10
15
.70
1207737
Изобретение относится к изготовлеию абразивного инструмента и может быть использовано в абразивной, проышленности при изготовлении сборных торцошлифовальных кругов, а таке в металлообрабатывающих отраслях ромышленности.
Цель изобретения - повышение наежности закрепления абразивных элементов и расширение технологичесих возможностей сборных торцопши- овальных кругов.
Предлагаемый способ заключается TQM, что абразивные элементы устаавливают на планшай бу с наружным ободом концентрическими рядами и закрепляют путем приложения к ним радиально направленного от центра силия, причем абразивные элементы берут такими, боковая поверхность которых имеет две симметрично расположенные плоские грани, пересекащиеся за пределами контура элемен- та, с углом между ними - ,
где m - целое число не менее 3, и вводят их в контакт между собой плоскими гранями, ориентируя вершиной угла к периферии круга и от нее, ipH зтом с ободом вводят в контакт а IT) элементов больше, чем с цент- альным крепежным элементом.
Абразивные элементы могут быть, ыполнены, например, в виде тел, меющих в плоскости основания форму ольцевого сектора, в виде цилиндра, срезанного двумя боковыми гранями, виде призмы и т.п.
Повышение надежности закрепления абразивных элементов проявляется не только вследствие плоского контакта между ними, что позволяет знаительно повышать крепежное усилие без опасности разрушения абразивных элементов, но и вследствие появления эффекта их самоторможения. При силе контакта между абразивными элементами W сила выталкивания элемента из круга по направлению к центру круга Р 2 N 51П - и равнодействующая сил трения абразивного элемента по двум смежным элементам, тормозящая его и направленная противоположно силе выталкивания
F 2Nfco5,
где i - коэффициент трения абразива по абразиву.
30
.35
I
ма ти ст из де ве че мо и
те кр эт не ро в мы об ры сн о ро о
та п на ва сл ни те ся по та ле де ме пу эл ло че
пр
50 ме ни по ус
5;5 ни кр но по
40
полного самоторможения
, , m
0
5
0
0
5
I
Коэффициент трения зависит от марки, формы, механической прочности и зернистости шлифматериала, структуры и материала связующего и изменяется в довольно широких пределах. Но независимо от конкретной величины этого коэффициента с увеличением м увеличивается и самоторможение, и, следовательно, надежность и работоспособность сборного круга.
Чем меньше значения числа fn , тем больше сборный торцошлифовальный круг отличается от круглой формы. В этом случае прерывистость торцошли- фования обеспечивается не только и не столько вследствие пустот и зазоров между абразивными элементами в круге, но и за счет некруглой формы круга, вследствие чего за каждый оборот круга процесс шлифования прерывается Кп раз, что способствует снюкению теплонапряженности процесса особенно у периферии круга, где скорость резания, а следовательно, и опасность прижога максимальные.
Кроме того, при быстром вращении такой некруглый круг становится прозрачным и при шлифовании можно наблюдать визуально и фотографировать процесс шлифования в целях исследования или адаптивного управления. Чем больше значение числа т, тем больше сборный круг приближается к круглой форме. Следовательно, появляется возможность использовать такие круги при обработке незакрепленных на столе станка и на барабане деталей, так как западание даже мелких обрабатываемых деталей в пустоты и зазоры между абразивными элементами и между направлякхцим 5 лотком и периферией круга исключено.
Возможные варианты сборных кругов приведены в табл. 1.
0 Для закрепления абразивных элементов с силовым контактом между ними в сборных кругах, выполненных по варианту 1, радиальное крепежное усилие нужно прилагать по направле;5 нию к центру круга. Размеры сборных кругов зависят не только от числа т, но и от размеров и количества используемых абразивных элементов.
0
в табл. 2 приведены в качестве примера наружный и внутренний рат диусы и площадь рабочей поверхности сборного круга в зависимости от числа m и внутреннего радиуса абразивных элементов при наружном радиусе абразивных элементов 100 мм и числе абразивных элементов в круге, равном 3 m.
Расчет параметров сборного круга выполнен по формулам
.5 .
if Ч
р ,f« V ,
в- 21Кн-л г - С05- +
Г I W
Ь т1Хг- 1г -х, t r arc9ivi-jf-Xp |p -Xp
и
р
Ь ., и
радиусы сборного круга;
наружный и внутренний радиусы абразивных элементов, толщина перемычки в tn-местной пресс-форме для формования абразивных элементов (в расчетах для таблицы принято Ь 0,15 ( г - р), т.е. толщина перемычки принята -пропорциональной ширине контактирующей грани абразивных элементов), пределы интегрирования при расчете площади основания абразивных элементов, определяемых, в свою очередь, по формулам
.
Ъ-соЗ Р НГ 4 1 2 Ввиду того, что наиболее рационально формование абразивных элементов производить в многоместной
йе ь
1207737
, пресс-форме по m абразивных элементов за одно прессование, приходится в расчетах и при проектировании сборных кругов учитывать толщину перемы- 5 чек в пресс-форме, так как вследствие этого центр наружной и внутренней дуг основания абразивных элементов не совпадает с точкой пересечения боковых граней. Поэтому и площадь К, абразивных элементов определяется
с использованием интегрального исчисления. Принципиально возможно,хотя и более трудоемко, использование при сборке- абразивных элементов, име- 1i ющих в основании кольцевой сектор правильной формы, с совпадением центра дуг кольцевого сектора с точкой пересечения боковых граней. В этом случае приведенные расчетные 2С формулы для параметров сборного круга значительно упрощаются - для их упрощения значение параметра о н-уж- но приравнять нулю.
Вогнутая поверхность имеющих в 25 основании кольцевой сектор абразивных элементов, образованная внутренним радиусом кольцевого сектора, не контактирует в круге ни со смежными абразивными элементами, ни с деталя- 30 ми планшайбы и может быть выполнена для упрочнения кромок плоской и даже выпуклой. В первом случае центральный крен пресс-формы выполняют в виде правильного многогранника с rh гра- 2- нями, во втором - на каждой грани
керна выполняют поднутрение требуемого радиуса.
Возможны при сборке и варианты сборных двухрядных кругов,представ40 ляющие собой как бы объединение двух однорядных кругов, например, вариантов 2 и 3 (табл. 1) в один круг, причем контакт между абразивными э-лементами смежных рядов осуществ45 ляют по выпуклым поверхностям абра- аивных элементов. Например, абразивные элементы ряда по варианту 2, ориентированные от центра круга, вводят в контакт с абразивными элемен50 тами по варианту 3, ориентированными к центру круга. Аналогично может быть присоединен и третий ряд абразивных элементов. При проектировании и сборке кругов с значениями m , рав55 ными 3 и 4, возможны варианты с неполным заполнением второго и третьего рядов.с целью приближения к круглой форме круга.
Чтобы снизить контактные напряжения в местах контакта выпуклых поверхностей абразивных элементов мно- горядных кругов, эти поверхности тоже можно изготовлять плоскими. Б этом случае абразивные элементы можно формовать не только в hi -местной jnpecc-форме в осевом направлении, по и в направлении, перпендикулярном оси абразивных элементов. При этом повышается не только производительность, но и равноплотность, равно- твердость и равнопрочность абразивных- изделий в осевом направлении.
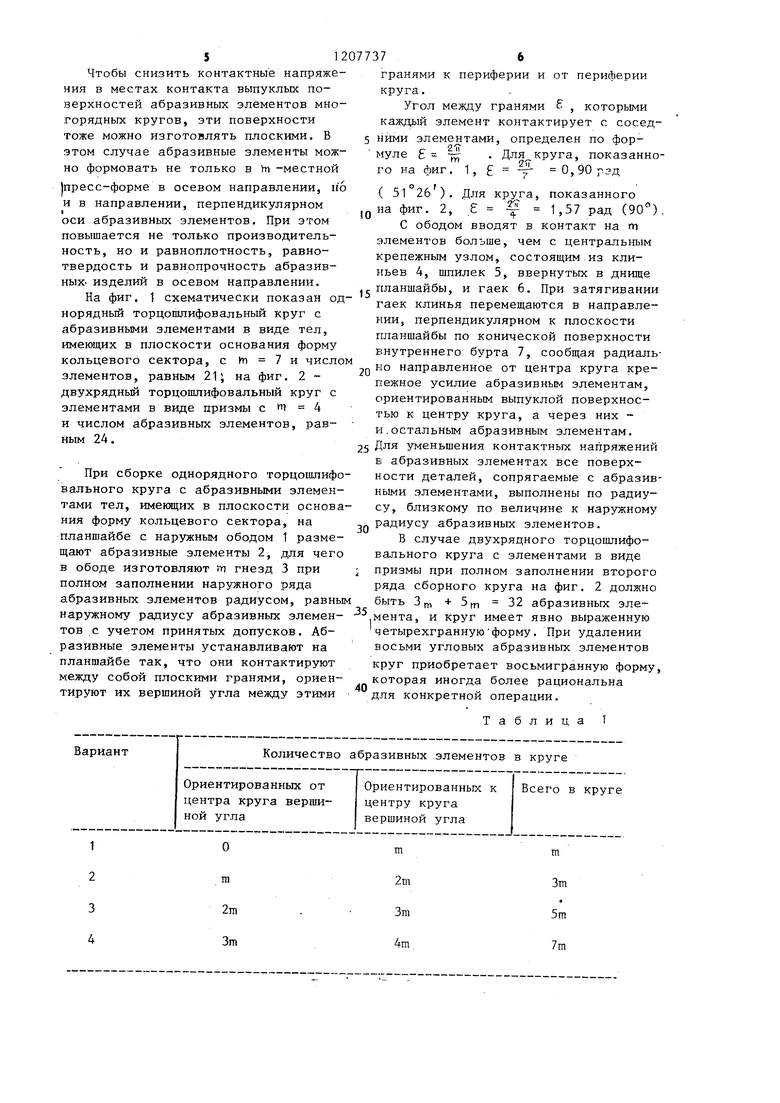
На фиг. 1 схематически показан однорядный тордошлифовальный круг с абразивными элементами в виде тел, имеющих в плоскости основания форму кольцевого сектора, с Hi 7 и числом элементов, равным 21; на фиг. 2 - двухрядньш торцошлифовальный круг с элементами в виде призмы с ш 4 и числом абразивных элементов, рав- - ным 24.
При сборке однорядного торцошлифо- вального круга с абразивными элементами тел, именлцих в плоскости основания форму кольцевого сектора, на планшайбе с наружным ободом 1 размещают абразивные элементы 2, для чего в ободе изготовляют fn гнезд 3 при полном заполнении наружного рядс1 абразивных элементов радиусом, равным
гранями к периферии и от периферии круга.
Угол между гранями , которыми каждый элемент контактирует с сосед 5 ними элементами, определен по формуле 7 . Для круга, показанно
З ГГ
m
го на фиг. 1,
7
0,90рзд
10
(51 26 ). Для круга, показанного
на фиг. 2, -f 1,57 рад (90°
С ободом вводят в контакт на m элементов больше, чем с центральным крепежным узлом, состоящим из клиньев 4, шпилек 5, ввернутых в днище
,, планшайбы, и гаек 6. При затягивании гаек клинья перемещаются в направлении, перпендикулярном к плоскости планшайбы по конической поверхности внутреннего бурта 7, сообщая радиаль
2Q но направленное от центра круга крепежное усилие абразивным элементам, ориентированным выпуклой поверхностью к центру круга, а через них - и.остальным абразивным элементам.
25 Для уменьшения контактных напряжений в абразивных элементах все поверхности деталей, сопрягаемые с абразив
30
су, близкому по величине к наружному радиусу абразивных элементов.
В случае двухрядного торцошлифо- вального круга с элементами в виде призмы при полном заполнении второго ряда сборного круга на фиг. 2 должно быть 3 fj, + 5 fp 32 абразивных эле- . . f ,,, Iff - f- -
наружному радиусу абразивных элемен- мента, и круг имеет явно выраженную
тов с учетом принятых допусков. Абразивные элементы устанавливают на планшайбе так, что они контактируют между собой плоскими гранями, ориентируют их вершиной угла между этими
m
2m
3m
гранями к периферии и от периферии круга.
Угол между гранями , которыми каждый элемент контактирует с сосед- ними элементами, определен по формуле 7 . Для круга, показанноЗ ГГ
m
го на фиг. 1,
7
0,90рзд
(51 26 ). Для круга, показанного
на фиг. 2, -f 1,57 рад (90°).
С ободом вводят в контакт на m элементов больше, чем с центральным крепежным узлом, состоящим из клиньев 4, шпилек 5, ввернутых в днище
планшайбы, и гаек 6. При затягивании гаек клинья перемещаются в направлении, перпендикулярном к плоскости планшайбы по конической поверхности внутреннего бурта 7, сообщая радиально направленное от центра круга крепежное усилие абразивным элементам, ориентированным выпуклой поверхностью к центру круга, а через них - и.остальным абразивным элементам.
Для уменьшения контактных напряжений в абразивных элементах все поверхности деталей, сопрягаемые с абразив30
су, близкому по величине к наружному радиусу абразивных элементов.
В случае двухрядного торцошлифо- вального круга с элементами в виде призмы при полном заполнении второго ряда сборного круга на фиг. 2 должно быть 3 fj, + 5 fp 32 абразивных эле,,, Iff - f- -
- мента, и круг имеет явно выраженную
40
четырехгранную форму. При удалении восьми угловых абразивных элементов круг приобретает восьмигранную форму, которая иногда более рациональна для конкретной операции.
Таблица 1
Ш
3m
5m
7m
Тавлнц 2


| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ТОРЦОШЛИФОВАЛЬНЫЙ КРУГ | 2003 |
|
RU2249500C2 |
| Способ сборки торцешлифовального круга | 1981 |
|
SU1118519A2 |
| Торцешлифовальный круг | 1983 |
|
SU1122497A1 |
| Способ сборки торцешлифовального круга | 1979 |
|
SU1100077A1 |
| Способ сборки торцешлифовального круга | 1980 |
|
SU963843A2 |
| Торцошлифовальный круг | 1987 |
|
SU1433780A1 |
| Способ сборки торцешлифовального круга | 1979 |
|
SU1100076A1 |
| Сборный абразивный инструмент | 1984 |
|
SU1235709A1 |
| Способ сборки торцешлифовального круга | 1978 |
|
SU878557A1 |
| Сборный торцешлифовальный круг | 1985 |
|
SU1315273A1 |

Редактор Л.Лисина
Составитель Т.Никанорова
Техред М.ПароцаЙ Корректор в.Бутяга
131/17Тираж .739Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г.Ужгород, ул.Проектная, 4
| Авторское свидетельство СССР №,878557, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
