носительно центра круга в другую сторону. В таком уравновешенном положении ее и скрепляют с корпусом планшайбы, при этом радиальное усилие на все элементы внутреннего ряда будет примерно одинаковым, и следовательно, одинаковы будут надежность их закрепления и напряжения в местах их контакта с деталями планшайбы и между собой.
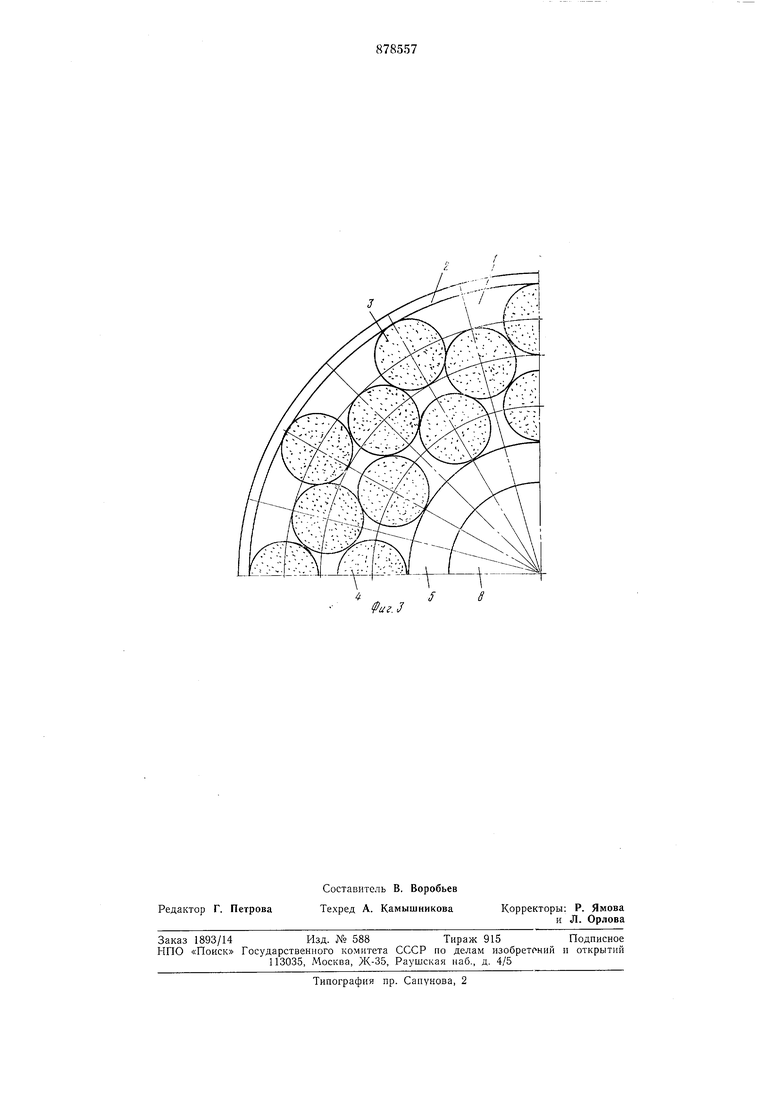
На фиг. 1 представлен сборный торцешлифовальный круг с различными диаметрами цилиндрических абразивиых элементов (вариант); на фиг. 2 - разрез по осевой плоскости фиг. 1; на фиг. 3 - кругс цилиндрическими абразивными элемеитами одинакового диаметра (вариант).
В корпусе 1 планшайбы, имеющем обод 2, выполненный заодно с корпусом, устанавливают концентрическими рядами иредварителыю изготовлеиные абразивные элементы 3. Затем всем элементам внутреннего концентрического ряда 4 сообщают постоянное, направленное к ободу, радиальное усилие при помощи центральной втулки 5 путем ее запрессовки, для чего на ней предусматривают заходный конус 6. После запрессовки центральную втулку скрепляют с корпусом планшайбы посредством гайки 7. Центральная втулка имеет отверстие 8 для подачи СОЖ. Это же отверстие быть использовано для крепления круга на шпинделе станка.
Для улучшения условий контакта абразивные элементы соприкасаются друг с другом и деталями планшайбы через прокладки 9 из картона или другого эластичного материала. На днище корпуса планщайбы выполнены резьбовые отверстия 10 для крепления круга на станке. Эти отверстия могут быть выполнены в один или несколько концентрических рядов в зависимости от диаметра и массы круга. При креплении круга непосредственно на шпинделе станка без промежуточной планшайбы эти отверстия могут отсутствовать. В этом случае в центральной втулке 5 отверстие 8 нужно изготовить по размерам крепежного конуса шпинделя станка. При необходимости на днище корпуса может быть выполнен концентрический паз в форме
ласточкина хвоста для размещения грузиков при статической балансировке круга.
При сборке круга элементы каждого последующего ряда устанавливают встык между элемеитами предыдущего ряда, начиная с наружного. Для обеспечения наиболее плотной и устойчивой схемы укладки элементов диаметры элементов рассчитывают так, чтобы они касались не только элементов смежных рядов, но и своего ряда.
Возможно расположение абразивных элементов с промежутками между ними в ряду, что в большей степени способствует теплонапряженности процесса
шлифования (фиг. 3).
Формула изобретения
Способ сборки торцешлифовального круга, при котором на планшайбу концентрическими рядами устанавливают абразивные элементы и закрепляют их, отличающийся тем, что, с целью упрощения и удешевления ироцесса сборки круга, берут планшайбу с наружным ободом и абразивные элементы закрепляют путем приложения к ним радиального направленного от центра усилия.
Источники информации, принятые во внимание при экспертизе 1. Патент США № 2867063, кл. 51-209, оиублик. 1959.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки торцешлифовального круга | 1979 |
|
SU1100077A1 |
| Способ сборки торцешлифовального круга | 1979 |
|
SU1100076A1 |
| Сборный торцешлифовальный круг | 1985 |
|
SU1315273A1 |
| Способ сборки торцешлифовального круга | 1981 |
|
SU1118519A2 |
| Способ сборки торцешлифовального круга | 1980 |
|
SU963843A2 |
| Способ сборки торцешлифовального круга | 1980 |
|
SU924991A1 |
| Торцешлифовальный круг | 1983 |
|
SU1122497A1 |
| Способ сборки торцешлифовального круга | 1980 |
|
SU1002142A1 |
| Сборный абразивный инструмент | 1984 |
|
SU1235709A1 |
| Способ сборки торцешлифовального круга | 1984 |
|
SU1207737A2 |

т
.
3 J
/ ..г7
.nI
