Изобретение относится к устройствам, предназначенным для получения газофазным методом высокодисперсных и ультрадисперсных порошков металлов и сплавов, а также для нанесения металлических покрытий в вакууме на металлические и неметаллические изделия, предназначенные для использования в микроэлектронике, химической технологии, для антикоррозийной защиты деталей машин и сварных металлоконструкций.
Известно устройство для испарения металла, содержащее корпус, металлоприемник, канал для истечения металла и его паров, внешний контур которого образован двумя токопроводящими цилиндрическими элементами, причем канал для истечения металла и его паров разделен на зону кипения металла и зону перегрева его паров [1]. Задача известного устройства - увеличение выхода целевого продукта и улучшение его качества за счет снижения разброса значений гранулометрического состава при одновременном повышении производительности процесса, снижение материалоемкости, удельной энергоемкости и трудозатрат.
Известное устройство имеет недостатки: относительно большая материалоемкость, сложность конструкции, монтажа и контроля технологического процесса, в частности для регулирования температуры в зонах кипения металла и перегрева его паров. Недостаточно эффективно используется камера испарения по ее длине, так как подача жидкого металла в камеру происходит импульсно самопроизвольно мелкими порциями, что лимитирует возможности одновременного повышения КПД устройства и его производительности.
Наиболее близким по технической сущности и решаемой задаче к предлагаемому является испаритель для металла и сплавов [2], содержащий цилиндрический экран, нагреватель, размещенный внутри цилиндрического экрана, контейнер для расплава, расположенный с внешней стороны цилиндрического экрана, емкость контейнера, образованную набором цилиндрических ячеек в его корпусе, расположенных соосно вертикальной оси испарителя. Известный испаритель для металлов и сплавов надежен в работе, имеет хороший коэффициент полезного действия в условиях длительной эксплуатации. Недостатком испарителя является сложность его конструкции, повышенный расход графита, ограниченная мощность по получению конечной продукции, что снижает экономическую целесообразность использования его при массовом производстве высококачественных ультрадисперсных металлических порошков.
В настоящей заявке поставлена задача создать простой по конструкторскому исполнению, при сохранении основных принципов использования материалов, надежный в эксплуатации, при сохранении всех преимуществ технического процесса испарения, высокопроизводительный, с высоким КПД, испаритель для массового производства ультра- и высокодисперсного качественного металлического порошка.
Сущность предлагаемого изобретения и технический результат поставленной задачи решаются тем, что в отличие от известного испарителя для металлов и сплавов, содержащего цилиндрический экран, нагреватель, размещенный внутри цилиндрического экрана, контейнер для расплава, расположенный с внешней стороны цилиндрического экрана, емкость контейнера испарителя, - в предлагаемом испарителе соосные элементы конструкции испарителя - цилиндрический экран, нагреватель, контейнер - расположены продольной осью в горизонтальной плоскости, в торцевой стенке контейнера выполнено отверстие, расположенное выше продольной горизонтальной оси контейнера, стенка экрана выполнена с развитой излучающей внешней поверхностью, а на его торцевой стороне выполнен осевой выступ, посредством которого цилиндрический экран соприкасается с внутренней торцевой поверхностью контейнера с образованием канала для выхода пара расплава через отверстие, выполненное в торцевой стенке контейнера, а сверху контейнера в теле его стенки установлено устройство для расплавления и подачи жидкого металла в емкость испарителя, состоящее из плавильного тигля, крана и металлопровода, причем размерные параметры элементов конструкции испарителя связаны соотношениями:

где R1 - радиус внешнего диаметра цилиндрического экрана, мм (или см);
R2 - радиус внутреннего диаметра цилиндрического контейнера, мм (или см);
d1 - диаметр торцевого осевого выступа цилиндрического экрана, мм (или см);
d2 - диаметр отверстия для выхода пара расплава, мм (или см);
b - ширина канала для выхода пара расплава, мм (или см).
Горизонтальное расположение продольных осей основных элементов конструкции испарителя в соосном исполнении значительно увеличивает поверхность испарения жидкого расплава. При заявленной компоновке испарителя в одном замкнутом объеме емкости корпуса испарителя осуществляют процесс разогрева и испарения, то есть объединены зоны кипения жидкого металла и зона перегрева (парообразования).
Наличие развитой поверхности на внешних цилиндрических стенках экрана увеличивает в несколько раз суммарную площадь контакта жидкого расплава с разогретыми стенками контейнера и внешней поверхностью стенок цилиндрического экрана. В этом случае повышается передача тепла к жидкому расплаву не только путем излучения, но в большей степени путем кондуктивного нагрева его от греющих стенок. Развитая поверхность цилиндрического экрана определяет кинетику и динамику процесса образования зародышей и роста пузырьков пара, увеличивая количество первых и препятствуя росту образующихся пузырьков. При кипении и парообразовании значительно сокращается вероятность выноса капель с поверхности жидкого металла с мелкими пузырьками пара в объем испаряемой массы. Как показали экспериментальные опыты, наиболее сильное положительное влияние на кинетику и динамику процесса парообразования «чистого» пара наблюдается при использовании развитой внешней поверхности цилиндрического экрана в виде профиля метрической резьбы: предотвращается образование крупных пузырьков пара, что исключает бурное кипение и вынос в зону «чистого» пара жидких капель металла и возможный вынос их с паровым потоком в камеру конденсации.
Поверхность экрана, не контактирующая с жидким расплавом, за счет развитой излучающей поверхности улучшает условия прогрева пара и пополняет тепловую энергию для расплавления твердой навески металла в плавильном тигле, поступающую от нагревателя по стенкам цилиндрического экрана и контейнера.
Для расплавления твердого металла и поддержания температурного режима впуска его в емкость контейнера использование других источников и видов энергии не требуется.
Перечисленная совокупность использования новых существенных признаков в заявленном сочетании элементов устройства позволяет при высокой производительности и надежности технологического процесса, при высоком тепловом коэффициенте полезного действия испарителя получать высококачественные ультрадисперсные порошки металла.
Установлены оптимальные соотношения геометрических размеров параметров элементов конструкции испарителя, способствующих достижению перечисленных выше технико-экономических и качественных показателей при производстве металлических порошков.
Так, при соотношении R1 к R2 менее 0,65 сокращается теплопередающая поверхность в емкости камеры, что приводит к снижению скорости испарения. При соотношении R1 к R2 более 0,85 теплопередающая поверхность емкости контейнера увеличивается, но уменьшается ее объем, что приводит к необходимости повышать количество циклов подачи металла в емкость контейнера и время на прогрев жидкого металла до температуры испарения.
При ширине канала для выхода пара расплава (b) менее 0,25 от диаметра отверстия (d2) для выхода пара возрастает сопротивление выходу пара из емкости контейнера, что негативно влияет на производительность испарителя. При значениях (b) более 0,5 d2 ухудшаются условия для прогрева стенки контейнера в области отверстия для выхода пара, что приводит к частичной конденсации пара на поверхности выходного отверстия, образованию мелких капель металла и выносу их в камеру конденсации, это негативно отражается на качественных характеристиках конечной продукции.
На чертеже изображен общий вид испарителя для металлов и сплавов в продольном разрезе и в локальных разрезах по А-А и В-В.
Испаритель состоит из цилиндрического экрана 1, во внутреннюю полость которого помещен нагревательный элемент 2. В свою очередь цилиндрический экран размещен в цилиндрическом контейнере 3, внутренние стенки которого и внешние поверхности стенок цилиндрического экрана образуют единую замкнутую емкость испарителя 4. По оси цилиндрического экрана на торцевой стороне выполнен уступ 5, а по внешней стенке цилиндрической поверхности экрана нанесена развитая поверхность, например, в виде профиля метрической резьбы 6. В торцевой стенке контейнера 3 имеется отверстие 7, расположенное выше продольной горизонтальной оси контейнера. По горизонтальной осевой линии торцевым осевым выступом 5 цилиндрический экран плотно соприкасается с внутренней торцевой поверхностью контейнера 3 и образует между торцевыми стенками экрана и контейнера круговую полость (b), которая служит каналом для выхода пара расплава из емкости испарителя 4 через отверстие 7 в стенке контейнера 3 в корпус камеры конденсации 8. Сверху контейнера 3 в теле его стенки установлено устройство для расплавления и подачи жидкого расплава металла в емкость испарителя 4, которое состоит из плавильного тигля 9, крана 10 и металлопровода 11.
После компоновки элементов, узлов испаритель размещают в металлическом корпусе 12 с теплоизоляционной набивкой (не обозначена).
Испаритель работает следующим образом. Комплектующие теплонесущие детали испарителя изготавливают из углеродистого материала, например графита, с соблюдением заявленных размерных соотношений:

Внешняя цилиндрическая поверхность экрана 1 нагревателя 2 имеет развитую поверхность с профилем, например, в виде метрической резьбы 6.
Рабочее состояние испарителя - соосное размещение продольных осей цилиндрических деталей в горизонтальном положении.
Последовательно соосно по отношению друг к другу размещают в цилиндрическом контейнере испарителя 3 цилиндрический экран 1, во внутреннюю полость которого вставляют нагревательный элемент 2. Фиксируют на корпусе контейнера 3 устройство для расплавления и подачи жидкого металла 14 в емкость испарителя 4. Помещают испаритель в металлический корпус 12. Пустоты между их стенками заполняют термостойким теплоизолирующим материалом.
Испаритель через металлический корпус 12 соединяют с камерой конденсации 8, открывают кран 10 и через камеру конденсации осуществляют продувку каналов и емкость испарителя инертным газом. После продувки систему каналов, емкость камеры испарения герметизируют, закрывая краном 10 канал металлопровода 11 и соответствующие отверстия в камере испарителя 8.
В плавильный тигель 9 загружают расчетную партию твердого металла (в чушках, брикетах, гранулах и др.), например цинка. Подсоединяют к источнику питания электроэнергии 13 нагревательный элемент 2. За счет высокой теплопроводности графитовых стенок, плотной компоновки деталей в испарителе идет интенсивный теплообмен и нагрев контактирующих деталей испарителя, в том числе металлопровода 11, плавильного тигля 9, наполненного металлом.
Тепловой энергией, поступающей теплопередачей от нагревателя по стенкам цилиндрического экрана, контейнера, металлопровода, металл в плавильном тигле проплавляют до жидкого состояния. Другого автономного источника тепловой энергии для подогрева и расплавления металла или подвода его из других плавильных агрегатов в предлагаемом испарителе не используют.
После расплавления всей садки металла в плавильном тигле 9 краном 10 открывают канал металлопровода 11 и через него не более чем наполовину заполняют жидким металлическим расплавом емкость испарителя. Для предотвращения разгерметизации и попадания в емкость воздушной окислительной среды краном 10 перекрывают канал металлопровода при остаточном уровне жидкого металла в тигле выше уровня отверстия металлопровода. На остаток жидкого металла загружают следующую садку твердого металла и за время испарения предыдущей порции жидкого расплава в испарителе последующая партия металла полностью расплавляется и готова для передачи в емкость испарителя.
После заливки в емкость испарителя 4 жидкого расплава 14 за счет его контакта с разогретыми стенками корпуса контейнера с развитой поверхностью цилиндрического экрана 6 идет интенсивный процесс теплообмена, повышение температуры жидкого расплава, значительно сокращается время достижения рабочей температуры в емкости испарителя 4 для создания условий для процесса образования паров расплава металла. Устойчивый температурный режим парообразования в емкости испарителя инициирует быстрый рост избыточного давления. Массовый вынос высококачественных паров (без примесей капель металла, газов), высокая плотность и скорость истечения его из испарителя в зону конденсации (см. стрелки на чертеже) обеспечиваются выбранными соотношениями геометрических размеров и компоновки элементов испарителя, формирующих каналы и способствующих эжекционному истечению паров расплава в камеру конденсации, где пары расплава смешиваются с нейтральным газом и конденсируются с образованием ультра- и высокодисперсного металлического порошка, который оседает в накопителе.
Пример выполнения.
Из электродного графитового материала изготовлены детали испарителя с заявленными параметрами элементов его конструкции. Толщина стенок элементов конструкции, изготовленных из графита, составила 30 мм. Контейнер 3 испарителя изготовлен с расстоянием между внутренними торцевыми стенками, равным 300 мм, и радиусом R2 внутреннего диаметра, равным 120 мм.
Радиус R1 внешнего диаметра цилиндрического экрана 1 выполнен равным 90 мм (соотношение R1/R2=0,75). При диаметре d1 торцевого осевого выступа 5 цилиндрического экрана, равном 28 мм, в торцевой стенке контейнера выше его продольной оси выполнено отверстие для выхода пара расплава, равное 20 мм (d2=0,7·d1), при этом круговая полость между торцевыми стенками контейнера и цилиндрического экрана составила 7 мм (b=0,35·d2). В рабочем состоянии испарителя отверстие 7 для выхода пара находится против торцевой стенки цилиндрического экрана, что усиливает эффект эжекционного истечения пара расплава в камеру конденсации и препятствует возможному попаданию в нее капель металла.
Испаритель для металлов и сплавов заявленной конструкции успешно используется для массового производства высокодисперсного порошка из цинка.
Подтверждена экономия материала на изготовление, надежность его конструкции при монтаже и в работе при различных технологических вариантах производства порошка.
Производительность испарителя составляет 20 кг/ч высококачественного порошка в более узком диапазоне размера частиц (от 2 до 8 мкм) с высоким содержанием металлического цинка (98-99%) при непрерывном технологическом процессе в течение одного месяца.
По сравнению с известным испарителем для получения условной единицы высококачественного порошка расходуется меньше на 15-20% электроэнергии, повышена производительность и КПД испарителя (0,35-0,40 против КПД известного испарителя 0,25-0,30) при выходе годного продукта до 96-98%.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Патент Российской Федерации №2113942.
2. Патент Российской Федерации №2183693.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВЫСОКОДИСПЕРСНОГО МЕТАЛЛИЧЕСКОГО ПОРОШКА И СПОСОБ ЕГО ПОЛУЧЕНИЯ С ИСПОЛЬЗОВАНИЕМ ДАННОГО УСТРОЙСТВА | 2009 |
|
RU2410203C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ УЛЬТРАДИСПЕРСНЫХ ПОРОШКОВ МЕТАЛЛОВ (ВАРИАНТЫ) И СПОСОБ ИХ ПОЛУЧЕНИЯ (ВАРИАНТЫ) С ИСПОЛЬЗОВАНИЕМ ДАННОГО УСТРОЙСТВА | 2013 |
|
RU2541326C1 |
| ИСПАРИТЕЛЬ ДЛЯ МЕТАЛЛОВ И СПЛАВОВ | 1997 |
|
RU2118398C1 |
| ИСПАРИТЕЛЬ ДЛЯ МЕТАЛЛОВ И СПЛАВОВ | 2000 |
|
RU2183693C2 |
| ИСПАРИТЕЛЬ ДЛЯ МЕТАЛЛОВ И СПЛАВОВ | 2004 |
|
RU2254963C1 |
| ИСПАРИТЕЛЬ ДЛЯ МЕТАЛЛОВ И СПЛАВОВ | 2002 |
|
RU2219283C2 |
| ИСПАРИТЕЛЬ ДЛЯ МЕТАЛЛОВ И СПЛАВОВ | 1987 |
|
SU1491032A1 |
| ИСПАРИТЕЛЬ ДЛЯ МЕТАЛЛОВ И СПЛАВОВ | 2008 |
|
RU2382117C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВЫСОКОЧИСТОГО МЕТАЛЛА | 1995 |
|
RU2083698C1 |
| СПОСОБ ИСПАРЕНИЯ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2113942C1 |
Изобретение относится к испарителям для металлов или сплавов для получения газофазным методом высокодисперсных порошков металлов и сплавов, а также для нанесения покрытий. Цилиндрический экран и размещенный внутри него нагреватель расположены соосно. Цилиндрический контейнер для расплава расположен с внешней стороны цилиндрического экрана с образованием емкости испарителя между внутренней поверхностью стенок цилиндрического контейнера и внешней поверхностью стенок цилиндрического экрана. Цилиндрический экран, нагреватель и контейнер расположены продольной осью в горизонтальной плоскости. В торцевой стенке контейнера выполнено отверстие, расположенное выше продольной горизонтальной оси контейнера. Стенка экрана выполнена с развитой излучающей внешней поверхностью. На его торцевой стороне выполнен осевой выступ, посредством которого цилиндрический экран соприкасается с внутренней торцевой поверхностью контейнера с образованием канала для выхода пара расплава через отверстие, выполненное в торцевой стенке контейнера. Сверху контейнера в теле его стенки установлено устройство для расплавления и подачи жидкого металла в емкость испарителя, состоящее из плавильного тигля, крана и металлопровода. Конструкция испарителя проста в исполнении и эксплуатации с высокими показателями производительности и КПД по выходу годного продукта высокого качества. 1 з.п. ф-лы, 1 ил.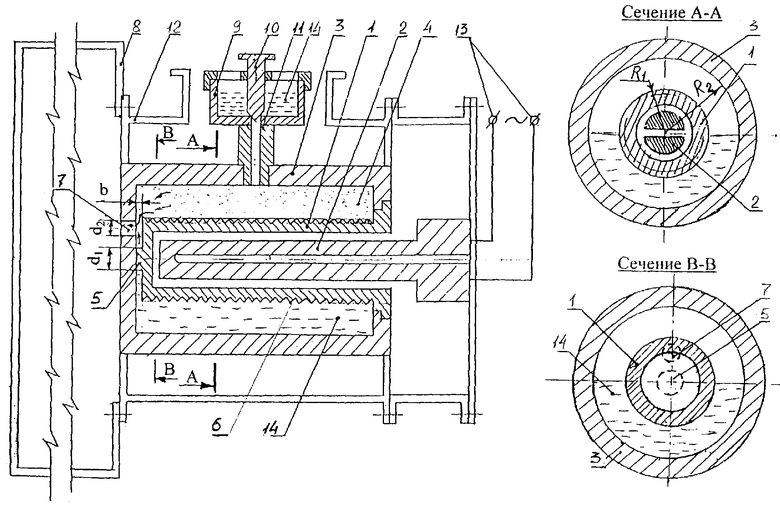
1. Испаритель для металлов или сплавов, содержащий соосно расположенные цилиндрический экран, размещенный внутри него нагреватель и цилиндрический контейнер для расплава, расположенный с внешней стороны цилиндрического экрана с образованием емкости испарителя между внутренней поверхностью стенок цилиндрического контейнера и внешней поверхностью стенок цилиндрического экрана, отличающийся тем, что цилиндрический экран, нагреватель и контейнер расположены продольной осью в горизонтальной плоскости, в торцевой стенке контейнера выполнено отверстие, расположенное выше продольной горизонтальной оси контейнера, стенка экрана выполнена с развитой излучающей внешней поверхностью, а на его торцевой стороне выполнен осевой выступ, посредством которого цилиндрический экран соприкасается с внутренней торцевой поверхностью контейнера с образованием канала для выхода пара расплава через отверстие, выполненное в торцевой стенке контейнера, а сверху контейнера в теле его стенки установлено устройство для расплавления и подачи жидкого металла в емкость испарителя, состоящее из плавильного тигля, крана и металлопровода, причем размерные параметры элементов конструкции испарителя связаны соотношениями:

где R1 - радиус внешнего диаметра цилиндрического экрана, мм (или см);
R2 - радиус внутреннего диаметра цилиндрического контейнера, мм(или см);
d1 - диаметр торцевого осевого выступа цилиндрического экрана, мм(или см);
d2 - диаметр отверстия для выхода пара расплава, мм (или см);
b - ширина канала для выхода пара расплава, мм (или см).
2. Испаритель по п.1, отличающийся тем, что развитая излучающаяся поверхность внешних цилиндрических стенок экрана выполнена в виде профиля метрической резьбы.
| ИСПАРИТЕЛЬ ДЛЯ МЕТАЛЛОВ И СПЛАВОВ | 2000 |
|
RU2183693C2 |
| ИСПАРИТЕЛЬ ДЛЯ МЕТАЛЛОВ И СПЛАВОВ | 1997 |
|
RU2118398C1 |
| WO 9721847 A, 19.06.1997 | |||
| US 5951923 A1, 14.09.1999. | |||

