1
Изобретение относится к области обработки металлов давлением и предназначено для обрезки и зачистки облоя у поковок на механических прессах.
Известен штамп для обрезки и зачистки поковок, содержащий верхнюю плиту с обрезной и зачистной матрипами, внутри которых установлен зачистной пуансон, и нижнюю плиту с обрезным пуансоном.
С целью увеличения производительности и повышения качества зачистки штамп снабжен установленными на нижней плите копирами, а зачистная матрица выполнена из подвижных в горизонтальном направлении секций, имеющих верхнюю и нижнюю режущие кромки и взаимодействующих с упомянутыми копирами.
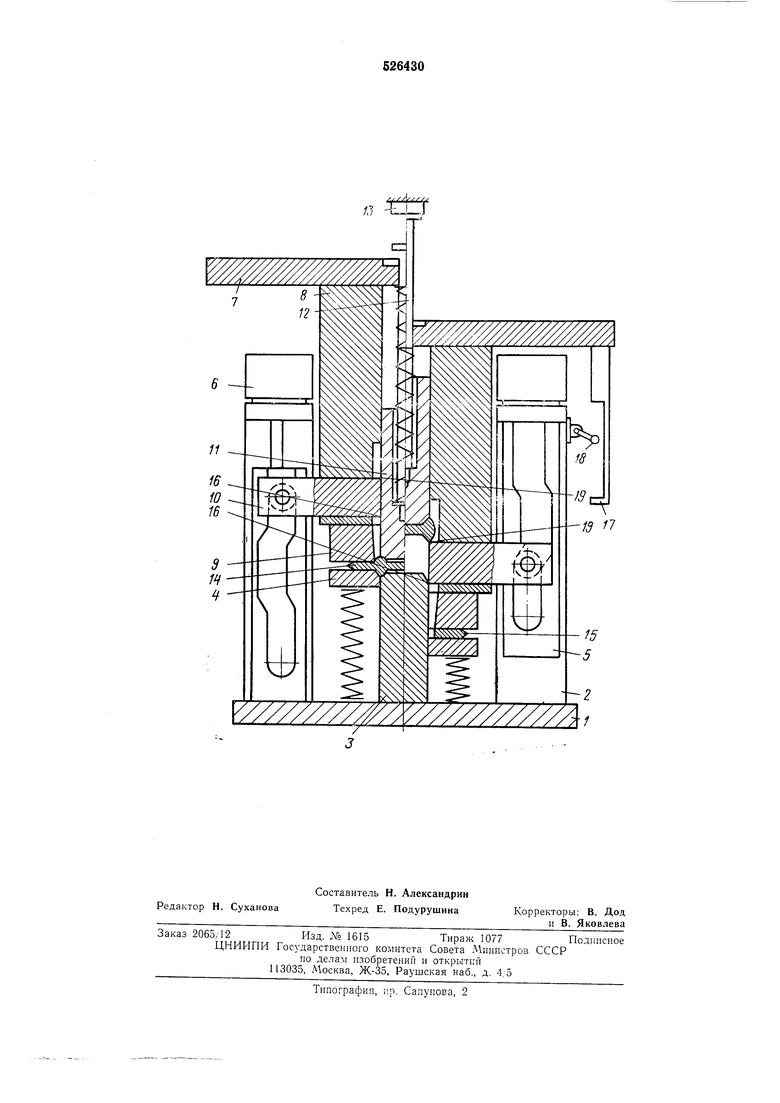
На чертеже изображен общий вид штампа в разрезе.
Штамп для обрезки и зачистки паковок содержит нижнюю плиту 1, на которой жестко закреплены две П-образные стойки 2 и обрезной пуансон 3 с подпружиненным съемником 4.
Внутри П-образных стоек 2 смонтированы копиры 5. К верхней перекладине П-образных стоек жестко крепятся гидравлические цилиндры 6, щтоки которых соединены с копирами 5.
К верхней плите 7 крепится корпус 8, на
котором жестко закреплена обрезная матрица 9 и в боковые окна которого входят, например, два зачистных сектора 10 (зачистная матрица), которые хвостовой частью сопрягаются с копирами 5.
Сквозь рабочую полость обрезной 9 и зачистной 10 матриц проходит подпружиненный зачистной пуансон-опора И, который удерживается от выпадания из рабочей зоны скалками 12. Эти скалки могут упираться в жесткую планку 13 пресса.
Работает штамп следующим образом. Поковку 14 (типа плоского гаечного ключа) кладут в гнездо съемника 4, при движении
верхней части штампа вниз поковка зажимается между обрезным пуансоном 3 и зачистным пуансоном 11, после чего вступает в работу обрезная матрица 9 (см. чертеж, левое положение), которая обрезает поковку по контуру и с облоем 15 опускается вниз.
В момент, когда зачистные секторы 10 коснутся нижними режущими кромками 16 поковок 14, они (зачистные секторы 10) начнут расходиться под действием копиров 5, при
этом режущие кромки 16 будут описывать траекторию, соответствующую верхней части копиров 5, и срезать слой металла с поковок 14, производя тем самым зачистку сверху вниз. Движение верхней части штампа вниз
будет продолжаться до момента, когда зачи3
стные секторы 10 опустятся ниже поковки 14, т. е. поковка будет находиться над зачистными секторами, и в этот момент зачистные секторы под действием копиров 5 переместятся в сторону поковки.
В это же время скоба 17 повернет распределительный кран 18 гидроцилиндров 6 и копиры 5 переместятся вверх до упора. Это будет соответствовать закрытому положению штампа.
При движении ползуна пресса вверх, а вместе с ним и верхней части штампа верхние режуш,ие кромки 19 зачистных секторов 10 подойдут к поковке 14 (см. чертеж, правое положение) и вместе с поковкой начнут двигаться вверх до соприкосновения скалок 12 с планками 13, т. е. зачистной пуансон 11 упрется в неподвижные планки пресса, корпус 8 и детали, связанные с ним, будут продолжать движение вверх, уже относительно зачистного пуансона 11 и поковки 14. В момент, когда режушие кромки 19 зачистных секторов 10 коснутся поковки 14, они (зачистные секторы 10) при движении вверх начнут вторично расходиться под действием копиров 5, при этом режущие кромки 19 будут копировать кривые поверхности нижней части копиров 5 и срезать слой металла с поковки 14, производя тем самым окончательную зачистку снизу вверх.
4
При подходе ползуна пресса к крайнему верхнему положению скоба 17 повернет распределительный кран 18 и копиры 5 под действием гидроцилиндров переместятся вниз до упоров.
Движение верхней части штампа вверх будет продолжаться до тех пор, пока поковка не пройдет через зачистные секторы 10, обрезную матрицу 9 и не упадет на обрезной пуансон 3.
Таким образом, на обрезном пуансоне 3 и
съемнике 4 будут свободно лежать обрезная и
зачищенная поковка 14, облой 15 и отходы
после зачистки, которые легко могут быть сняты, например, струей сжатого воздуха.
Формула изобретения
Штамп для обрезки и зачистки поковок, содержащий верхнюю плиту с обрезной и зачистной матрицами, внутри которых установлен зачистной пуансон, а также нижнюю плиту с обрезным пуансоном, отличающийся тем, что, с целью увеличения производительности и повышения качества зачистки, он снабжен установленными на нижней плите копирами, а зачистная матрица выполнена из подвижных в горизонтальном направлении секций, имеющих верхнюю и нижнюю режущие кромки, смонтированных с возможностью взаимодействия с упомянутыми копирами.
fj ftf / I.i 17, Llpr
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обрезки и зачистки поковок | 1981 |
|
SU958030A1 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| Штамп для обрезки облоя горячештампованных поковок | 1986 |
|
SU1523239A1 |
| Способ горячей обрезки облоя и штамп для его осуществления | 1980 |
|
SU904763A1 |
| Совмещенный штамп | 1989 |
|
SU1703240A1 |
| ПОСЛЕДОВАТЕЛЬНЫЙ ШТАМП ДЛЯ ПРОБИВКИ, ОБРЕЗКИ И ПРАВКИ ПОКОВОК ТОРЦОВЫХ ГАЕЧНЫХ КЛЮЧЕЙ | 2002 |
|
RU2251466C2 |
| Обрезной штамп | 1986 |
|
SU1329879A1 |
| Штамп для обрезки облоя | 1980 |
|
SU910301A1 |
| Штамп для обрезки поковок | 1988 |
|
SU1641497A1 |
| Совмещенный штамп | 1981 |
|
SU1009595A1 |