 |
|
SU1042863A1 |
| Способ ковки поковок | 1976 |
|
SU683844A1 |
| Способ раскатки полых цилиндрических изделий | 1987 |
|
SU1447518A1 |
| Устройство для ковки полых поковок с фланцем | 1985 |
|
SU1379004A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК ПРЯМОУГОЛЬНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2007 |
|
RU2362648C2 |
| Устройство для раскатки изделий вне зоны пресса | 1985 |
|
SU1402401A1 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПОЛЫХ ПОКОВОК | 2010 |
|
RU2431539C1 |
| Способ изготовления полой поковки с криволинейной осью | 1985 |
|
SU1382563A1 |
и.2
А
(up.3
