Изобретение относится к обработке металлов давлением, в частности к устройствам для гофрирования листовых материалов, используемых в качестве кровельных и облицовочных, для крыш и стен, изготовления разных строительных конструкций и деталей.
Известно устройство для гофрирования ленточного материала, содержащее встречно и возвратно-поступательно перемещаемые по станине в направляющих держатели со смонтированными в них формующими и фиксирующими элементами, расположенными по обе стороны от формуемого материала (авт. свид. СССР № 474377, B 21 D 13/06, 1975).
Известно также устройство для изготовления зигзагообразного гофра, содержащее фиксирующие и формующие элементы, объединенные соответственно в фиксирующий и формующий узлы, рабочие поверхности которых выполнены в виде линейного гофра и расположены по обе стороны от заготовки (патент РФ № 2100120, 6 B 21 D 13/00, 6 B 21 D 13/02, опубл. 1997). Фиксирующие и формующие рабочие поверхности смещены относительно друг друга в плоскости заготовки в направлении, перпендикулярном направлению подачи заготовки, на величину, равную половине шага линейного гофра. Формующие рабочие поверхности фиксирующих и формующих элементов наклонены к горизонтальной плоскости на угол, соответствующий углу при вершине пилообразных линий. Фиксирующие и формующие элементы узлов выполнены с возможностью взаимного возвратно-поступательного перемещения в вертикальной плоскости. Формующий узел имеет возможность плоскопараллельного перемещения относительно фиксирующего узла в вертикальной плоскости, параллельной направлению подачи заготовки. При изготовлении зигзагообразного гофра в качестве заготовки используют гофрированный материал. Формование зигзагообразного гофра ведут методом гибки. Формующий узел совершает плоскопараллельное перемещение относительно фиксирующего узла в вертикальной плоскости, параллельной направлению подачи заготовки.
Оба устройства имеют низкую производительность вследствие длительного цикла формования ступенчатых выступов. Кроме того, устройства конструктивно сложные, поскольку состоят из большого количества узлов и деталей.
Наиболее близким к предлагаемому устройству является, принятое за прототип, известное устройство для формования ступенчатых выступов на листовом материале, описанное в международной заявке (РСТ WO №98/24568, В 21 D 13/08, опубл. 1998). Устройство содержит формующие элементы, установленные с возможностью деформирования размещенного между ними листового материала, привод формующих элементов и привод подачи листового материала. Формующие элементы установлены с противоположных сторон от линии подачи формуемого листового материала, соединены с приводом возвратно-поступательного перемещения для плотного контактирования друг с другом через листовой материал и имеют обращенные друг к другу рабочие поверхности ступенчатой формы. Подача листового материала в зону формования ступенчатых выступов осуществляется циклично с помощью подающих роликов, установленных перед зоной формования. Перемещают листовой материал для формования последующего ступенчатого выступа после окончания формования предыдущего ступенчатого выступа и отвода формующих элементов от формуемого листового материала в исходное положение.
Недостаток устройства-прототипа состоит в низкой производительности вследствие большой длительности рабочего цикла формования ступенчатых выступов. Кроме того, устройство-прототип конструктивно сложное из-за наличия привода возвратно-поступательного перемещения формующих элементов и привода вращения роликов, подающих формуемый материал в зону формования.
Задача изобретения состоит в том, чтобы повысить производительность устройства при одновременном его конструктивном упрощении.
Поставленная задача решается тем, что в устройстве для формования ступенчатых выступов на листовом материале, содержащем формующие элементы, установленные с возможностью пластического деформирования размещенного между ними листового материала, привод формующих элементов и привод подачи листового материала в зону формования, формующие элементы выполнены в виде пары параллельно расположенных валков. На диаметрально противоположных сторонах образующей поверхности каждого из валков выполнены протяженные вдоль оси вращения ступенчатые уступы с торцовыми поверхностями, обращенными в одинаковом окружном направлении. Привод формующих элементов выполнен в виде привода синхронного вращения валков в противоположных направлениях и совмещен с приводом подачи листового материала.
Образующие и торцовые поверхности обоих валков могут быть выполнены ровными или в виде примыкающих друг к другу участков кольцевых выступов и кольцевых впадин, охватывающих оси вращения валков. Кольцевые выступы одного валка расположены между кольцевыми выступами второго валка.
Формующие элементы, выполненные в виде пары параллельно расположенных валков, соединенных с приводом синхронного вращения в противоположных направлениях, обеспечивают возможность формования ступенчатых выступов в процессе безостановочного движения листового материала и формующих элементов, что повышает производительность устройства. При этом формование ступенчатых выступов может производиться проще и быстрее, поскольку не требует цикличной подачи листового материала и цикличного возвратно-поступательного перемещения формующих элементов.
Ступенчатые уступы обоих валков, обращенные своими торцовыми поверхностями в одинаковом окружном направлении, расположены так, что при вращении валков с одинаковой угловой скоростью в противоположных направлениях могут пластически деформировать введенный между валками листовой материал с образованием на нем ступенчатых выступов.
Размещением ступенчатых уступов на диаметрально противоположных сторонах образующей поверхности валков достигнута возможность формования двух ступенчатых выступов за один оборот валков.
Выполнением привода формующих элементов в виде привода синхронного вращения валков в противоположных направлениях и совмещением его с приводом подачи листового материала в зону формования, обеспечено конструктивное упрощение устройства.
Форма образующих и торцовых поверхностей обоих валков с кольцевыми выступами и кольцевыми впадинами, при расположении кольцевых выступов одного валка между кольцевыми выступами второго валка, позволяет формовать ступенчатые выступы на профилированном листовом материале, профиль поперечного сечения которого соответствует профилям обоих валков. Кольцевые выступы и впадины могут иметь волнообразную форму или форму трапеции, треугольника, ломаной линии и иную.
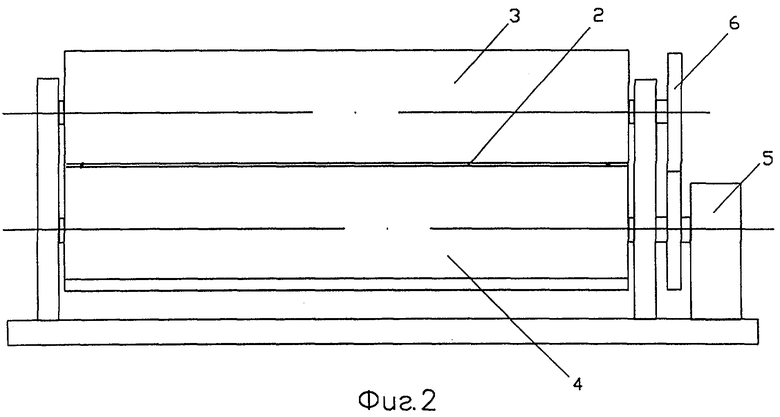
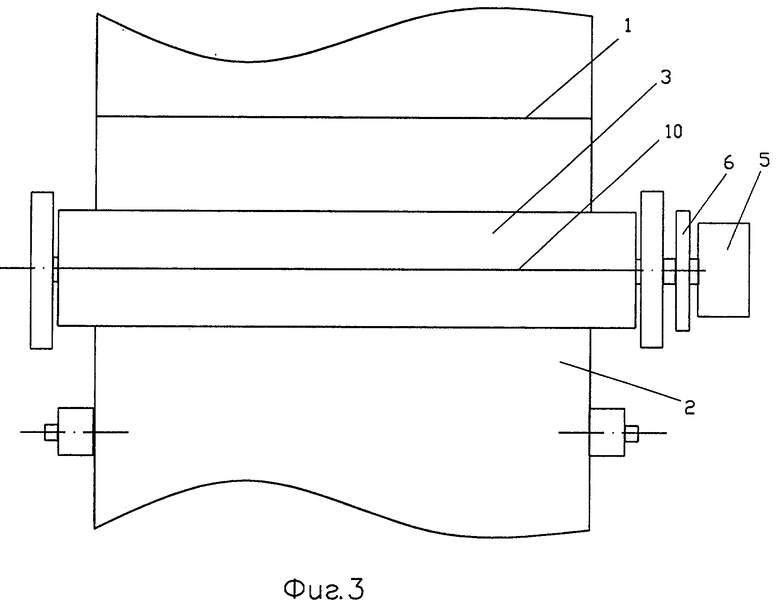
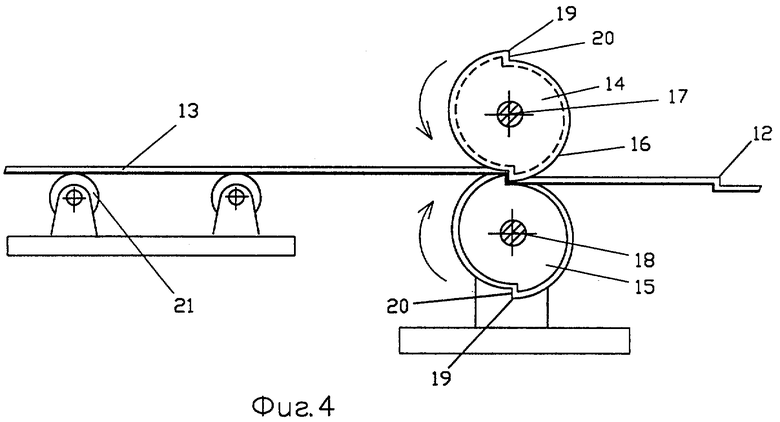
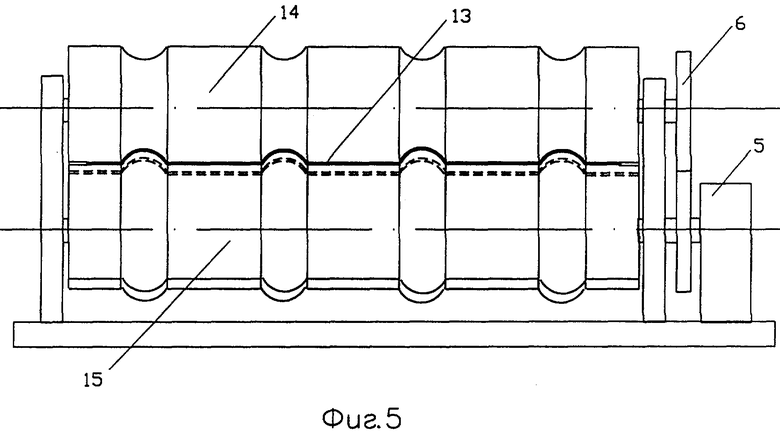
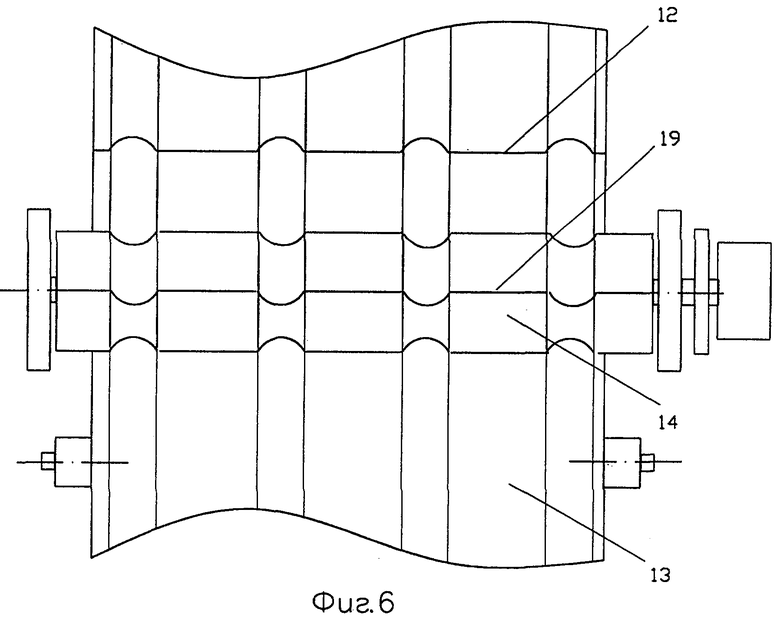
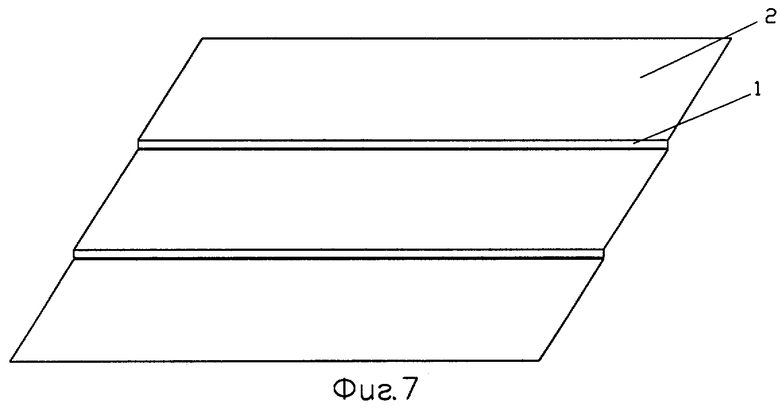
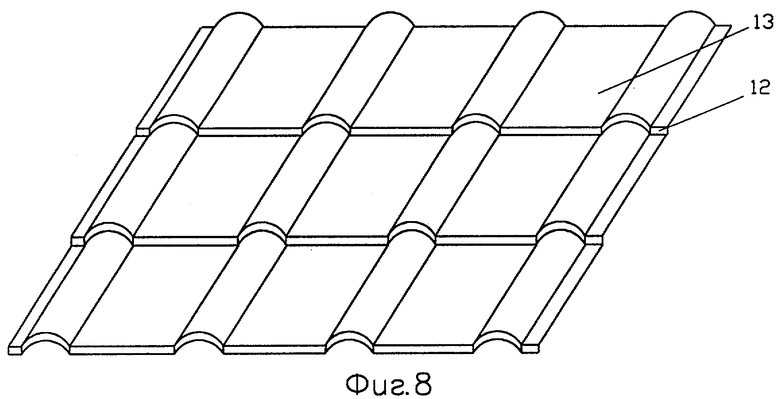
Примеры осуществления изобретения представлены на чертеже, где на фиг.1 изображено устройство в первом примере конструктивного исполнения, вид сбоку; фиг.2 - то же, вид спереди; фиг.3 - то же, вид сверху; фиг.4 - устройство во втором примере конструктивного исполнения, вид сбоку; фиг.5 - то же, вид спереди; фиг.6 - то же, вид сверху; фиг.7 - ровный листовой материал с отформованными на нем ступенчатыми выступами; фиг.8 - профилированный листовой материал с отформованными на нем ступенчатыми выступами.
В первом примере (фиг.1, 2, 3) конструктивного исполнения устройство для формования ступенчатых выступов 1 на ровном листовом материале 2 содержит формующие элементы, выполненные в виде пары параллельно расположенных верхнего 3 и нижнего 4 валков, кинематически соединенных с приводом 5 через шестерни 6. На диаметрально противоположных сторонах ровной образующей поверхности 7 верхнего 3 и нижнего 4 валков выполнены протяженные вдоль осей вращения 8, 9 ступенчатые уступы 10 с ровными торцовыми поверхностями 11. Торцовые поверхности 11 верхнего вала 3 обращены в одинаковом окружном направлении относительно оси вращения 8 и совпадают по направлению с окружным направлением торцовых поверхностей 11 нижнего вала 4 относительно оси вращения 9. Во втором примере (фиг. 4, 5, 6) конструктивного исполнения устройство для формования ступенчатых выступов 12 на профилированном листовом материале 13 содержит формующие элементы, выполненные в виде пары параллельно расположенных верхнего 14 и нижнего 15 валков, кинематически соединенных с приводом 5 через шестеренчатую передачу 6. На диаметрально противоположных сторонах волнистой образующей поверхности 16 верхнего 14 и нижнего 15 валков выполнены протяженные вдоль осей вращения 17, 18 ступенчатые уступы 19 с волнистыми торцовыми поверхностями 20. Торцовые поверхности 20 верхнего валка 14 обращены в одинаковом окружном направлении относительно оси вращения 17 и совпадают по направлению с окружным направлением торцовых поверхностей 20 нижнего валка 15 относительно оси вращения 18. Для направления ровного материала 2 к валкам 3, 4 и профилированного материала 13 к валкам 14, 15 установлен рольганг 21.
Работает устройство следующим образом.
Для формования ступенчатых выступов 1 на ровном листовом материале 2 его укладывают на рольганг 21 и направляют в промежуток между верхним 3 и нижним 4 валками. При включенном приводе 5 верхние 3 и нижние 4 валки приводятся во вращение через шестерни 6 и вращаются синхронно с одинаковой угловой скоростью в противоположных направлениях. Образующие поверхности 7 верхнего 3 и нижнего 4 валков захватывают формуемый листовой материал 2 и протягивают его через промежуток между валками 3, 4. В процессе вращения валков 3, 4 ступенчатые уступы 10 сближаются в зоне между осями 8 и 9 валков 3, 4 и своими торцовыми поверхностями 11 пластически деформируют листовой материал 2 и формуют на нем ступенчатые выступы 1 с ровной торцовой поверхностью. За один оборот валков 3, 4 на листовом материале 2 образуются два ступенчатых выступа 1. В процессе формования ступенчатых выступов 1 и в промежутках между их формованием вращающиеся валки 3, 4 непрерывно протягивают листовой материал 2 через промежуток между валками 3, 4.
Для формования ступенчатых выступов 12 на профилированном листовом материале 13 его укладывают на рольганг 21 и направляют в промежуток между верхним 14 и нижним 15 валками. При включенном приводе 5 верхние 14 и нижние 15 валки приводятся во вращение через шестерни 6 и вращаются синхронно с одинаковой угловой скоростью в противоположных направлениях. Волнистые образующие поверхности 16 верхнего 14 и нижнего 15 валков захватывают формуемый профилированный листовой материал 13 и протягивают его через промежуток между верхним 14 и нижним 15 валками. В процессе вращения валков 14 и 15 ступенчатые уступы 19 сближаются в зоне между осями 17 и 18 валков 14 и 15 и своими волнистыми торцовыми поверхностями 20 пластически деформируют профилированный листовой материал 13 и формуют на нем ступенчатые выступы 12 с волнистой торцовой поверхностью. За один оборот валков 14 и 15 на профилированном листовом материале 13 образуются два ступенчатых выступа 12. В процессе формования ступенчатых выступов 12 и в промежутках между их формованием вращающиеся валки 14 и 15 непрерывно протягивают листовой материал 13 через промежуток между валками 14 и 15.
Изобретение относится к области обработки металлов давлением. Устройство для формования ступенчатых выступов на листовом материале содержит формующие элементы, установленные с возможностью пластического деформирования размещенного между ними листового материала, привод формующих элементов и привод подачи листового материала в зону формования. Формующие элементы выполнены в виде пары параллельно расположенных валков, на диаметрально противоположных сторонах образующей поверхности каждого из которых выполнены протяженные вдоль оси вращения ступенчатые уступы с торцевыми поверхностями, обращенными в одинаковом окружном направлении. Привод формующих элементов выполнен в виде привода синхронного вращения валков в противоположных направлениях и совмещен с приводом подачи листового материала. При этом образующие и торцевые поверхности обоих валков могут быть выполнены в виде примыкающих друг к другу участков кольцевых выступов и кольцевых впадин, охватывающих оси вращения валков, причем кольцевые выступы одного валка расположены между кольцевыми выступами второго валка. Достигается повышение производительности устройства при одновременном его конструктивном упрощении. 1 з.п. ф-лы, 8 ил.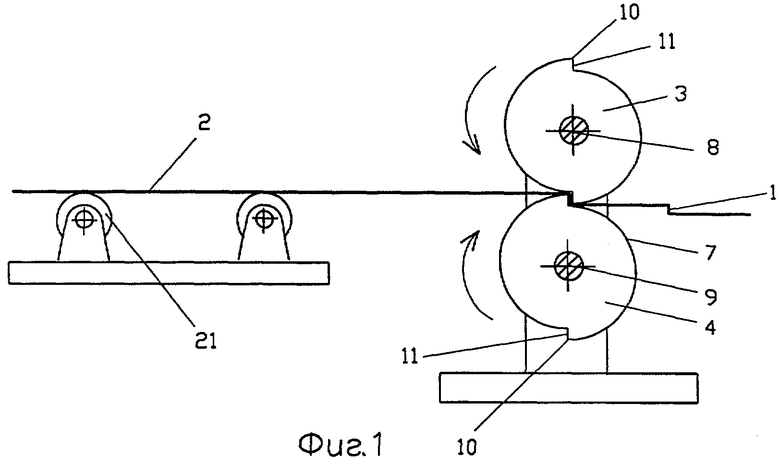
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| Способ производства профилей высокой жесткости и клеть для его осуществления | 1987 |
|
SU1532121A1 |
| Клеть профилегибочного стана | 1977 |
|
SU940907A1 |
| US 4295353 А, 20.10.1981. | |||

