Изобретение относится к области сварки, в частности к устройствам для индукционной наплавки, и может быть использовано для упрочнения дисковых ножей свеклоуборочных комбайнов.
Известна установка для индукционной наплавки, содержащая устройство для загрузки заготовок, транспортный механизм перемещения заготовок в индуктор и устройство для разгрузки.
В известной установке для индукционной наплавки механизм перемещения заготовок выполнен в виде ротора, снабженного подпружиненными захватами, взаимодействующими с неподвижным кулачком, размещенным в центре ротора.
Недостатком известной установки являются низкое качество наплавленных изделий и ограниченная номенклатура обрабатываемых изделий. Мальтийский крест, используемый в качестве механизма перемещения, не обеспечивает плавности хода заготовки с нанесенной порошковой шихтой, которая осыпается во время пеpемещения заготовки и после наплавки отдельные участки изделия имеют малую толщину наплавленного слоя, что снижает качество изделия. Перемещение изделия по круговой траектории не позволяет на известной установке производить наплавку изделий дисковой формы, так как для введения диска в индуктор и выведения изделия из него требуется непомерное увеличение пассивных участков индуктора, приводящее к тому, что для расплавления шихты не хватает мощности установки ТВЧ и изделие не наплавляется.
Наиболее близкой к изобретению является установка для индукционной наплавки, содержащая нагревательный индуктор с симметрично размещенными по обе стороны от него позициями загрузки-выгрузки, дозаторами наплавочной шихты, механизмами перемещения заготовок по технологическим позициям, выполненными в виде рычагов с установленными гнездами, установленных с возможностью возвратно-колебательного перемещения, сбрасывателями готовых изделий, и транспортер.
Наличие двух отдельных приводов у механизмов перемещения заготовок и отдельного устройства для согласования их действий усложняет конструкцию.
Недостатками известной установки являются также сложность конструкции вследствие применения переключающегося нагревательного индуктора и ограниченная номенклатура обрабатываемых изделий из-за того, что при наплавке, например, дисковых ножей большого диаметра у нагревательного индуктора излишне растянуты пассивные участки, приводящие к значительным потерям энергии и невозможности произведения наплавки из-за нехватки мощности установки ТВЧ. Кроме того, для наплавки дисковых ножей требуется вращение их при насыпке шихты и наплавке, что на известной установке не предусмотрено.
Цель изобретения - упрощение конструкции и расширение номенклатуры обрабатываемых на установке изделий.
Эта цель достигается тем, что в известной установке для индукционной наплавки, содержащей нагревательный индуктор с симметрично размещенными по обе стороны от него позициями загрузки-выгрузки заготовок, дозаторами наплавочной шихты, механизмами перемещения заготовок по технологическим позициям, выполненными в виде консолей с установочными гнездами, смонтированных с возможностью возвратно-колебательного перемещения, сбрасывателями готовых изделий, и транспортер, рычаги механизмов перемещения снабжены кинематически связывающей их шарнирной тягой и установленными на осях консолей рычагами, на которых смонтированы дозаторы шихты, снабженные копирующими роликами, установленными с возможностью поворота относительно вертикальной оси, а установочные гнезда снабжены двухскоростными механизмами вращения.
Исполнение механизмов перемещения заготовок по технологическим позициям в виде двух консолей, кинематически связанных между собой шарнирной тягой, позволяет использовать один приводной пневмоцилиндр, что упрощает конструкцию установки, возвратно-колебательное перемещение консолей, снабженных установочными гнездами и механизмами вращения, создает возможность перемещения изделия по кривой и использовать при этом один индуктор или наплавки изделий, подаваемых поочередно с двух позиций нанесения наплавочной шихты, что также упрощает конструкцию установки.
Установка дозаторов на рычагах, совершающих возвратно-колебательные перемещения, позволяет расположить их на тех же осях соосно с консолями и упростить конструкцию. Поворачивающиеся копирующие ролики дозаторов облегчают набегание дозатора по нормали на изделие, а при включении вращения изделия ролики поворачиваются в направлении вращения и способствуют насыпке шихты равномерным слоем.
Для закрепления заготовки в установочных гнездах и предотвращения коробления ее в процессе нагрева и наплавки установка снабжена зажимными устройствами.
При наплавке изделия используется механизм вращения изделия малой скорости, при насыпке - механизм вращения повышенной скорости.
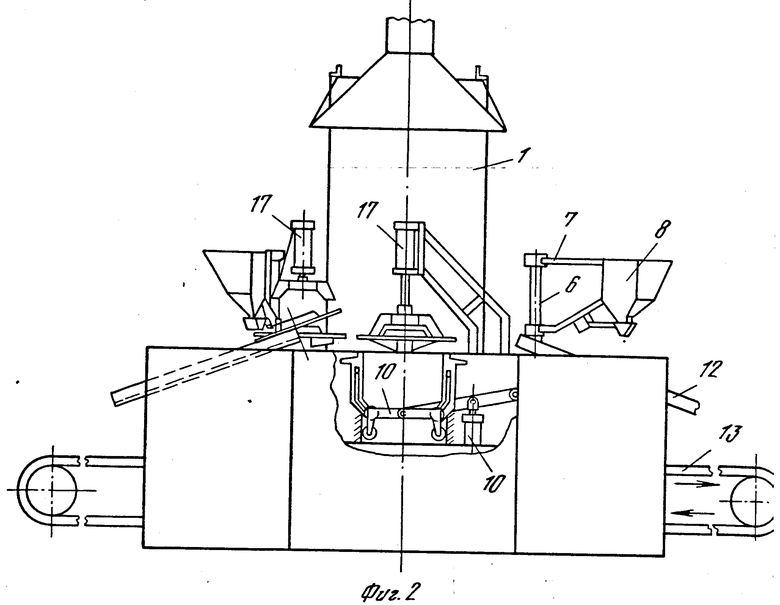
На фиг.1 показана установка для наплавки, вид сверху; на фиг.2 - вид А на фиг.1; на фиг.3 - разрез Б-Б на фиг.1.
Установка содержит генератор ТВЧ 1 с нагревательным индуктором 2, по обе стороны которого расположены две позиции ручной загрузки и механической выгрузки изделий. На консолях 3 размещены установочные гнезда 4 и зажимные устройства 5. Консоли 3 размещены на осях 6, на которых установлены также рычаги 7 с дозаторами 8 наплавочной шихты и копирующими роликами 9. Между позициями загрузки и выгрузки расположен механизм сброса 10, обеспечивающий попадание изделия 11 по склизам 12 на ленту транспортера 13. Консоли 3 связаны шарнирной тягой 14 и приводятся в движение пневмоцилиндром 15. Рычаги 7 перемещаются под воздействием пневмоцилиндров 16, изделия 11 прижимаются зажимным устройством 5 с помощью пневмоцилиндров 17. Установочные гнезда 4 приводятся во вращение механизмом 18 через цепную передачу 19.
Работает предлагаемая установка следующим образом.
На позиции загрузки 1 в установочное гнездо 4 консоли 3 устанавливают заготовку изделия 11, которую сверху с помощью пневмоцилиндра 17 и зажимного устройства 5 закрепляют. Пневмоцилиндр 16 поворачивает рычаг 7 с дозатором 8 и копирующим роликом 9 в сторону заготовки изделия 11. Ролик 9 вводит дозатор 8 на поверхность изделия, а после включения вращения механизмом 18 поворачивается в направлении вращения, способствуя нанесению шихты. Посадочная ось 4 делает один оборот с заготовкой изделия 11, шихта наносится на кромку, дозатор 8 отводится рычагом 7 от изделия 11. Консоль 3 поворачивается и вводит изделие 11 по криволинейной траектории в нагревательный индуктор 2 на позицию наплавки. Механизм вращения обеспечивает повышенную скорость вращения заготовке 11, включается нагрев и за один оборот диск наплавляется. Изделие возвращается на позицию выгрузки и механизмом 10 по склизам 12 сбрасывается на транспортер 13.
Так как консоли 3 соединены шарнирной тягой 14, то при перемещении наплавленного изделия 11 с позиции наплавки на позицию загрузки и сброса, вторая загрузка изделия, на которую за время наплавки первой была нанесена шихта, поступает на позицию наплавки в нагревательный индуктор 2. Цикл непрерывно повторяется.
По сравнению с известной установкой предлагаемая позволяет в полуавтоматическом режиме производить наплавку дисковых ножей различного размера при надежном зажатии изделия во время нагрева во избежание термического коробления. Установка обеспечивает двухскоростное вращение изделий на позициях нанесения шихты и наплавки.
Возвратно-колебательное перемещение консолей-механизмов перемещения обеспечивает ввод и вывод изделий из индуктора и позволяет использовать для наплавки один индуктор при поочередной подаче изделий.
Это упрощает конструкцию установки по сравнению с известной.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для индукционной наплавки поверхностей заготовок | 1976 |
|
SU616106A1 |
| СТАНОК ДЛЯ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ВТУЛОК | 1991 |
|
RU2015831C1 |
| ПОЛУАВТОМАТ ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 2003 |
|
RU2250812C1 |
| Линия для автоматической индукционной наплавки | 1987 |
|
SU1555088A1 |
| Автоматическая поточная линия для наплавки фасонных дисков | 1988 |
|
SU1544543A1 |
| Установка для автоматической индукционной наплавки | 1976 |
|
SU610636A1 |
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 1999 |
|
RU2154562C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1994 |
|
RU2086357C1 |
| Установка для индукционного нагрева и подачи на последующую обработку листовых заготовок | 1984 |
|
SU1268625A1 |
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 1996 |
|
RU2103140C1 |


УСТАНОВКА ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ, содержащая нагревательный индуктор с симметрично размещенными по обе стороны от него позициями загрузки-выгрузки, дозаторами наплавочной шихты, механизмами перемещения заготовок по технологическим позициям, выполненными в виде консолей с установочными гнездами, смонтированных с возможностью возвратно-колебательного перемещения, сбрасывателями готовых изделий, и транспортер, отличающаяся тем, что, с целью упрощения конструкции и обеспечения возможности наплавки изделий типа дисковых ножей, рычаги механизмов перемещения снабжены кинематически связывающей их шарнирной тягой и установленными на осях консолей рычагами, на которых смонтированы дозаторы шихты, снабженные копирующими роликами, установленными с возможностью поворота относительно вертикальной оси, а установочные гнезда снабжены двухскоростными механизмами вращения.
| 0 |
|
SU284213A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
