Изобретение относится к средствам неразрушающего ультразвукового контроля изделий, например, качества выполненных сварных соединений, обнаружение трещин, измерение толщины стенок и тому подобное.
Известно по А.С. №301610, 7 G 01 N 29/04, от 04.11.69 г., опубл. в БИ №14, 1971 г. устройство для автоматического ультразвукового контроля цилиндрических изделий, содержащее коллектор, ротор с ультразвуковым датчиком и привод вращения ротора.
Недостатком данного устройства является то, что в нем не предусмотрен слив жидкости после окончания проведения контроля партии изделий и ее повторное использование при контроле следующей партии изделий. Так, при прекращении вращения ротора контактная жидкость, находящаяся в полости ротора, вытекает на рабочее место, что может привести к нежелательным последствиям.
Известно по А.С. №406156, 7 G 01 N 29/04, от 28.01.72 г., опубл. БИ №45, 1974 г. устройство для акустического контроля качества сварных соединений, содержащее корпус, обойму с искателем и привод ее вращения.
Недостатком данного устройства является невозможность повторного использования контактной жидкости при контроле качества сварных соединений в следующих изделиях, так как в нем не предусмотрена возможность ее сохранения после окончания контроля изделия. При демонтаже устройства с контролируемого изделия происходит разлив жидкости по поверхности изделия и на рабочее место, что приводит к нежелательным последствиям, особенно при применении, например, в качестве контактной жидкости индустриальных масел.
Задачей, решаемой данным изобретением, является сокращение расхода контактной жидкости путем обеспечения возможности использования ее в меньших количествах при проведении многократного контроля качества сварных соединений различных изделий, кроме того, предотвращение возможного загрязнения контролируемых изделий и рабочего места.
Технический результат, достигаемый при использовании настоящего изобретения, заключается в сохранении контактной жидкости для проведения последующих операций контроля качества других изделий.
Указанный выше технический результат достигается тем, что устройство для ультразвукового контроля изделий, содержащее корпус, обойму с искателем и привод вращения обоймы, дополнительно снабжено ванной для размещения в ней контролируемого изделия и сообщающейся с ней емкостью для хранения контактной жидкости, которая установлена с возможностью изменять свое положение по отношению к уровню дна ванны, в одном положении дно емкости расположено ниже уровня дна ванны, а в другом положении дно емкости расположено выше уровня дна ванны.
Снабжение устройства дополнительной ванной обеспечило отвод контактной жидкости от контролируемого изделия после окончания проведения контроля качества сварных соединений. Снабжение устройства дополнительной емкостью обеспечило сохранение контактной жидкости после окончания проведения контроля качества сварных соединений. Выполнение ванны и емкости обеспечило возможность осуществления перелива контактной жидкости из одной в другую. Установка емкости с возможностью изменять свое положение по отношению к уровню дна ванны обеспечило перелив контактной жидкости из емкости в ванну и наоборот. Выполнение емкости с возможностью занимать два положения позволило осуществлять отвод контактной жидкости. Обеспечение возможности занимать дну емкости положение выше уровня дна ванны позволило сливать контактную жидкость из емкости в ванну. Возможность занимать дну емкости положение ниже уровня дна ванны позволило наоборот сливать контактную жидкость из ванны в емкость.
На фиг.1 показано устройство, общий вид; на фиг.2 - то же, разрез А-А (фрагмент); на фиг.3 - то же, вид Б; на фиг.4 показано устройство, общий вид (вариант).
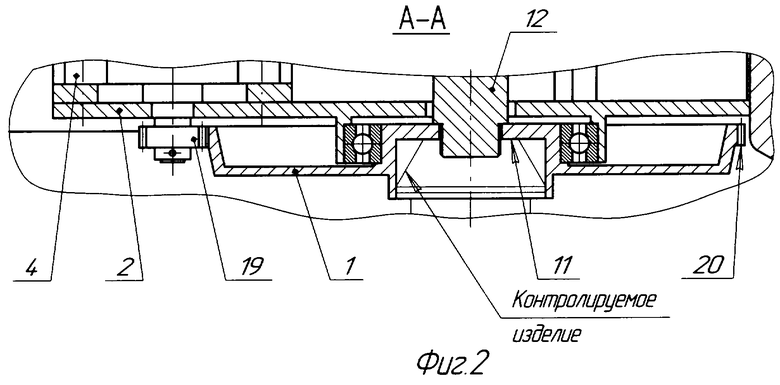
Устройство (см. фиг.1) содержит корпус 1 и обойму 2 с искателем 3 и привод 4 вращения обоймы.
Кроме этого имеется ванна 5 и емкость 6. Ванна и емкость сообщаются между собой эластичной трубкой 7 (условно обозначена пунктирной линией).
Емкость 6 установлена с возможностью изменять свое положение по отношению к уровню дна 8 ванны 5. В положении В дно 9 емкости 6 находится ниже уровня дна 8, а в положении Г - выше уровня дна 8. Для этого емкость 6 смонтирована на ручном подъемнике 10, который выполнен в виде винтового механизма.
Емкость 6 может быть установлена иначе, например, на стояке (не показано). В этом случае в стояке выполняются два крепежных места для ее установки вручную в положения В и Г.
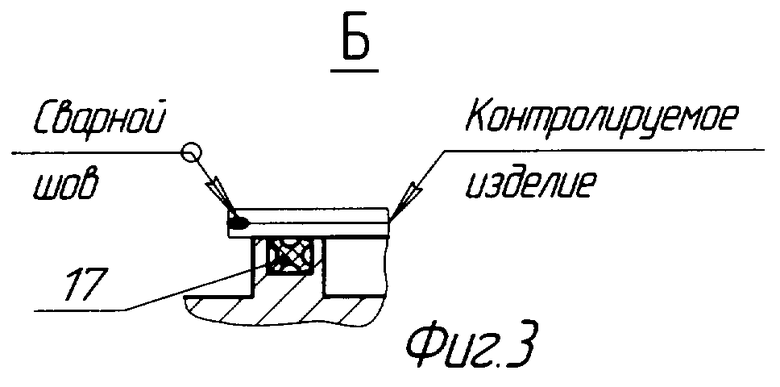
Корпус 1 выполнен с возможностью установки на контролируемое изделие, у которого на торце имеется патрубок с резьбовым отверстием (см. фиг.2). Для этого в корпусе 1 выполнен ложемент 11 в виде цилиндрической проточки. Для закрепления корпуса 1 применен болт 12. После установки и закрепления корпуса 1 ось вращения обоймы 2 совмещена с осью симметрии контролируемого сварного шва.
Искатель выполнен в виде ультразвукового датчика.
Для осуществления настройки требуемого положения искателя 3 применен ручной зубчато-реечный механизм 13 горизонтального перемещения и поворотный кронштейн 14. Конструкция механизма 13 не рассматривается, так как в технике известно много вариантов его исполнения.
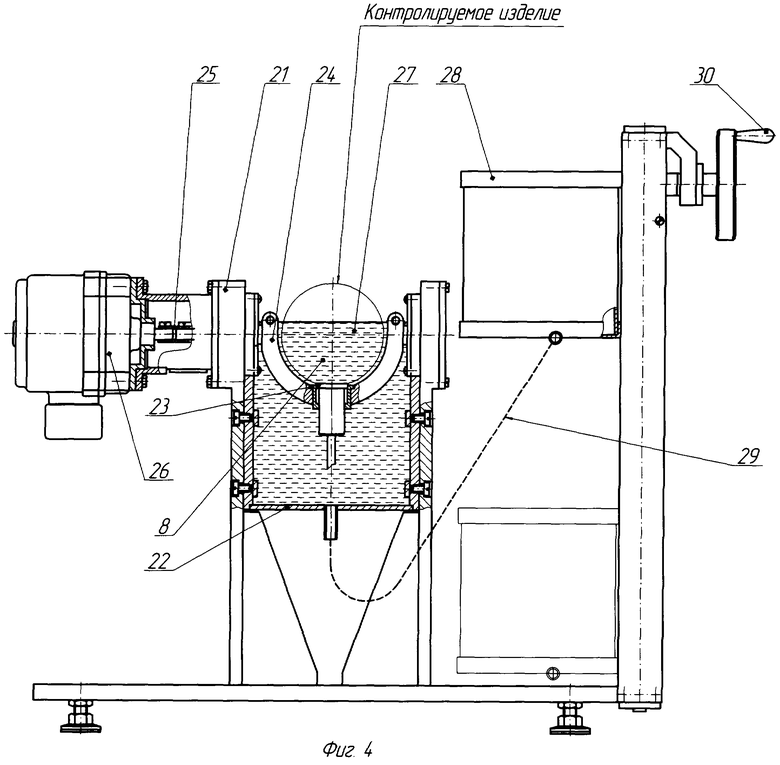
Искатель 3 расположен в ванной 5 так, чтобы его излучающая часть всегда была погружена в контактную жидкость 15. Ванна 5 (см. фиг.3) снабжена ложементом 16, эластичным уплотнением 17 и проходным отверстием 18.
Для осуществления вращения обоймы 2 (см. фиг.2) на ведущем валу привода 4 закреплена шестерня 19, кинематически соединенная с зубчатым венцом 20, выполненным на боковой поверхности обоймы 2.
Вместо зубчатой передачи между корпусом 1 и обоймой 2 может быть выполнена фрикционная передача (не показано).
Вышеупомянутый корпус может быть выполнен в различных исполнениях. При размещении корпуса на поверхности контролируемого изделия форма его выполнения зависит от формы этого изделия. Например, когда торец контролируемого изделия плоский и не имеет каких-либо крепежных отверстий, корпус может быть выполнен с плоским основанием и снабжен магнитами (не показано). В случае, когда на торце контролируемого изделия имеются только какие-либо резьбовые отверстия, корпус может быть, например, снабжен фланцем с гладкими отверстиями, сопрягаемыми с резьбовыми отверстиями в корпусе. Количество различных вариантов выполнения корпуса зависит от количества вариантов форм контролируемых изделий.
Контролируемое изделие также может быть закреплено неподвижно в каком-либо приспособлении или с возможностью вращения в шпинделе (не показано). Тогда форма выполнения корпуса не зависит от формы контролируемого изделия.
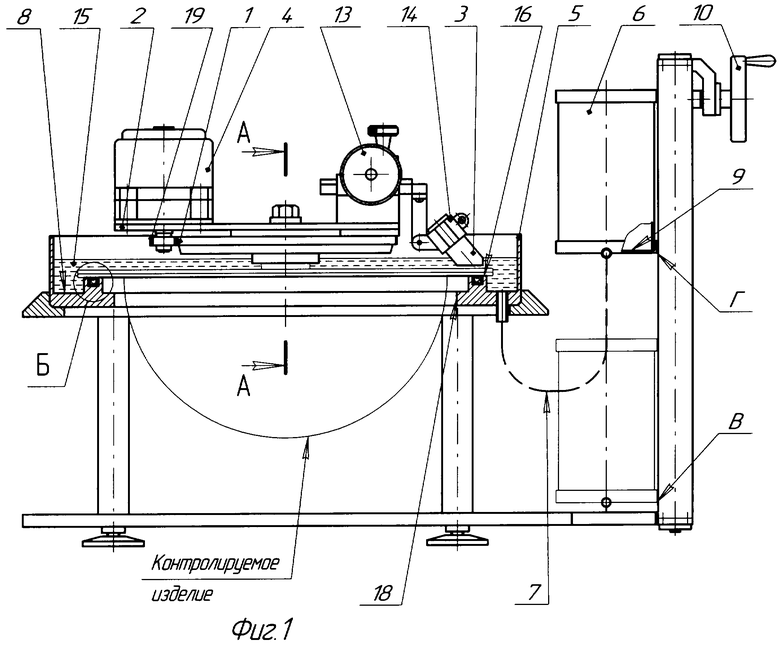
Примером такого выполнения может быть корпус 21, выполненный совместно с ванной 22 (см. фиг.4). В этом случае искатель 23 установлен в обойме 24 соосно с контролируемым изделием. При этом он может быть поджат к его поверхности пружиной (не показано) или закреплен таким образом, чтобы между ними был зазор. Для осуществления вращения обоймы 24 (см. фиг.4) с ней жестко соединен через муфту 25 ведущий вал привода 26. Искатель 23 расположен в ванной 22 так, чтобы его излучающая часть всегда была погружена в контактную жидкость 27. Емкость 28, эластичная трубка 29 и ручной подъемник 30 выполнены аналогичными емкости 6, эластичной трубке 7 и ручному подъемнику 10.
Подготовку устройства к работе осуществляют следующим образом. Вначале емкость 6 с контактной жидкостью 15 расположена в положении В. В ванну 5, свободную от контактной жидкости 15, устанавливается на ложемент 16 контролируемое изделие. При этом часть его пропускается через проходное отверстие 18, после чего его фланец опирается на ложемент 16. Затем корпус 1 закрепляется на контролируемом изделии. Затем с помощью ручного подъемника 10 емкость 6 перемещается в положение Г. При этом часть контактной жидкости 15 через эластичную трубку 7 переливается в ванну 5. Под действием силы тяжести контролируемого изделия деформированное эластичное уплотнение 17 обеспечивает невозможность утечки контактной жидкости 15 через стык между поверхностью фланца контролируемого изделия и поверхностью ложемента 16.
Контроль качества сварного шва в изделии осуществляется следующим образом. Привод 4 через шестерню 19 сообщает вращение обойме 2 с заданной окружной скоростью. Включенный искатель 3, работая в режиме излучения и приема, прозвучивает сварной шов в контролируемом изделии.
После окончания контроля качества сварного шва изделие снимается с устройства следующим образом. С помощью ручного подъемника 10 емкость 6 переводится в положение В. При этом контактная жидкость 15 из ванны 5 через эластичную трубку 7 полностью переливается в емкость 5, после чего корпус 1 снимается с контролируемого изделия. Затем освобожденное изделие снимается с ложемента 16.
Заполнение ванны 22 контактной жидкостью 27 и ее слив в емкость 28 осуществляются аналогично описанному выше. Поворот обоймы 24 вместе с искателем 23 в процессе проведения контроля изделия осуществляется напрямую приводом 26.
Предложенное изобретение позволяет сохранить контактную жидкость для проведения последующих операций контроля качества других изделий. Тем самым обеспечено использование ее в меньших количествах при проведении многократного контроля качества сварных соединений различных изделий. Кроме этого предотвращено загрязнение контролируемых изделий и рабочего места.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ПРОВАРА СТЫКА СОЕДИНЕННЫХ ДЕТАЛЕЙ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353926C1 |
| Ультразвуковой преобразователь с локальной камерой | 1979 |
|
SU789743A1 |
| УСТАНОВКА ДЛЯ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ В КОНСТРУКЦИОННЫХ МАТЕРИАЛАХ | 2011 |
|
RU2465583C1 |
| ИСКАТЕЛЬНАЯ ГОЛОВКА ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ | 1990 |
|
RU2049331C1 |
| Ультразвуковая искательная головка | 1976 |
|
SU879445A1 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ | 2019 |
|
RU2721480C1 |
| Устройство для ультразвукового контроля изделий | 1982 |
|
SU1027607A1 |
| Акустическое устройство для контроля сварных соединений изделий | 1981 |
|
SU1101728A1 |
| Ультразвуковой катящийся искатель | 1981 |
|
SU978036A1 |
| Способ внутритрубной диагностики и устройство для его осуществления (варианты) | 2021 |
|
RU2766370C1 |
Изобретение относится к средствам неразрушающего ультразвукового контроля изделий, например, качества выполненных сварных соединений, обнаружения трещин, измерения толщины стенок и тому подобного. Устройство дополнительно снабжено ванной с ложементом для размещения в ней контролируемого изделия и соединенной с ней емкостью для хранения контактной жидкости. Емкость установлена с возможностью изменять свое положение по отношению к уровню дна ванны. Емкость может занимать два рабочих положения: в одном положении дно емкости расположено ниже уровня дна ванны, а в другом положении емкости расположено выше уровня дна ванны. 2 з.п. ф-лы, 4 ил.
| Устройство для ультразвукового контроля изделий | 1980 |
|
SU938142A1 |
| 0 |
|
SU406156A1 | |
| 0 |
|
SU301610A1 | |
| Штамп для глубокой вытяжки | 1981 |
|
SU995990A1 |
| US 4257272 А, 24.03.1981. | |||

