Изобретение относится к области обработки металлов давлением, в частности к процессам образования стыковых сварных швов при получении трубных шпилек U-образных пучков с использованием эффекта локализованного горячего пластического деформирования сварного шва и прилегающих к нему околошовных зон.
Известен способ образования стыковых сварных швов на трубах при производстве трубных шпилек, включающий отрезку мерных длин труб для прямолинейных участков шпильки, мерной длины трубы для изготовления гибкой на заданный радиус калача, зачистку внешней поверхности сопрягаемых концов соединяемых элементов, последующую их сварку с образованием двух сварных швов в получаемой шпильке (см. ГОСТ 14245-79. Теплообменники кожухотрубчатые с U-образными трубами).
К главным недостаткам известного способа образования стыковых сварных швов следует отнести незащищенность внутренней поверхности стыка от воздействия агрессивной рабочей среды при эксплуатации трубного пучка, а также повышенную себестоимость их производства. Во-первых, большие отходы трубных заготовок из-за некратности используемых рабочих длин. И во-вторых, повышенная себестоимость, определяемая и большим процентом брака сварных швов из-за дефектов, определяемых присутствием в процессе сварки атмосферного газа (кислорода и азота). Качество неразъемных соединений при этом всецело определяется профессиональными навыками и умением сварщика интенсивно выполнять необходимые при сварке действия. Следует подчеркнуть и такие недостатки, как наличие околошовных зон с пониженными механическими характеристиками и внутреннего грата, уменьшающего поперечное сечение стыка относительно исходного поперечного сечения соединяемых труб.
Известен также способ образования стыковых сварных швов на трубах при получении трубных шпилек, включающий подготовительные операции на трубах к сварке, их сборку и последующую аргонодуговую сварку сопрягаемых концов труб с присадочным материалом посредством неплавящегося электрода (см. РД 153-34.1-003-01. Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования, Москва, ПИО ОБТ 2001 - прототип).
Недостатком известного способа является то, что сварной шов и околошовные зоны формируются без плакирования внутренней поверхности стыка с целью повышения антикоррозионных его свойств, а также не подвергаются финишной пластической деформации, устраняющей возможные дефекты в сварных швах и упрочняющих материал в околошовных зонах. В результате возможны дефекты в сварных швах и подобные шпильки выбраковываются. При сварке контролю не поддается процесс образования внутреннего грата и каждый раз получаемый стык имеет свои геометрические размера по внутреннему диаметру, что требует проведения контролирующей операции - обкатывание шпильки контрольным шариком с диаметром, составляющим 0,8 D, где D - внутренний диаметр трубы.
Задачей изобретения является разработка такого способа образования стыковых сварных швов при получении трубных шпилек U-образных пучков, который бы позволял защищать внутреннюю и внешнюю поверхности стыка труб от воздействия агрессивных сред при эксплуатации трубного пучка, а также устранять дефекты в сварных швах их финишным горячим обжимом на оправке.
Технический результат достигается тем, что в способе образования стыковых сварных швов на трубах при производстве трубных шпилек, включающем подготовительные операции на трубах к сварке, их сборку и последующую аргоно-дуговую сварку сопрягаемых концов труб с присадочным материалом посредством неплавящегося электрода, согласно изобретению, предварительно сопрягаемые концы труб калибруют раздачей в цилиндр, сборку труб осуществляют на оправке с использованием промежуточного элемента в виде кольца из плакирующего материала, которое располагают между торцами труб с обеспечением их контакта, последовательно формируют сварные швы сплавлением материала труб с плакирующим материалом кольца по его обеим сторонам, после чего стык труб подогревают и производят горячий обжим на оправке с плакированием поверхностей стыка труб пластическим течением плакирующего материала кольца огносительно сварного шва и околошовных зон по схеме трехосного неравномерного сжатия, и приданием внешнему диаметру стыка труб их исходного внешнего диаметра.
Осуществление предлагаемого способа образования стыковых сварных швов на трубах при получении шпилек U-образных трубных пучков позволяет плакировать внешнюю и внутреннюю поверхности стыка, обеспечивая повышенные антикоррозионные их характеристики, а также устранять дефекты в сварных швах их финишным горячим обжимом на оправке, изменять структуру и механические свойства в околошовных зонах, формировать внутреннюю поверхность стыка без грата.
Это объясняется тем, что:
- присадочный материал выбирают с условием повышенных его антикоррозионных свойств, а также механических свойств не ниже соответствующих свойств материала труб;
- осуществляют активацию пластической деформацией (раздачей) объемов сопрягаемых концов труб, свариваемых впоследствии;
- используя промежуточный элемент в виде кольца из плакирующего материала (например, нержавеющей стали), достигают эффективного плакирования поверхностей стыка труб, что увеличивает срок межремонтного пробега трудного пучка при его эксплуатации;
- пластическое деформирование сварного шва и околошовных зон устраняет возможные дефекты в сварных швах и упрочняет материал в околошовных зонах (скорость упрочнения материала в околошовных зонах превышает скорость его разупрочнения от горячей деформации).
Сущность изобретения поясняется чертежами, где на фиг.1 показаны сопрягаемый в сборке конец трубы, прошедший подготовительные операции к сварке, и жесткий пуансон перед выполнением операции раздачи трубы из цилиндра в цилиндр; на фиг.2 - окончание стадии раздачи конца трубы из цилиндра в цилиндр; на фиг.3 - сопрягаемые концы труб, кольцо из присадочного материала на оправке перед формированием сварных швов сплавлением; на фиг.4 - соединяемые элементы после образования сварных швов по обеим сторонам кольца; на фиг.5 - подогретый стык труб, размещенный в разъемной (3-сегментной) матрице горизонтального гидравлического пресса; на фиг.6 - окончание стадии горячего обжима сварного шва на оправке; на фиг.7 - высококачественное сварное соединение. Вариант осуществления изобретения состоит в следующем.
На прямолинейных теплообменных трубах 1 (фиг.1) выполняют операции с целью подготовки внешней поверхности каждого из концов к сварке: правку труб в косовалковой правильной машине, отрезку их мерных длин и зачистку внешних поверхностей до металлического блеска.
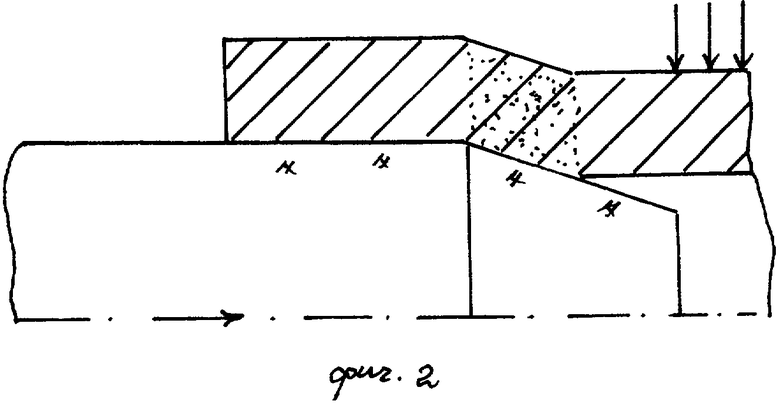
Далее про изводят калибровку сопрягаемых концов труб операцией их раздачи из цилиндра в цилиндр посредством жесткого пуансона 2.
Изгиб образующих труб формирует в пределах толщины их стенки пластические шарниры, выделенные в виде областей треугольного типа многоточиями (фиг.2).
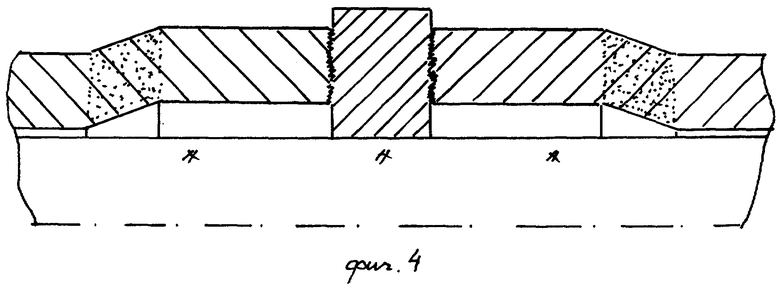
Сборку труб перед сваркой производят с применением кольца 3 из присадочного материала, например нержавеющей стали марки Х18Н10Т, располагаемого на оправке 4 из закаленной стали. Между сопрягаемыми концами труб и кольцом из присадочного материала достигают необходимый контакт.
Формирование сварных швов по обеим сторонам кольца проводят сплавлением по режимам, регламентируемым технической документацией.
Относительно большие размеры кольца по его длине требуют дополнительного подогрева стыка труб до оптимальных температур горячего деформирования. Контроль температуры осуществляют переносной термопарой.
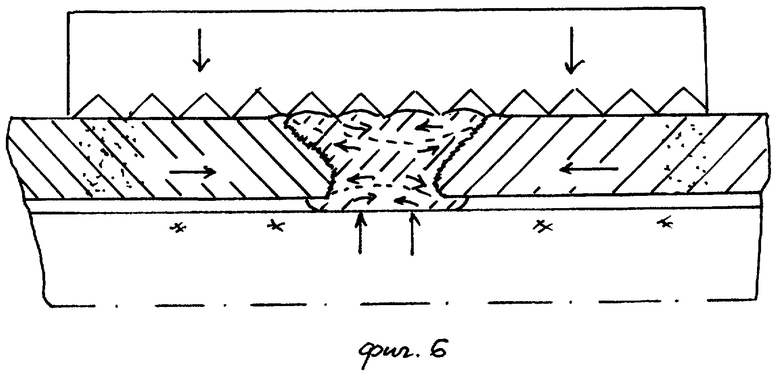
Горячий стык труб размещают в разъемной (3-сегментной) матрице 5 горизонтального гидравлического пресса (фиг.5).
Сообщение сегментам матрицы радиального перемещения в направлении оси первоначально вызывает внедрение гребешков рабочей поверхности матрицы на поверхность кольца из присадочного материала. Имеет место частичное заполнение свободных объемов между кольцевыми гребешками и формирование внешней зоны затрудненной деформации (фиг.6). На заключительном этапе этого внедрения имеет место также формирование внутренней зоны затрудненной деформации (из-за сил трения по поверхности оправки).
Дальнейшее перемещение сегментов матрицы в радиальном направлении связано с горячей деформацией присадочного материала и посредством его пластического течения - деформация сварных швов и околошовных зон (пои сближении поверхностей зон затрудненной деформации). Подчеркнем, что горячая деформация материала сварного шва осуществляют по 3-осной схеме напряжений неравномерного сжатия, предотвращающей разрушение сварного шва. При этом осевые сжимающие напряжения проявляются на стадии деформации труб в переходных зонах, отмеченных многоточиями.
Формирование внутренней поверхности стыка достигают пластическим течением присадочного материала относительно сварного шва, обеспечивая плакирование последнего.
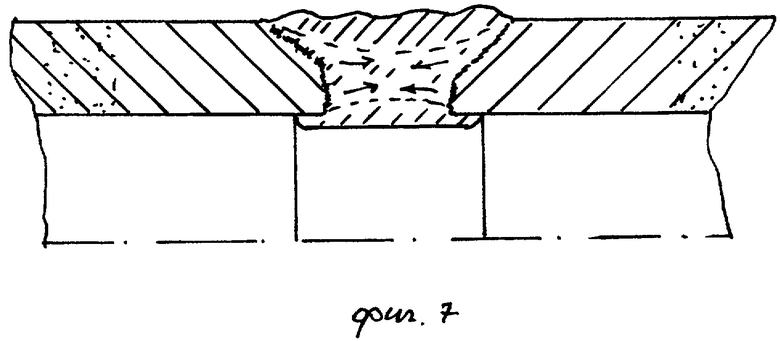
Неразъемное соединение (фиг.7) отличается высокими механическими свойствами (существенную роль здесь играет и материал кольца, воспринимающий действие рабочей среды), формируемыми остаточными сжимающими осевыми напряжениями, достаточной точностью для подобных изделий, высокой технологичностью, что предопределяет и повышенную производительность. Отсутствие внутреннего грата устраняет необходимость проведения контрольного обкатывания шпилек шариком.
Опытно - промышленная проверка разработанного способа образования стыковых сварных швов прошла при изготовлении одношовных шпилек из труб, полученных из стали 10.
Исходные геометрические размеры труб составляли: внешний диаметр - 25 мм, толщина стенки - 2,6 мм и длины 9 и 3,6 м.
Правку труб, резку в меру и зачистку поверхностей сопрягаемых труб производили на соответствующем оборудовании с достижением требуемых параметров.
Кольца с размерами 26,2×18,3×10 мм изготавливалась из нержавеющей стали марки Х18Н10Т путем деформации трубных заготовок на соответствующий диаметр и необходимых операций резания.
Раздача-калибровка сопрягаемых концов труб проводилась на горизонтальном гидравлическом прессе двойного действия конструкции «Ремонтно-механического завода» НК ЮКОС при усилиях в пределах 30 кН.
Длина калиброванного участка трубы составляла 25 мм при наибольшем внешнем диаметре, равным 25,5 мм. Максимальный диаметр стальной оправки был равен 18,25 мм.
Формирование сварных швов выполняли аргонодуговой сваркой неплавящимся электродом по известным режимам. Горячий обжим стыка труб производили в диапазоне температур, характерных для стали 10, а именно 1200÷850°С также на горизонтальном гидравлическом прессе двойного действия при усилиях не более 300 кН.
Удаление оправки из длинномерной трубы производили с применением производственного комплекса, когда длинномерную трубу горячим стыком размещали в механическом зажиме, фиксировали от осевых перемещений и, прикладывая тянущее усилие к оправке, вызывали ее осевое перемещение. При этом ход оправки с осевым усилием не превышал 20 мм.
В дальнейшем выполняли гибку труб на заданный радиус.
Установлено, что технологический процесс формирования стыковых сварных швов с применением промежуточного элемента в виде кольца из нержавеющей стали эффективно плакирует поверхности стыка труб, упрочняет материал труб в околошовных зонах, позволяет более рационально выполнять раскрой трубных заготовок, уменьшает и численность рабочих из-за сокращения объема ручных работ, не сопровождается возникновением дефектов типа пор, включений и т.п.
Изобретение применимо при изготовлении трубных пучков теплообменных аппаратов нефтеперерабатывающей, нефтехимической, газовой и других отраслей промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2300451C2 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2285595C1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2296657C2 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2293639C2 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2279955C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2254950C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2254949C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2271260C2 |
| СПОСОБ ПОЛУЧЕНИЯ ШПИЛЕК | 2003 |
|
RU2251465C2 |
| Способ изготовления тонкостенных сварных корпусов с концевыми утолщениями из разнородных алюминиевых сплавов | 2016 |
|
RU2620539C1 |


Изобретение относится к обработке металлов давлением и может быть использовано при производстве трубных шпилек. Способ включает подготовительные операции на трубах к сварке, их сборку и последующую аргоно-дуговую сварку сопрягаемых концов труб с присадочным материалом посредством неплавящегося электрода. Предварительно сопрягаемые концы труб калибруют раздачей в цилиндр, сборку труб осуществляют на оправке с использованием промежуточного элемента в виде кольца из плакирующего материала, которое располагают между торцами труб с обеспечением их контакта, последовательно формируют сварные швы сплавлением материала труб с плакирующим материалом кольца по его обеим сторонам. После чего стык труб подогревают и производят горячий обжим на оправке с плакированием поверхностей стыка труб пластическим течением плакирующего материала кольца относительно сварного шва и околошовных зон по схеме трехостного неравномерного сжатия и приданием внешнему диаметру стыка труб их исходного внешнего диаметра. Повышается качество трубных шпилек за счет плакирования внутренней и внешней поверхностей сварных швов и устранения в них дефектов. 7 ил.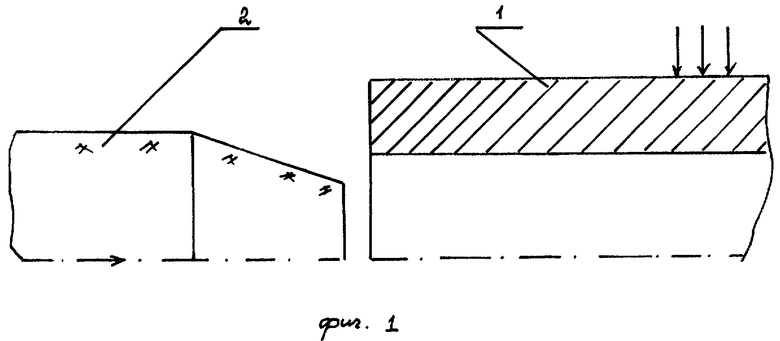
Способ образования стыковых сварных швов на трубах при производстве трубных шпилек, включающий подготовительные операции на трубах к сварке, их сборку и последующую аргонодуговую сварку сопрягаемых концов труб с присадочным материалом посредством неплавящегося электрода, отличающийся тем, что предварительно сопрягаемые концы труб калибруют раздачей в цилиндр, сборку труб осуществляют на оправке с использованием промежуточного элемента в виде кольца из плакирующего материала, которое располагают между торцами труб с обеспечением их контакта, последовательно формируют сварные швы сплавлением материала труб с плакирующим материалом кольца по его обеим сторонам, после чего стык труб подогревают и производят горячий обжим на оправке с плакированием поверхностей стыка труб пластическим течением плакирующего материала кольца относительно сварного шва и околошовных зон по схеме трехосного неравномерного сжатия приданием внешнему диаметру стыка труб их исходного внешнего диаметра.
| Паровозный золотник (байпас) | 1921 |
|
SU153A1 |
| Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования, Москва, ПИО ОБТ, 2001 | |||
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ СПИРАЛЬНОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2002 |
|
RU2224031C1 |
| Способ термомеханической обработки сварных соединений | 1989 |
|
SU1708565A1 |
| Способ изготовления сварных соединений | 1986 |
|
SU1388236A1 |
| Способ разделения янтареподобных ископаемых смол | 1988 |
|
SU1567927A1 |

