Изобретение относится к устройствам, предназначенным для получения газофазным методом высокодисперсных и ультрадисперсных порошков металлов и сплавов, а также для нанесения металлических покрытий в вакууме на металлические и неметаллические изделия, предназначенные для использования в микроэлектронике, химической технологии и других отраслях промышленности.
Известны конструкции испарителей, созданных с целью повышения производительности установок, надежности их использования и получения высококачественной продукции [1, 2]. Производственный опыт эксплуатации известных испарителей, анализ технологических и производственных показателей указывает на ряд недостатков: лимитирование производительности мощностью конкретной установки, повышенный расход дорогостоящих материалов и энергоносителей.
Наиболее близким по технической сущности и решаемой задаче к предлагаемому является испаритель для металлов и сплавов [3], содержащей нагреватель, цилиндрический экран, контейнер с цилиндрическими ячейками, образующими емкость для расплава, каналы для впуска расплава и выхода пара расплава, перепускные патрубки-распределители. Цилиндрический экран и помещенный в него контейнер, состоящий из цилиндрических ячеек, размещен автономно внутри нагревателя с возможностью регулирования параметров канала для выхода пара расплава, что способствует стабилизации теплового режима, обеспечивает высокие технические и эксплуатационные характеристики испарителя и качество получаемой продукции. Однако известный испаритель не устраняет отмеченные выше недостатки испарителей, его КПД не отвечает современным требованиям.
В настоящей заявке поставлена задача, используя основные принципы конструкторских исполнений и функционального взаимодействия элементов конструкции известного испарителя, разработать испаритель, отвечающий современным требованиям минимизации материальных и энергетических затрат при его изготовлении и с высоким КПД при производственной эксплуатации, с получением высококачественной и конкурентоспособной продукции.
Сущность предлагаемого изобретения и поставленная задача решаются тем, что в известном испарителе, содержащем нагреватель, цилиндрические ячейки, образующие емкость для металлического расплава, форсунки, каналы для впуска расплава и выхода пара расплава, перепускные патрубки-распределители, нагреватель выполнен сборным из полых цилиндрических элементов, соединенных между собой токопроводящими муфтами, при этом каждый цилиндрический элемент нагревателя по его высоте является стенкой цилиндрической ячейки, ограничивающей ее размер в радиальном направлении, а на торцевых дискообразных крышках каждой цилиндрической ячейки, кроме верхней крышки, по оси которой установлена пробка с каналом для впуска расплава, соосно оси испарителя установлены форсунки, причем пробка и форсунка верхней ячейки и каждые последующие форсунки ячеек образуют между собой кольцевую конусообразную полость с наклоном к нижней форсунке, а полости и осевые отверстия форсунок составляют канал для выхода пара расплава.
Поставленная задача достигается тем, что в предлагаемом техническом решении при изготовлении испарителя использован принцип модульного исполнения и сборки устройства, а также использование конкретного элемента (узла) испарителя для многофункционального назначения. Использование полых цилиндрических элементов одновременно в качестве нагревателя и для сборки ячеек емкости экономит дорогостоящий углеродосодержащий материал. Отдельная секция нагревательного элемента и ячейка являются по сути исполнения модульным элементом испарителя. В зависимости от условий эксплуатации, необходимой производительности, из отдельных модульных элементов собирается установка любой мощности. После заполнения ячеек емкости расплавом металла последний контактирует с нагревателем, являющимся стенками ячейки, инициируя ускорение процесса образования пара расплава металла с более полным использованием тепловой энергии.
Необходимость быстрого удаления выделяющихся паров расплава металла обеспечивается оригинальным исполнением канала для выхода паров расплава через кольцевые конусные наклонные полости и осевые отверстия форсунок, на стыке торцов которых создаются условия эжекционного истечения паров металла и вынос их в зону распыления и конденсации.
Предлагаемая конструкция испарителя проста при изготовлении и монтаже, легко настраивается на заданную производительность, экономит материалы и энергоносители, имеет высокий КПД и производит продукцию высокого качества.
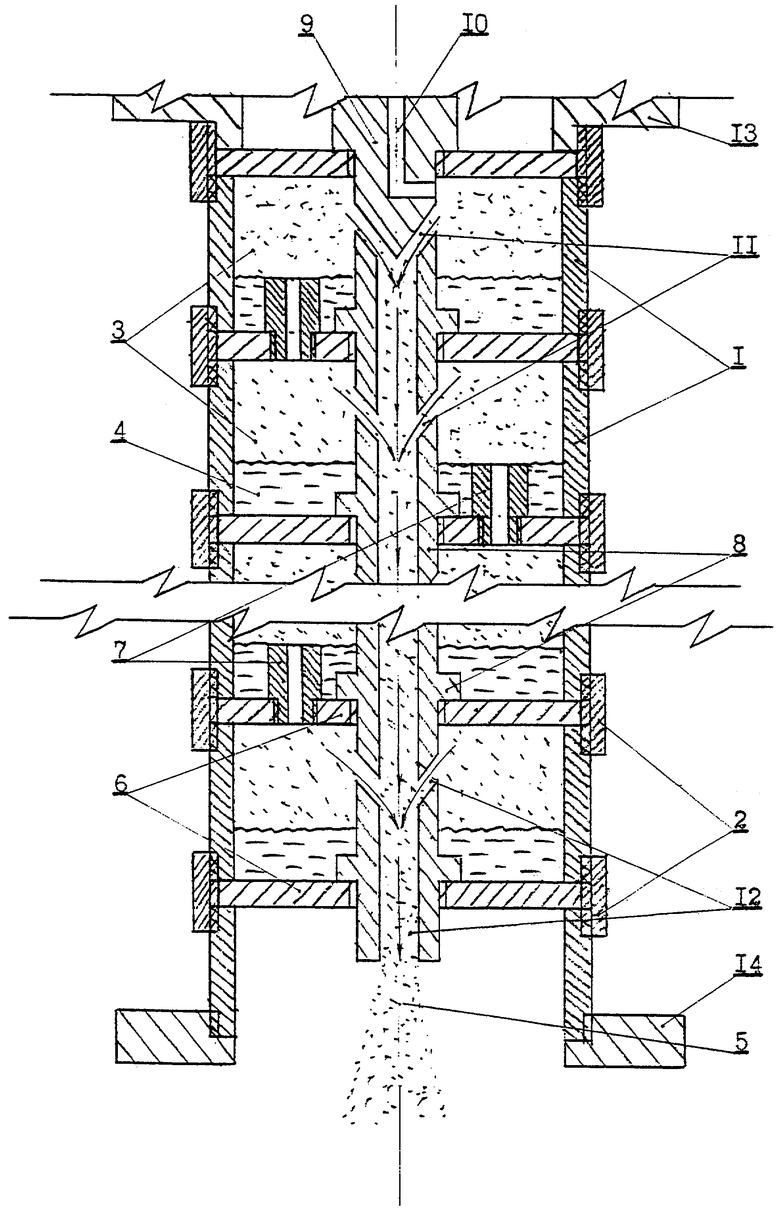
Испаритель состоит из сборного нагревателя, включающего полые цилиндрические элементы 1 и токопроводящие соединительные муфты 2, из цилиндрических ячеек 3, образующих емкость для металлического расплава 4 и паров расплава 5. Боковыми стенками каждой ячейки 3 являются полые цилиндрические элементы 1 нагревателя, сверху и снизу ячейки 3 ограничены торцевыми дискообразными крышками 6. В основании каждой ячейки 3 (кроме последней) на крышке 6 установлены перепускные патрубки-распределители 7 для наполнения емкости металлическим расплавом 4. На торцевых крышках 6 (кроме первой верхней) каждой цилиндрической ячейки 3 соосно оси испарителя выше уровня по высоте патрубков-распределителей 7 установлены форсунки 8.
На первой верхней крышке 6 соосно оси испарителя имеется пробка 9 с каналом 10 для впуска металлического расплава в первую цилиндрическую ячейку 3 емкости.
Пробка 9 с форсункой 8 и каждые последующие форсунки 8 образуют между собой кольцевую конусообразную наклонную полость 11, а полости 11 с осевыми отверстиями форсунок 8 составляют канал 12 для выхода пара расплава 5. Электропитание от источника тока сборного нагревателя осуществляется по цепи: верхний токопровод 13 - соединительные муфты 2 - полые цилиндрические элементы 1 - нижний токопровод 14. Все детали испарителя изготавливаются из углеродсодержащего материала.
Испаритель работает следующим образом. Все комплектующие детали испарителя имеют резьбовые соединения. Исходным этапом сборки испарителя является комплектование отдельных цилиндрических ячеек 3 с использованием полых цилиндрических элементов 1 нагревателя и торцевых дискообразных крышек 6. По центру каждой торцевой крышки 6 на резьбе устанавливаются форсунки 8, а на верхней торцевой крышке - пробка 9. Каждая пара крышек 6 после размещения на них перепускных патрубков-распределителей 7 (посадка на резьбу) устанавливаются по отношению друг к другу со смещением патрубков 7 по крайней мере на величину диаметра отверстия патрубка. Полые цилиндрические элементы 1 фиксируются с торцевыми крышками 6 с помощью резьбы соединительными муфтами 2. Собранные цилиндрические ячейки 3 комплектуют вертикально друг над другом и фиксируют между собой соединительными муфтами 2.
Сформированный таким образом испаритель резьбовым соединением фиксируют с верхним 13 и нижним 14 тоководами и помещают в теплоизоляционную герметичную камеру (на чертеже не показана). Из камеры удаляют воздух и заполняют ее инертным газом. Испаритель подключают к источнику электропитания. Электрический ток, проходя по токопроводным муфтам 2 и стенкам полых цилиндрических элементов 1, прогревает цилиндрические ячейки 3 емкости до заданной температуры. Затем через канал 10 из плавильного агрегата (на чертеже не показан) подают металлический расплав, который, поступая в верхнюю ячейку 3, через патрубки-распределители 7 до их горизонтального уровня заполняет расплавом последующие ячейки.
При заполнении всех ячеек 3 емкости жидким металлическим расплавом за счет контакта расплава со стенками цилиндрического элемента 1 нагревателя идет интенсивный процесс теплообмена, существенно сокращается время достижения рабочей температуры в емкости испарителя для создания условий образования паров расплава металла. Интенсивное образование паров расплава инициирует быстрый рост избыточного давления в ячейках 3 емкости. Массовый вынос паров из испарителя в зону конденсации обеспечивается наличием форсунок 8 и образованием между ними кольцевых конусообразных наклонных полостей 11, создающих условия эжекционного истечения паров расплава 5 по каналу 12 и далее в герметичную камеру, где пары расплава смешиваются с нейтральным газом и конденсируются с образованием мелкодисперсного металлического порошка, который оседает в накопителе.
Таким образом предлагаемая конструкция испарителя комплектуется из модульных секций (ячейка емкости, включая полый цилиндрический элемент нагревателя, торцевые крышки, форсунку и патрубок-распределитель). Поэтому в зависимости от потребности за счет набора секций испаритель может рассчитываться на любую производительность конечной продукции.
Изготовлен пилотный образец испарителя заявленной конструкции. Детали испарителя выполнены из электродного графита. Испаритель испытан при опытно-промышленном получении ультрадисперсных порошков сплавов на основе меди и олова, а также порошков цинка. Подтверждена экономия материала (до 15%) при изготовлении испарителя, надежность его конструкции в работе при различных технологических вариантах производства с высоким КПД. Для получения условной единицы высококачественной продукции расходуется меньше на 10-20% электроэнергии по сравнению с производственными затратами при использовании известного испарителя.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Патент Российской Федерации №2118398.
2. Патент Российской Федерации №2183693.
3. Патент Российской Федерации №2219283.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИСПАРИТЕЛЬ ДЛЯ МЕТАЛЛОВ И СПЛАВОВ | 2002 |
|
RU2219283C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ УЛЬТРАДИСПЕРСНЫХ ПОРОШКОВ МЕТАЛЛОВ (ВАРИАНТЫ) И СПОСОБ ИХ ПОЛУЧЕНИЯ (ВАРИАНТЫ) С ИСПОЛЬЗОВАНИЕМ ДАННОГО УСТРОЙСТВА | 2013 |
|
RU2541326C1 |
| ИСПАРИТЕЛЬ ДЛЯ МЕТАЛЛОВ И СПЛАВОВ | 2000 |
|
RU2183693C2 |
| ИСПАРИТЕЛЬ ДЛЯ МЕТАЛЛОВ И СПЛАВОВ | 1997 |
|
RU2118398C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВЫСОКОДИСПЕРСНОГО МЕТАЛЛИЧЕСКОГО ПОРОШКА И СПОСОБ ЕГО ПОЛУЧЕНИЯ С ИСПОЛЬЗОВАНИЕМ ДАННОГО УСТРОЙСТВА | 2009 |
|
RU2410203C1 |
| ИСПАРИТЕЛЬ ДЛЯ МЕТАЛЛОВ ИЛИ СПЛАВОВ | 2007 |
|
RU2354745C1 |
| ГОРЕЛОЧНОЕ УСТРОЙСТВО ИСПАРИТЕЛЬНОГО ДЕЙСТВИЯ ДЛИТЕЛЬНОГО ГОРЕНИЯ | 2022 |
|
RU2800621C1 |
| ПЕРЕНОСНОЕ ГОРЕЛОЧНОЕ УСТРОЙСТВО | 2024 |
|
RU2831739C1 |
| БЛОКИРУЮЩЕЕ УСТРОЙСТВО (ВАРИАНТЫ), ТОРЦЕВОЙ КОДОВЫЙ ЗАМОК ДЛЯ ЗАЩИТЫ ТРАНСПОРТНОГО СРЕДСТВА ОТ УГОНА | 2005 |
|
RU2304058C2 |
| Установка для гидродинамического распыления легкоплавких расплавов | 1987 |
|
SU1496929A1 |
Изобретение относится к устройствам для получения газофазным методом порошков металлов и сплавов, а также для нанесения покрытий. В предложенном испарителе, содержащем нагреватель, цилиндрические ячейки, образующие емкость для металлического расплава, форсунки, каналы для впуска металлического расплава и выхода пара металлического расплава, перепускные патрубки-распределители, согласно изобретению нагреватель выполнен сборным из полых цилиндрических элементов, соединенных между собой токопроводящими муфтами, при этом каждый цилиндрический элемент нагревателя по его высоте является стенкой цилиндрической ячейки, ограничивающей ее размер в радиальном направлении, а на торцевых дискообразных крышках каждой цилиндрической ячейки, кроме верхней крышки, по оси которой установлена пробка с каналом для впуска расплава, соосно оси испарителя установлены форсунки, причем пробка и форсунка верхней ячейки и каждые последующие форсунки ячеек образуют между собой кольцевую конусообразную полость с наклоном к нижней форсунке, а полости и осевые отверстия форсунок составляют канал для выхода пара расплава. Обеспечивается экономия материала, электроэнергии и надежность конструкции. 1 ил.
Испаритель для металлов и сплавов, содержащий нагреватель, цилиндрические ячейки, образующие емкость для металлического расплава, форсунки, каналы для впуска металлического расплава и выхода пара металлического расплава, перепускные патрубки-распределители, отличающийся тем, что нагреватель выполнен сборным из полых цилиндрических элементов, соединенных между собой токопроводящими муфтами, при этом каждый цилиндрический элемент нагревателя по его высоте является стенкой цилиндрической ячейки, ограничивающей ее размер в радиальном направлении, а на торцевых дискообразных крышках каждой цилиндрической ячейки, кроме верхней крышки, по оси которой установлена пробка с каналом для впуска расплава, соосно оси испарителя установлены форсунки, причем пробка и форсунка верхней ячейки и каждые последующие форсунки ячеек образуют между собой кольцевую конусообразную полость с наклоном к нижней форсунке, а полости и осевые отверстия форсунок составляют канал для выхода пара расплава.
| ИСПАРИТЕЛЬ ДЛЯ МЕТАЛЛОВ И СПЛАВОВ | 2002 |
|
RU2219283C2 |
| СПОСОБ ИСПАРЕНИЯ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2113942C1 |
| US 5618475 A, 08.04.1997 | |||
| WO 9721847 A1, 19.06.1997. | |||

