Изобретение относится к нефтехимии, в частности к способам очистки нефти, газоконденсата и их фракций, а также водонефтяных эмульсий (далее нефти) от сероводорода с применением химических реагентов-нейтрализаторов, и может быть использовано в нефтегазодобывающей, нефтегазоперерабатывающей и нефтехимической промышленности.
Известны способы очистки сернистых нефтей и нефтепродуктов от сероводорода путем обработки исходного сырья кислород- и/или азотсодержащими органическими реагентами - ангидридами, галоидоангидридами, амидами карбоновых кислот, феноксидами, изоцианатами, азодикарбоксилатами, продуктами конденсации полиаминов с альдегидами, четвертичными соединениями аммония, триалкилгексагидротриазинами, бисоксазолидинами и др. (пат. США №№4909925, 5223127, 5266185, 5284576, 5344555, 5354453, 6117310 и др.).
Основными недостатками известных способов, препятствующими их широкому применению в промышленности, являются дефицитность, высокая стоимость и большой расход применяемых органических реагентов-нейтрализаторов сероводорода.
Известен способ очистки нефти и нефтепродуктов от сероводорода путем обработки исходного сырья гексаметилентетрамином (ГМТА), взятым в количестве до 100 тыс. ppm, при температуре 100-350°F (37,8-176,6°С). При этом ГМТА используют в виде ~ 40%-ного водного раствора, предварительно полученного взаимодействием ~ 37%-ного водного раствора формальдегида (формалина) с аммиаком (пат. США №5213680, C 10 G 29/20, 1993 г.).
В указанном способе используется доступный и сравнительно недорогой реагент - нейтрализатор сероводорода. Однако способ не обеспечивает требуемую степень очистки сырья от сероводорода из-за низкой скорости взаимодействия его с ГМТА, особенно при проведении процесса при температурах ниже 82-100°С. Проведение процесса при температурах выше 100°С приводит к значительным энергозатратам на нагрев исходного сырья. Другим недостатком способа является чрезмерно большой расход применяемого реагента (до 10 тыс. ppm).
Известен способ очистки нефти от сернистых соединений, в т.ч. от сероводорода, путем обработки исходного сырья неорганическим реагентом: смесью 50-100%-ной азотной кислоты с железом, взятым в количестве 0,1-1%, при температуре 30-100°С (пат. РФ №2134285, C 10 G 17/02, 1999 г.).
Основным недостатком указанного способа является значительная коррозия оборудования, трубопроводов из-за проведения процесса в кислой среде, высокой коррозионной агрессивности применяемого химического реагента. Кроме того, обработка нефти смесью азотной кислоты с железом приводит к загрязнению очищенной нефти железом, значительному повышению кислотного числа нефти (до 20 мг КОН/100 мл нефти), а также к осмолению нефти из-за частичного окисления углеводородных компонентов нефти смесью азотной кислоты с железом, особенно при проведении процесса при повышенных температурах (60-100°С). Повышение кислотности и, следовательно, коррозионности нефти требует проведения последующей промывки очищенной нефти водным раствором щелочи, что приводит к усложнению и удорожанию процесса очистки в целом (Саппаева А.М. Жидкофазная демеркаптанизация нефтей и газовых конденсатов. Автореферат дисс. на соискание уч. степени канд. техн. наук., М., РГУ им И.М.Губкина, 1999. -25 с.).
Известен также способ очистки нефти от сероводорода путем обработки сырья 20-50%-ным водным раствором пероксида водорода при температуре 0-60°С и давлении 0,5-2 МПа. При этом водный раствор пероксида водорода берут из расчета не менее 20 мл (в расчете на 35%-ный раствор Н2О2) на 1 г сероводорода, что соответствует мольному соотношению Н2O2 : H2S не менее 8 : 1 (пат. ФРГ №3151133, C 10 G 27/12, 1983 г., РЖ “Химия”, 9П246П, 1984 г.).
Недостатками указанного способа являются недостаточно высокая степень очистки нефти от сероводорода из-за низкой скорости его окисления в среде нефти, особенно при низких температурах проведения процесса (0-25°С), а также большой расход и высокая стоимость применяемого реагента. Кроме того, пероксид водорода является малостабильным продуктом, самопроизвольно разлагающимся на воду и кислород при транспортировании и хранении, поэтому требуется транспортирование и хранение пероксида водорода в специальной (алюминиевой) чистой таре при температуре не выше 30°С; при работе с ним не допускается использование аппаратуры и трубопроводов из нелегированных и низколегированных сталей, чугуна и других конструкционных материалов, являющихся катализаторами разложения пероксида водорода (см. ГОСТ 177-88. Водорода перекись. М., Изд-во стандартов, 1988, с.3, п.1.4.2 и с.12, п.4.2).
Наиболее близким к предлагаемому изобретению является способ очистки обводненной нефти (водонефтяной эмульсии) от сероводорода путем обработки серосодержащим неорганическим реагентом - жидким или газообразным диоксидом серы, взятым в количестве 1-10 моль на 1 моль сероводорода, при рН водной фазы менее 6, предпочтительно при рН менее 4, с последующим добавлением в очищенное сырье щелочного реагента до рН более 6 для нейтрализации избытка диоксида серы и образующихся сернистой и политионовых кислот. При этом в качестве щелочного реагента преимущественно используют гидроксид, карбонат щелочного металла, аммиак или органические амины (пат. США №5346614, C 10 G 17/08, 1994 г.).
Основными недостатками указанного способа являются сложность проведения процесса из-за его многостадийности (подкисление до рН ниже 4, обработка диоксидом серы, обработка щелочным реагентом с контролем рН водной фазы), недостаточно высокая степень очистки безводной (обезвоженной) нефти из-за невысокой скорости окисления сероводорода в безводной нефти, загрязнение очищенной нефти образующейся элементной серой, значительная коррозия оборудования и трубопроводов из-за проведения процесса в кислой среде, коррозионность применяемого диоксида серы и образующихся сернистой и политионовых кислот, а также большой расход щелочи на нейтрализацию избытка диоксида серы и образующихся кислот. Кроме того, применяемый реагент - диоксид серы - является легколетучим и токсичным веществом, поэтому транспортировка и применение его на промыслах требует соблюдения строгих мер техники безопасности. Эти недостатки существенно снижают эффективность процесса в целом и препятствуют широкому практическому внедрению данного способа для промысловой очистки больших объемов сероводородсодержащих нефтей.
Задачей изобретения является повышение эффективности процесса за счет упрощения способа (исключения многостадийности его осуществления), повышения степени очистки безводной (обезвоженной) нефти от сероводорода, исключения загрязнения очищенного сырья элементной серой и снижения коррозионности реакционной среды, очищенного сырья и, следовательно, степени коррозии оборудования и трубопроводов. Задачей изобретения является также расширение ассортимента доступных, нетоксичных, менее коррозионных и более эффективных неорганических реагентов-нейтрализаторов, пригодных для промысловой очистки безводных и обводненных сероводородсодержащих нефтей.
Согласно изобретению названный технический результат достигается описываемым способом очистки нефти от сероводорода путем обработки исходного сырья серосодержащим неорганическим реагентом-нейтрализатором, в котором в качестве серосодержащего неорганического реагента используют водный раствор пиросульфита или гидросульфита щелочного металла, преимущественно натрия, или гидросульфита аммония и процесс проводят в присутствии водного раствора гидроксида, карбоната, ортофосфата и/или сульфита щелочного металла, преимущественно натрия, или аммиака.
При этом водный раствор пиросульфита натрия (Na2S2O5) или гидросульфита (бисульфита) натрия (NaHSO3), или гидросульфита (бисульфита) аммония (NН4НSО3) берут из расчета не менее 1 моль пиросульфита или 2 моль гидросульфита на 1 моль сероводорода, предпочтительно 1,1-2,0 моль/моль или 2,1-4,0 моль/моль соответственно. Причем преимущественно используют 10-40%-ный водный раствор пиросульфита или гидросульфита. Водный раствор гидроксида, карбоната, ортофосфата, сульфита щелочного металла, преимущественно натрия, или аммиака берут из расчета не менее 0,5 моль, предпочтительно 1-2 моль, гидроксида, карбоната, ортофосфата, сульфита натрия или аммиака на 1 моль сероводорода. Причем преимущественно используют 10-45%-ный водный раствор гидроксида или 10-25%-ный водный раствор карбоната, ортофосфата или сульфита щелочного металла, преимущественно натрия, или ~25%-ный водный раствор аммиака (аммиак водный технический по ГОСТ 9-92). При этом водный раствор гидроксида, карбоната, ортофосфата или сульфита щелочного металла, преимущественно натрия, или аммиака вводят в исходное сырье в виде отдельного потока или совместно с применяемым водным раствором пиросульфита или гидросульфита в виде предварительно приготовленного раствора реагента-нейтрализатора. Для уменьшения расхода реагентов и образования сточных вод часть отработанного водного раствора реагентов после отделения от очищенного сырья возвращают в технологический процесс (при применении реагентов в избытке от стехиометрии протекающих реакций нейтрализации сероводорода). Обработку нефти проводят при температуре 10-80°С, предпочтительно при 20-40°С, при атмосферном или повышенном давлении. Так как применяемый в предлагаемом способе реагент-нейтрализатор сероводорода является водным раствором, и практически нерастворим в нефти и нефтепродуктах, для улучшения диспергирования его в очищаемом сырье целесообразно дозировать нейтрализатор в поток нефти перед центробежным насосом, являющимся эффективным смесительным устройством, или вводить в трубопровод с турбулентным движением через эффективные распыливающие устройства. Для улучшения диспергирования нейтрализатора в сырье и ускорения реакций нейтрализации сероводорода в его состав может быть дополнительно введено эффективное количество (до 0,1%) известного водорастворимого эмульгатора (ПАВ) типа сульфонола, нафтената, ОП-10 и т.п., а для предотвращения солеотложений в технологическом оборудовании - известного ингибитора солеотложений типа трилона Б (ЭДТА), НТА, НТФ, ОЭДФ и т.п. (до 0,1-0,2%).
Отличительными признаками предлагаемого способа являются использование водного раствора пиросульфита или гидросульфита щелочного металла, преимущественно натрия, или гидросульфита аммония в найденном оптимальном мольном соотношении в качестве неорганического реагента-нейтрализатора сероводорода в нефти и нефтепродуктах, проведение процесса в присутствии водного раствора вышеуказанных щелочных реагентов в найденном оптимальном количестве и в указанном интервале температур (10-80°С).
Указанные отличительные признаки предложенного технического решения в совокупности определяют его новизну и изобретательский уровень в сравнении с известным уровнем техники в данной области, т.к. проведение процесса очистки нефти и нефтепродуктов от сероводорода обработкой сырья водными растворами пиросульфита или гидросульфитов в присутствии вышеуказанных щелочных реагентов, взятых в найденных оптимальных мольных соотношениях, в литературе не описано и позволяет повысить эффективность процесса за счет упрощения способа (проведение процесса в одну стадию без контроля и регулирования рН среды, по существу одним нейтрализатором - водно-щелочным раствором пиросульфита или гидросульфита), повышения степени очистки безводной (обезвоженной) нефти от сероводорода, исключения образования и загрязнения очищенной нефти (в т.ч. безводной нефти) коррозионной элементной серой, снижения коррозионности реакционной среды и очищенной нефти и, следовательно, степени коррозии оборудования и трубопроводов, а также за счет расширения ассортимента нелетучих, малотоксичных, некоррозионных и доступных реагентов-нейтрализаторов, пригодных для очистки как безводных, так и обводненных сероводородсодержащих нефтей в промысловых условиях.
Необходимость и целесообразность проведения процесса в присутствии водных растворов вышеуказанных щелочных реагентов, взятых в найденном оптимальном мольном соотношении, обусловлены тем, что в этом случае пиросульфит и гидросульфит селективно реагируют с сероводородом с образованием нейтрального соединения -тиосульфата натрия (или аммония), который отделяется затем вместе с “подтоварной” водой при последующем отстаивании очищенной нефти в резервуарах товарной нефти, в результате чего исключается загрязнение очищенной нефти коррозионной элементной серой и достигается некоторое снижение содержания общей серы в очищенной нефти. В предлагаемом способе в качестве щелочного реагента могут быть использованы любые неорганические и органические основания, способные взаимодействовать с сероводородом с образованием гидросульфида, который далее селективно реагирует с применяемыми пиросульфитом или гидросульфитом с образованием тиосульфата, например, натрия:
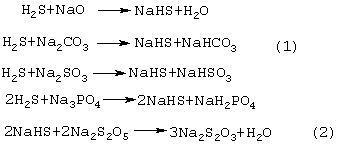

Таким образом, в данном случае очистка нефти от сероводорода происходит за счет протекания суммарной реакции:

При использовании в качестве реагентов водных растворов гидросульфита аммония и аммиака очистка нефти от сероводорода происходит за счет протекания суммарной реакции, приводящей к образованию тиосульфата аммония:

Как показали проведенные испытания, эффективная очистка нефти от сероводорода достигается также при проведении процесса и в отсутствие щелочного реагента, однако в этом случае сероводород реагирует с применяемыми сульфитами с образованием, в основном, элементной серы и политионатов, в результате чего не исключается загрязнение очищенной от сероводорода нефти коррозионной элементной серой, т.е. не обеспечивается достижение одной из поставленных целей - снижение коррозионности очищенной нефти (при достижении других названных технических результатов). Целесообразность применения в качестве реагента-нейтрализатора именно пиросульфита или гидросульфита натрия, а в качестве щелочного реагента - именно вышеуказанных неорганических оснований обусловлена их доступностью и сравнительно низкой стоимостью (выпускаются промышленностью в крупнотоннажном масштабе), что очень важно с учетом необходимости очистки больших объемов сероводородсодержащих нефтей. Следует отметить, что водный раствор гидросульфита (бисульфита) аммония также является дешевым продуктом, ранее выпускавшимся по ОСТ 6-08-84-78 (однако в настоящее время производство его прекращено и поэтому он не может быть рекомендован к широко использованию в предлагаемом способе).
Предлагаемое мольное соотношение Na2S2O5 : H2S или NaHSO3 : H2S связано со стехиометрией протекающих реакций нейтрализации сероводорода (4 или 5) и является оптимальным, т.к. при мольном соотношении менее 1 : 1 или 2 : 1 не достигается требуемая степень очистки нефти и не исключается возможность образования побочных продуктов реакции, а увеличение соотношения более 2 : 1 или 4 : 1 экономически нецелесообразно. Предлагаемое мольное соотношение щелочной реагент : сероводород связано со стехиометрией протекающих реакций (4 и 5). Как показали проведенные исследования, при проведении процесса в мольном соотношении щелочной реагент : сероводород менее 1 : 1 достигается требуемая степень очистки нефти от сероводорода, однако в этом случае часть сероводорода нейтрализуется с образованием нежелательных элементной серы и политионатов и поэтому не исключается загрязнение нефти коррозионной элементной серой. С учетом того, что нефть и нефтепродукты, как правило, содержат в своем составе коррозионные нефтяные (нафтеновые) кислоты и, с точки зрения снижения коррозионности очищенной от сероводорода нефти, желательна одновременная нейтрализация их щелочью, в предлагаемом способе целесообразно введение в нефть щелочного реагента в некотором избытке от стехиометрии реакций 4 и 5, т.е. проведение процесса в мольном соотношении NaOH : H2S более 1:1, предпочтительно в соотношениях от 1,2 : 1 до 2 : 1 (или более - в зависимости от содержания нафтеновых кислот в обрабатываемом сырье). Следует отметить, что нейтрализация нефтяных кислот и эффективное снижение коррозионности нефти при обработке ее водными растворами щелочи (NaOH, КОН, NH3 и т.п.) при температурах 20-50°С и выше описаны и экспериментально подтверждены в пат. США №№2302281,4199440, 6258258.
Предлагаемая концентрация пиросульфита, гидросульфита натрия в растворе (10-40%) является оптимальной, т.к. использование более разбавленного раствора (менее 10%) приводит к увеличению содержания воды в очищенной товарной нефти, а увеличение концентрации сульфита более 40% нецелесообразно из-за выпадения осадка (кристаллизации) при использовании реагента в зимнее время. То же относится и к предлагаемой концентрации щелочного реагента в растворе. Как показали проведенные исследования, поставленный технический результат достигается при одновременном введении найденных оптимальных количеств щелочи и пиросульфита или гидросульфита натрия в поток обрабатываемой нефти в виде отдельных потоков или одним потоком в виде предварительно приготовленного водно-щелочного раствора пиросульфита или гидросульфита натрия. С точки зрения упрощения проведения процесса в промысловых условиях наиболее целесообразно совместное введение применяемых реагентов в виде предварительно приготовленного (товарного) нейтрализатора с использованием одного дозирующего насоса.
Предлагаемый способ может быть осуществлен при обычных или повышенных температурах (10-80°С) и давлениях (0,1-1,0 МПа). При этом предпочтительно проведение процесса при температурах 20-40°С, т.к. при температурах ниже 10-20°С увеличивается вязкость тяжелой нефти, ухудшается диспергирование раствора нейтрализатора в нефти и снижается степень ее очистки от сероводорода, а повышение температуры выше 80°С экономически нецелесообразно из-за повышения энергозатрат на нагрев нефти. На установках подготовки сернистых нефтей после ступени термохимического обезвоживания потоки нефти обычно имеют температуру в пределах 30-60°С, поэтому дополнительный нагрев обрабатываемой нефти при осуществлении предлагаемого способа не требуется. Давление процесса не оказывает заметного влияния на скорость протекающих реакций нейтрализации и степень очистки нефти от сероводорода.
Возврат в технологический процесс отделенного от очищенной нефти отработанного водного раствора реагентов и использование его для приготовления новой порции нейтрализатора путем растворения твердых товарных пиросульфита натрия (по ГОСТ 11683) и едкого натра (по ГОСТ 2263) или карбоната натрия (по ГОСТ 5100) позволяет снизить расход применяемых реагентов на процесс очистки нефти и уменьшить образование сточных вод, особенно в случае проведения процесса при избытке реагентов от стехиометрии реакций 4 и 5.
Предлагаемый способ апробирован в лабораторных условиях и иллюстрируется следующими конкретными, но не ограничивающими его примерами.
Пример 1. 100 мл обезвоженной высокосернистой нефти, содержащей 0,025 маc.% сероводорода (0,00067 моль) и 0,2 маc.% эмульсионной воды, помещают в термостатированную реакционную колбу, снабженную механической мешалкой. Затем в колбу при перемешивании вводят 0,17 мл 20%-ного водного раствора едкого натра и 0,80 мл 20%-ного водного раствора пиросульфита натрия, предварительно приготовленного растворением твердого товарного пиросульфита натрия технического по ГОСТ 11683 в воде. Мольное соотношение сероводород : едкий натр : пиросульфит натрия в реакционной смеси составляет 1 : 1,5 : 1,5. Реакционную смесь интенсивно перемешивают при комнатной температуре (23°С) в течение 3 часов и проводят количественный анализ очищенной нефти на содержание остаточного сероводорода методом потенциометрического титрования по ГОСТ 17323. Степень очистки нефти от сероводорода составляет 100%, т.е. очищенная нефть по содержанию сероводорода соответствует нормам ГОСТ Р 51858-2002 на товарную нефть.
Пример 2. Очистку высокосернистой нефти, содержащей 0,025 маc.% сероводорода и 0,2 маc.% воды, проводят аналогично и в условиях примера 1, но с использованием в качестве щелочного реагента 20%-ного водного раствора карбоната натрия, а в качестве неорганического реагента 39%-ного товарного водного раствора гидросульфита натрия (бисульфита натрия по ГОСТ 902). Мольное соотношение сероводород : карбонат натрия : гидросульфит натрия в реакционной смеси равно 1 : 1,5 : 3. Степень очистки нефти от сероводорода составляет 100%.
Пример 3. Очистку обводненной нефти, содержащей 0,019 маc.% сероводорода и 10 маc.% воды проводят аналогично и в условиях примера 1, но с использованием в качестве щелочного реагента 10%-ного водного раствора фосфата натрия (тринатрийфосфата), а в качестве неорганического реагента 30%-ного раствора пиросульфита натрия. Мольное соотношение сероводород : тринатрийфосфат : пиросульфит натрия в реакционной смеси равно 1 : 0,5 : 2. Степень очистки нефти от сероводорода составляет 100%.
Пример 4. Очистку нефти, содержащей 0,025 маc.% сероводорода и 0,2 мас.% воды проводят аналогично и в условиях примера 1, но с использованием в качестве щелочного реагента 20%-ного водного раствора сульфита натрия (Na2SO3), а в качестве неорганического реагента 40%-ного водного раствора пиросульфита натрия. Мольное соотношение сероводород : сульфит натрия : пиросульфит натрия равно 1:1:1. Степень очистки нефти от сероводорода составляет 100%.
Пример 5. Очистку нефти, содержащей 0,025 маc.% сероводорода и 0,2 маc.% воды проводят аналогично и в условиях примера 1, но с использованием в качестве реагента-нейтрализатора 20%-ного водно-щелочного раствора пиросульфита натрия, предварительно приготовленного путем растворения твердых товарных пиросульфита натрия (по ГОСТ 11683) и едкого натра (по ГОСТ 2263) в воде в мольном соотношении Na2S2O5 : NaOH=1:1, взятого из расчета 1,5 моль пиросульфита и 1,5 моль гидроксида натрия на 1 моль сероводорода. То есть мольное соотношение сероводород : гидроксид натрия : пиросульфит натрия в реакционной смеси в пересчете на исходные реагенты составляет 1 : 1,5 : 1,5. Степень очистки нефти от сероводорода составляет 100%, т.е. эффективная очистка нефти от сероводорода достигается и в случае обработки ее предварительно полученным вводно-щелочным раствором пиросульфита натрия.
Пример 6. Очистку мазута, содержащего 0,009 маc.% сероводорода, проводят аналогично и в условиях примера 1, но с использованием в качестве реагента-нейтрализатора водно-щелочного раствора пиросульфита натрия состава из примера 5. Мольное соотношение сероводород : гидроксид натрия : пиросульфит натрия равно 1 : 1,5 : 1,5. Степень очистки мазута от сероводорода составляет 100%.
Пример 7. Очистку нефти, содержащей 0,025 маc.% сероводорода и 0,2 маc.% воды проводят аналогично и в условиях примера 1, но с использованием в качестве щелочного реагента 25%-ного водного раствора аммиака (по ГОСТ 9), а в качестве неорганического реагента 40%-ного водного раствора гидросульфита аммония (NН4НSO3), предварительно полученного взаимодействием диоксида серы с водным раствором аммиака. Мольное соотношение сероводород : аммиак : гидросульфит аммония в реакционной смеси равно 1 : 1,5 : 3. Степень очистки нефти от сероводорода составляет 100%.
Пример 8. Очистку прямогонной нефтяной фракции н.к. 300°С, применяемой в качестве растворителя парафина в нефтедобыче и содержащей 0,009 маc.% сероводорода с кислотностью 9,9 мг КОН/100 мл, проводят аналогично и в условиях примера 1 с использованием в качестве щелочного реагента 20%-ного водного раствора едкого натра, а в качестве неорганического серосодержащего реагента 20%-ного водного раствора пиросульфита натрия. Мольное соотношение сероводород : едкий натр : пиросульфит натрия в реакционной смеси составляет 1 : 2 : 1,5. Степень очистки сырья от сероводорода составляет 100% и его кислотность 1,8 мг КОН/100 мл. При этом очищенное сырье выдерживает испытание на медной пластинке, т.е. при проведении процесса предлагаемым способом снижается кислотность, исключается образование и загрязнение обработанного сырья элементной серой, в результате чего достигается снижение коррозионности и токсичности сырья для применения в качестве растворителя парафина в нефтедобыче.
Сравнительный эксперимент показал, что при очистке безводной (обезвоженной) нефти, содержащей 0,025 маc.% сероводорода и 0,2 маc.% воды, известным способом (прототип) степень очистки сырья от сероводорода составляет 80%, т.е. очищенная нефть не соответствует нормам ГОСТ Р 51858.
Данные примеров 1-7 показывают, что проведение процесса предлагаемым способом позволяет повысить степень очистки сырья от сероводорода (100 и 80% соответственно) без применения легколетучего, токсичного и коррозионного химического реагента - диоксида серы - и получить товарную нефть, соответствующую по содержанию сероводорода нормам ГОСТ Р 51858. Данные примера 8 показывают, что проведение процесса предлагаемым способом обеспечивает одновременное снижение кислотности и коррозионности очищенного сырья за счет нейтрализации содержащихся нефтяных кислот щелочным агентом, исключения образования и загрязнения обработанного сырья элементной серой. Кроме того, в отличие от известного способа в предлагаемом способе процесс очистки сырья от сероводорода проводится в одну стадию (без предварительного подкисления сырья, контроля рН среды и последующей обработки очищенного сырья щелочным реагентом) с использованием одного, предварительно приготовленного реагента-нейтрализатора (примеры 5 и 6), пригодного для очистки безводных и обводненных сероводородсодержащих нефтей в промысловых условиях. Эти преимущества предлагаемого способа позволяют повысить эффективность процесса в целом по сравнению с известным способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ СЕРОВОДОРОДСОДЕРЖАЩЕЙ НЕФТИ | 2004 |
|
RU2262975C1 |
| СПОСОБ ПОДГОТОВКИ СЕРОВОДОРОДСОДЕРЖАЩЕЙ НЕФТИ | 2004 |
|
RU2275415C2 |
| СПОСОБ ОЧИСТКИ НЕФТИ ОТ СЕРОВОДОРОДА | 2004 |
|
RU2263705C1 |
| СПОСОБ ОЧИСТКИ НЕФТИ ОТ СЕРОВОДОРОДА | 2003 |
|
RU2230095C1 |
| СПОСОБ ПОДГОТОВКИ СЕРОВОДОРОДСОДЕРЖАЩЕЙ НЕФТИ | 2003 |
|
RU2283856C2 |
| СПОСОБ ОЧИСТКИ НЕФТИ И/ИЛИ ГАЗОКОНДЕНСАТА ОТ СЕРОВОДОРОДА | 1998 |
|
RU2146693C1 |
| НЕЙТРАЛИЗАТОР СЕРОВОДОРОДА И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2005 |
|
RU2318863C2 |
| НЕЙТРАЛИЗАТОР СЕРОВОДОРОДА И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2008 |
|
RU2370508C1 |
| СПОСОБ ОЧИСТКИ НЕФТИ, ГАЗОКОНДЕНСАТА ОТ СЕРОВОДОРОДА И МЕРКАПТАНОВ | 2000 |
|
RU2182924C1 |
| СОСТАВ ДЛЯ НЕЙТРАЛИЗАЦИИ СЕРОВОДОРОДА И ЛЕГКИХ МЕРКАПТАНОВ В НЕФТЯНЫХ СРЕДАХ | 2003 |
|
RU2241018C1 |
Изобретение относится к нефтепереработке, в частности к способу очистки от сероводорода нефти, газоконденсата и их фракций, а также водонефтяных эмульсий. Очистку проводят путем обработки сырья 10-45%-ным водным раствором пиросульфита или гидросульфита щелочного металла или гидросульфита аммония в количестве не менее 1 моль пиросульфита или не менее 2 моль гидросульфита на 1 моль сероводорода. Процесс проводят при температуре 10-80°С в присутствии 10-45%-ного водного раствора гидроксида или 10-25%-ного водного раствора карбоната, ортофосфата и/или сульфита натрия, или аммиака, из расчета 0,5-2 моль реагента на 1 моль сероводорода, причем указанный раствор вводят в исходное сырье в виде отдельного потока или совместно с водным раствором пиросульфита или гидросульфита натрия в виде предварительно приготовленного водного раствора реагента-нейтрализатора. Часть отработанного водного раствора реагента после его отделения от очищенного сырья предпочтительно возвращают в технологический процесс.
Технический результат - повышение степени очистки при упрощении способа и уменьшение коррозионного воздействия реакционной среды. 5 з.п. ф-лы.
| US 5346614 А, 13.09.1994 | |||
| СПОСОБ ДЕЗОДОРИРУЮЩЕЙ ОЧИСТКИ НЕФТИ, ГАЗОКОНДЕНСАТА ОТ СЕРОВОДОРОДА И НИЗКОМОЛЕКУЛЯРНЫХ МЕРКАПТАНОВ | 2001 |
|
RU2186087C1 |
| СПОСОБ ОЧИСТКИ НЕФТИ И ГАЗОКОНДЕНСАТА ОТ НИЗКОМОЛЕКУЛЯРНЫХ МЕРКАПТАНОВ | 1994 |
|
RU2087521C1 |
| СПОСОБ ОЧИСТКИ НЕФТИ И ГАЗОКОНДЕНСАТА ОТ СЕРОВОДОРОДА | 1996 |
|
RU2109033C1 |

