Известные способы увеличения срока службы дорнов (оправок) трубопрокатных (прошивных) предусматривают охлаЛСдение их рабочей поверхности водой. Однако такое охлаждение оправок уменьшает износ только за счет снижения температуры разогрева, по существу без изменения сил трения. Поэтому охлаждаемые оправки недостаточно эффективны.
Предлагаемое применение смазки оправок прошивных станоя отличается от известных способов тем, что расплавляемая соль или смазка, подаваслгая в очяг деформапи. споспбструет уменыпению сил с одновременным нроцессом охлаждения рабочей поверхности опрявчи. Таки.м образом, применение смазки оправок позволяет получить положительный эффект по увеличению сроков их службы и повышению качества тфошиваелгых трубных заготовок. В качестве смазок предлагается применение поваренной соли, поташа или графита, слюды, талька, криолина и др. Подача смазки на рабочую поверхность оправки предусматпивается под давлением 10-15 атм.
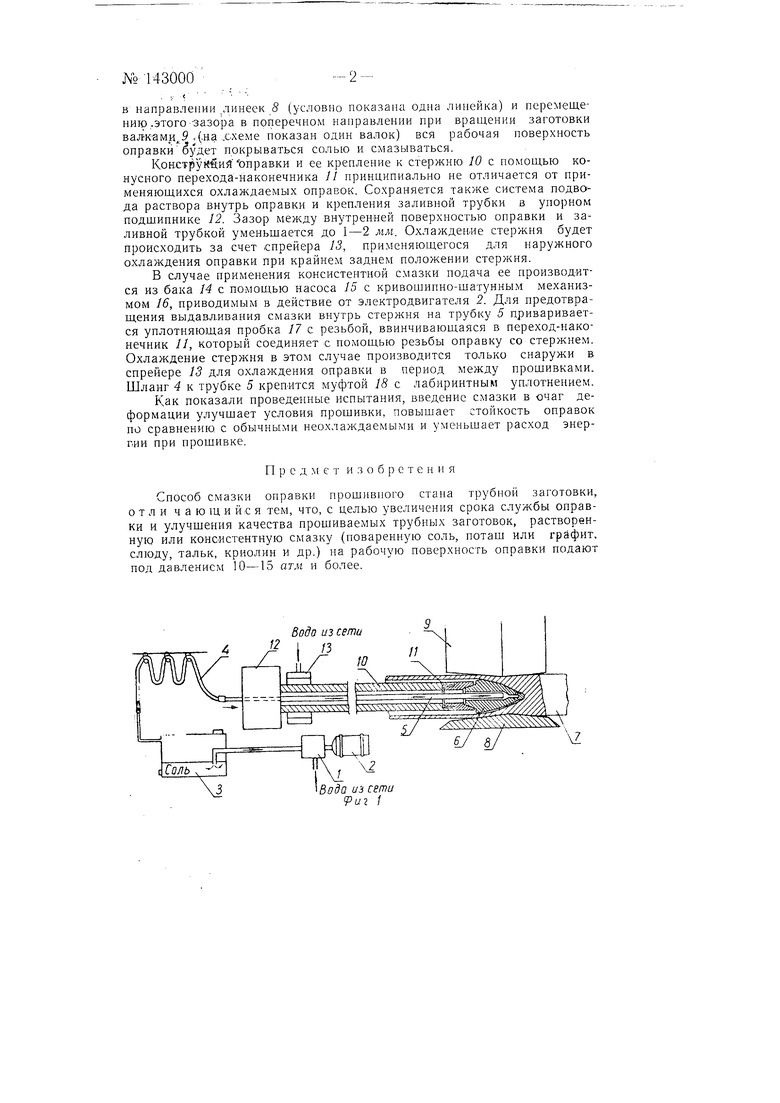
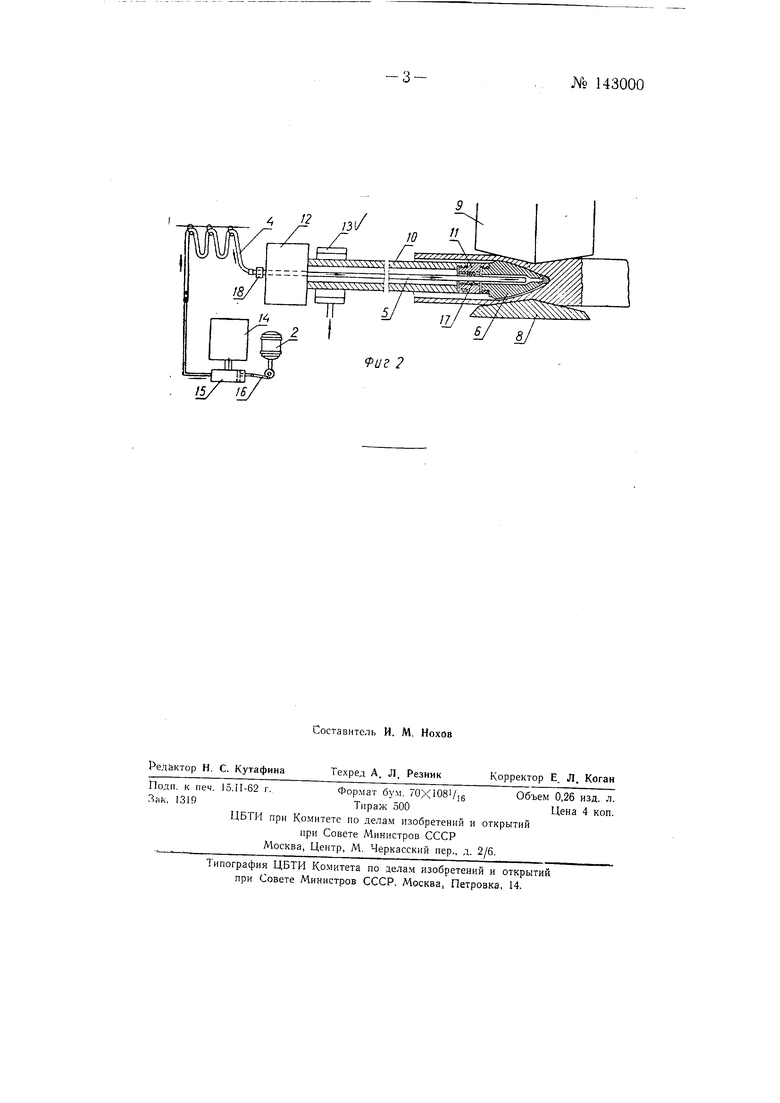
На фиг. 1 и 2 показаны схемы установок для подачи смазки на поверхность оправки.
Вода из сети нагнетается под давлением 10-15 атм насосом 1 с электродвигателем 2 в бак-резервуар 3, который периодически через верхний герметичный люк засыпается солью. Получаюпдийся в баке раствор соли под давлением поступает через гибкий бронированный шланг 4 л заливную трубку 5 внутрь полой оправки 6, а через три отверстия в носке оправки попадает в полость между оправкой и прошиваемой заготовкой 7. Соприкасаясь с разогретым металлом заготовки, вода испаряется, а растворенная в ней соль охлаждается на поверхности оправки, плавится и служит смазкой. Благодаря .наличию зазора между оправкой и прошиваемой заготовкой по длине очага деформации
в направлении .линеек 8 (условно ноказана одна линейка) и перемещению ..этого зазора в поперечном направлении при врандении заготовки вал-ками,.Р ,(.на ,:охеме показан один валок) вся рабочая поверхность оправки удет покрываться солью и смазываться.
Констру1 й;ийоправки и ее крепление к стержнЕо 10 с помощью конусного перехода-наконечника // принципиально не отличается от применяющихся охлаждаемых онравок. Сохраняется также система подвода раствора внутрь оправки и крепления заливной трубки в упорном подщипнике 12. Зазор между внутренней поверхностью оправки и заливной трубкой уменьщается до 1-2 мм. ОхлаждеЕше стержня будет происходить за счет спрейера 13, применяющегося для наружного охлаждения оправки при крайнем заднем положении стержня.
В случае применения консистентной смазки подача ее производится из бака 14 с помощью насоса 15 с кривошипно-шатунным механизмом 16, приводимым в действие от электродвигателя 2. Для предотвращения выдавливания смазки внутрь стержня на трубку 5 приваривается уплотняЕОщая пробка 17 с резьбой, ввинчивающаяся в переход-наконечник //, который соединяет с помощью резьбы оправку со стержнем. Охлаждение стержня в этом случае производится только снаружи в спрейере 13 для охлаждения оправки в период между прощивками. Шланг 4 к трубке 5 креп-ится муфтой 18 с лабиринтным уплотнением.
Как поЕ азали проведенные испытания, введение смазки в очаг деформации улучЕиает условия прошивки, повышает стойкость оправок по сравнению, с обычными неохлаждаемыми и уменьшает расход энергии при прошивке.
Предмет изобретен и я
Способ смазки оправки прошивного стана трубной заготовки, от л и чающийся тем, что, с целью увеличения срока службы оправки и улучшения качества прошиваемых трубных заготовок, растворенную или консистентную смазку (повареннуЕо соль, поташ или графит, слЕОду, тальк, криолин и др.) на рабочуЕО поверхность оправки подают под давлением 10-15 атм и более.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ винтовой прокатки гильз | 1978 |
|
SU763011A1 |
| Способ продольной прокатки труб | 1982 |
|
SU1018733A1 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2014 |
|
RU2568805C1 |
| Способ винтовой прошивки и устройство для его осуществления | 2016 |
|
RU2647393C1 |
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ | 2011 |
|
RU2456102C1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2005 |
|
RU2298581C2 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2011 |
|
RU2457052C1 |
| ВОДООХЛАЖДАЕМАЯ ОПРАВКА И СТЕРЖЕНЬ ПРОШИВНОГО СТАНА | 2009 |
|
RU2423194C2 |
| ПРОШИВНАЯ ОПРАВКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2605044C2 |
| Способ винтовой прошивки и устройство для его осуществления | 2022 |
|
RU2814881C2 |
Вода из сета 1 /3
BodQ из сети fui 1
