Изобретение относится к конструкциям сборного абразивного инструмента и может быть использовано в металлургической и машиностроительной промышленности для обработки цилиндрических поверхностей, особенно из трудношлифуемых материалов, предрасположенных к дефектообразованию в виде прижогов и трещин.
Известны конструкции абразивных инструментов, реализующие метод понижения температуры обработки, основанный на использовании прерывистого резания (Патент Российской Федерации RU 2123924 С1, 1997. Патент Российской Федерации RU 2151679 С1, 1998).
Однако эти инструменты основаны на круглом цилиндрическом шлифовании периферией инструмента. Данному способу шлифования характерны следующие недостатки: нарушение кристаллического строения обрабатываемого материала, низкая стабильность точности формы, склонность к дефектообразованию в виде прижогов и трещин.
От указанного недостатка свободна конструкция торцошлифовального круга по а.с. №878557 (опубл. 07.11.1981). Данный абразивный круг содержит планшайбу с рабочими абразивными элементами и наиболее близок к предлагаемому.
При сборке инструмента возникает ряд проблем с выбором используемых абразивных элементов, так как они не являются стандартными.
Предлагаемым изобретением решается задача понижения температуры шлифования методом прерывистого резания сборным торцошлифовальным кругом с использованием стандартных абразивных элементов квадратного или прямоугольного профиля.
Для достижения указанного технического результата на сборном торцошлифовальном круге, выполненном в виде планшайбы с системой отверстий, крепятся в П-образных направляющих с помощью пайки или вклеивания абразивные элементы, имеющие в поперечном сечении форму прямоугольника или квадрата.
Предлагаемый сборный торцошлифовальный круг отличается от указанного выше известного, наиболее близкого к нему, тем, что он снабжен П-образными направляющими, предназначенными для крепления рабочих абразивных элементов с помощью пайки или вклеивания и имеющими форму, соответствующую форме рабочих абразивных элементов, в качестве которых использованы стандартные абразивные бруски с квадратной или прямоугольной формой поперечного сечения, а в планшайбе выполнена система отверстий для крепления посредством винтов с потайными головками П-образных направляющих с абразивными брусками с образованием равностороннего многогранника с числом граней не менее трех и не более шести. При этом при четырехгранной компоновке круга абразивные бруски расположены из условия касания торца и боковой грани прилегающих друг к другу брусков. В случае, когда число граней не равно четырем, абразивные бруски выполнены в виде трапеции с углом α, равным половине угла между двумя прилегающими друг к другу гранями многогранника.
Благодаря наличию этих признаков упрощается установка новых и замена износившихся абразивных элементов, появляется возможность рационального подбора формы рабочей поверхности сборного торцошлифовального круга. Конструкция сборного торцошлифовального круга позволяет изменять величину смещения линии реза относительно оси круга при условии, что 0≤a≤Rкр, где a - величина смещения линии реза; Rкр - радиус описанной окружности. Согласно исследованиям при этом происходит значительное изменение всех параметров шероховатости. Увеличение числа граней более шести приведет к приближению формы инструмента к традиционному торцовому шлифовальному кругу типа чашки, что снизит эффект, который дает прерывистое резание.
Предлагаемый сборный торцошлифовальный круг иллюстрируется чертежами, представленными на фиг.1-5.
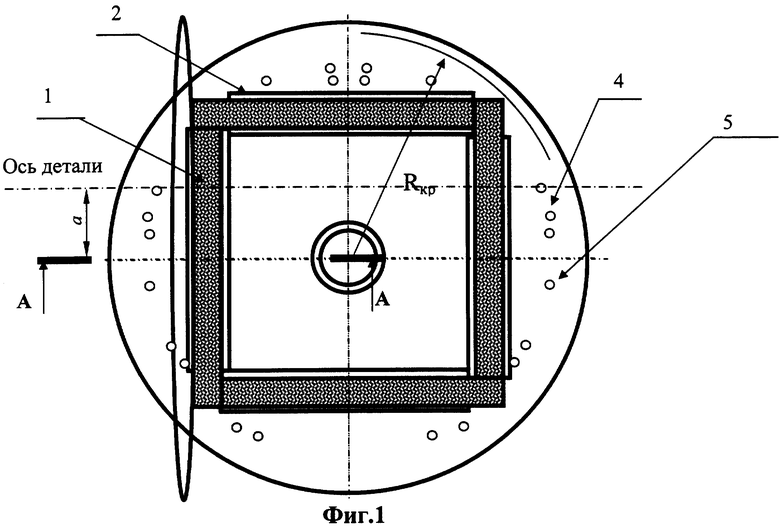
На фиг.1 представлен вариант сборного торцошлифовального круга с четырьмя рабочими абразивными элементами.
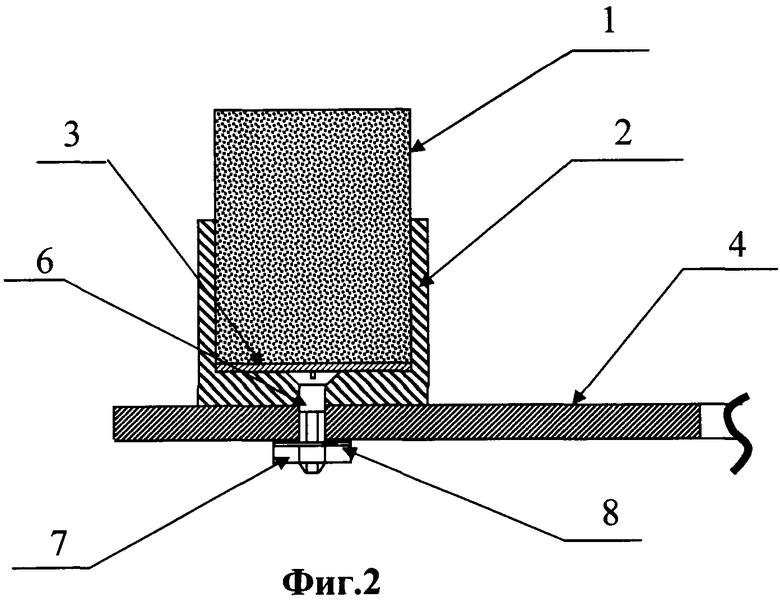
На фиг.2 - разрез А-А на фиг.1.
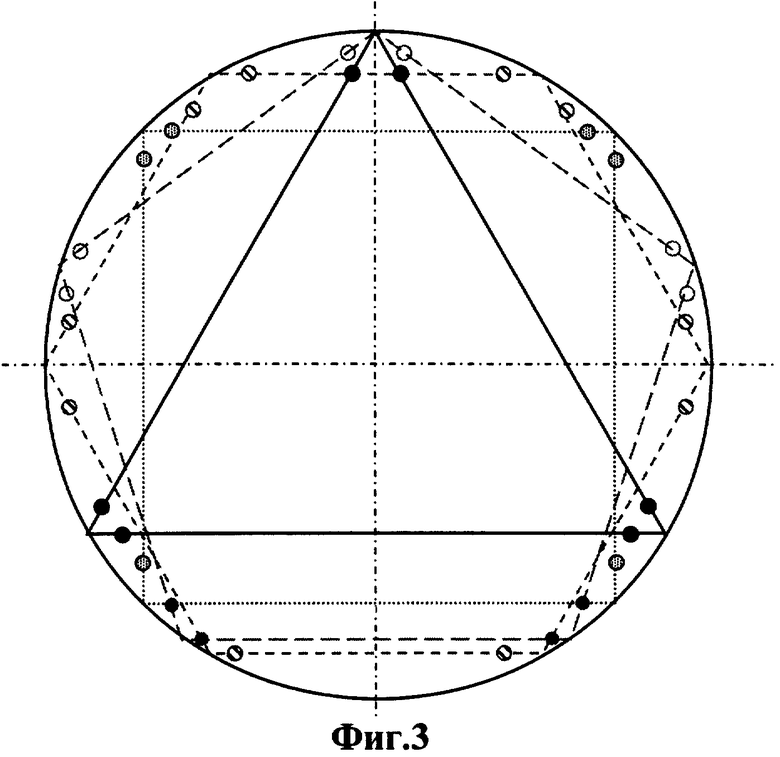
На фиг.3 - система отверстий, выполненная на планшайбе сборного торцошлифовального круга.
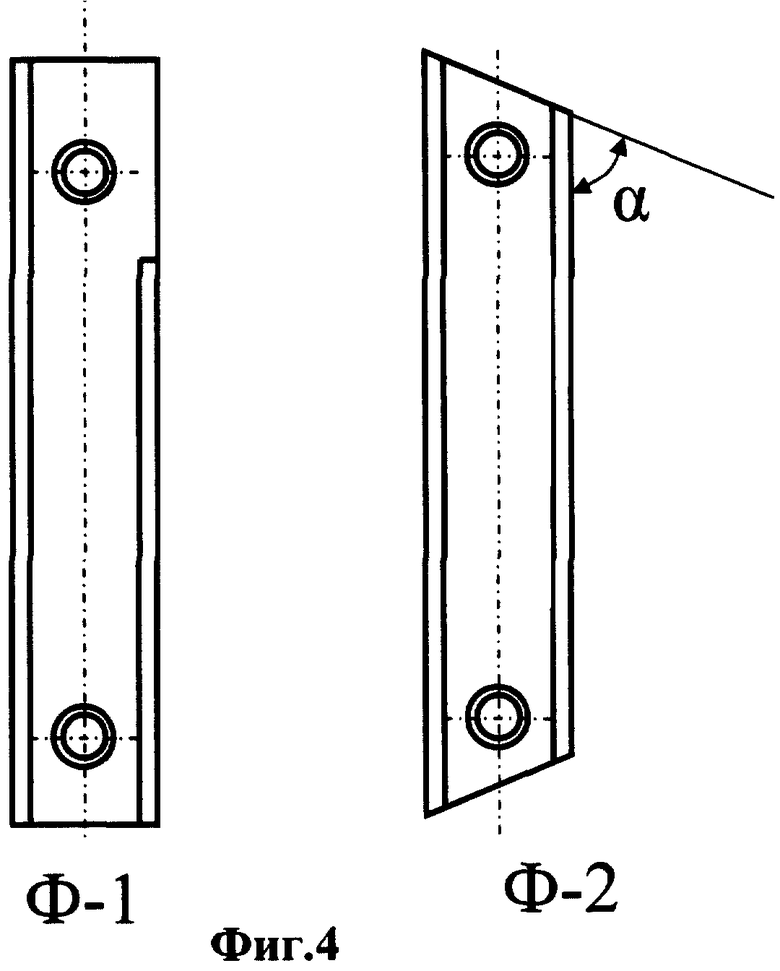
На фиг.4 - вид сверху П-образных направляющих.
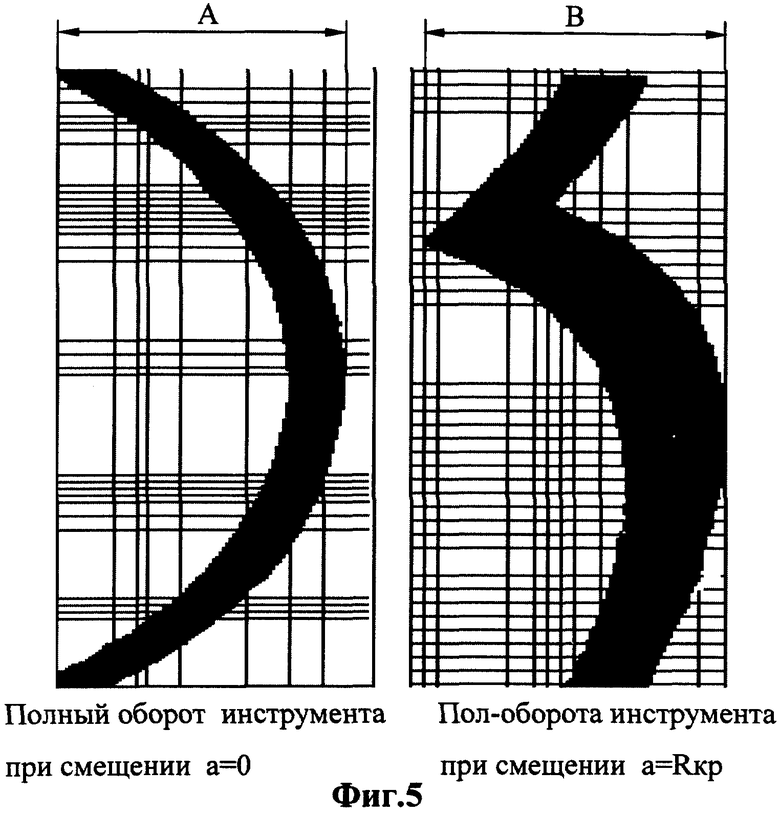
На фиг.5 - развертка следа инструмента на обрабатываемой поверхности.
Сборный торцошлифовальный круг (фиг.1) содержит абразивные элементы (фиг.2), имеющие в поперечном сечении форму прямоугольника или квадрата (1), которые крепятся в П-образных направляющих (2) с помощью пайки (3) или вклеивания. Направляющие в свою очередь крепятся на планшайбе (4) через систему отверстий (5) (фиг.1) с помощью винтов с потайными головками (6) (фиг.2). Во избежание самопроизвольного развинчивания под гайку (7) подкладывается пружинная шайба (8). Направляющие крепятся на планшайбе в форме квадрата или симметричного многогранника с числом сторон не менее трех и не более шести. Абразивные элементы (1) выполняются в виде трапеций с углом α, равным половине угла между двумя прилегающими друг к другу сторонами многогранника. Исключение составляет квадратная компоновка сборного торцошлифовального круга, так как в этом случае абразивные элементы располагаются таким образом, что касаются друг друга торцом к боковой грани. При этом П-образные направляющие (2) будут иметь форму Ф-1 - при четырехгранной компоновке и форму Ф-2 - в остальных случаях (фиг.4).
В процессе обработки за один оборот шпинделя зона резания переместится в осевом направлении на величину А - при нулевом смещении; на величину В - при смещении, равном Rкр, и вернется в исходное положение. Это видно из развертки следа инструмента на обрабатываемой поверхности при четырехгранной его компоновке (фиг.5). Благодаря такому аксиальному смещению рабочей поверхности инструмента наблюдается прерывистое шлифование, которое сопровождается снижением температуры резания по сравнению с традиционным шлифованием.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки торцешлифовального круга | 1984 |
|
SU1207737A2 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ СБОРНЫМ ПРЕРЫВИСТЫМ КРУГОМ | 1998 |
|
RU2155662C2 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2000 |
|
RU2177867C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 2000 |
|
RU2177397C1 |
| СБОРНЫЙ ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2203174C2 |
| СПОСОБ КОМБИНИРОВАННОЙ АБРАЗИВНОЙ ОБРАБОТКИ ПРОДОЛЬНО-ПРЕРЫВИСТЫМИ КРУГАМИ | 2001 |
|
RU2203172C2 |
| УПРУГИЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2006 |
|
RU2327557C1 |
| ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2002 |
|
RU2230634C1 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ВРЕЗАНИЕМ ВНУТРЕННИХ КАНАВОК | 2006 |
|
RU2329130C1 |
| СБОРНЫЙ КРУГ С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2218267C2 |
Изобретение относится к области абразивной обработки и может быть использовано в металлургической и машиностроительной промышленности для обработки цилиндрических поверхностей, в частности, из трудношлифуемых материалов, предрасположенных к дефектообразованию в виде прижогов и трещин. Торцошлифовальный круг содержит планшайбу и рабочие абразивные элементы в виде стандартных абразивных брусков с квадратной или прямоугольной формой поперечного сечения. Последние закреплены на П-образных направляющих с помощью пайки или вклеивания, имеющих форму, соответствующую форме рабочих абразивных элементов. В планшайбе выполнена система отверстий для крепления посредством винтов с потайными головками П-образных направляющих с абразивными брусками с образованием равностороннего многогранника с числом граней не менее трех и не более шести. В результате обработка ведется методом прерывистого шлифования, что снижает температуру в зоне резания, упрощается замена износившихся абразивных элементов. 2 з.п. ф-лы, 5 ил.
| Способ сборки торцешлифовального круга | 1978 |
|
SU878557A1 |
| Способ сборки торцешлифовального круга | 1984 |
|
SU1207737A2 |
| Сборный абразивный инструмент | 1981 |
|
SU1000259A1 |
| ГРАВИМЕТР | 1988 |
|
RU1589828C |

