Изобретение относится к устройствам, предназначенным для получения газофазным методом высокодисперсных порошков металлов и сплавов, а также для нанесения металлических покрытий в вакууме на металлические и неметаллические изделия, предназначенные для использования в микроэлектронике, химической технологии, для антикоррозийной защиты деталей машин и сварных металлоконструкций.
Известно устройство для испарения металла [1], содержащее корпус, внутри которого размещены металлоприемник, снабженный отверстиями для подачи и вывода металла, металлоприемник сообщен с нагревательным элементом, а на пути вывода расплавленного металла из металлоприемника размещен канал для истечения металла и его паров, внешний контур которого образован двумя цилиндрическими элементами, расположенными коаксиально, при этом каждый из них выполнен из токопроводящего материала и соединен с токоподводом, а канал для истечения металла и его паров разделен на зону кипения металла и зону перегрева его паров. Известный испаритель по сравниваемым аналогам позволяет улучшить качество порошка, увеличить его выход и производительность процесса, снизить материалоемкость, удельную энергоемкость и затраты. Недостаток устройства - его относительно высокая материалоемкость, необходимость приборного обеспечения контроля температуры в зонах нагрева, кипения и перегрева. Кроме этого во время работы устройства, когда внутренний цилиндрический элемент заполнен жидким металлом, пропускаемый электрический ток проходит по сечению металлического расплава, а не по сечению стенок внутреннего цилиндрического элемента, имеющих более высокое электросопротивление. При этом тепловая энергия для испарения металла выделяется только при прохождении электрического тока по сечению стенки внешнего цилиндрического элемента. Таким образом, примерно половина выделяемой тепловой энергии расходуется на нагрев металлического корпуса испарителя и излучение в окружающее пространство. Все это приводит к снижению КПД испарителя.
Наиболее близким по технической сущности и решаемой задаче к предлагаемому является испаритель для металлов и сплавов [2], содержащий закрытый цилиндрический контейнер с отверстием для выхода пара, торцевые крышки и закрепленный в них нагреватель, расположенный в верхней части контейнера со стороны расположения отверстия, причем размерные параметры испарителя взаимосвязаны между собой установленными соотношениями, которые способствуют повышению качества конденсируемого продукта путем предотвращения конденсации пара металла на стенках отверстия при сохранении максимальной производительности. Однако конструкция известного испарителя и его работа имеют существенные недостатки. Использование твердых изоляторов (например, из окиси бериллия) не гарантирует герметичность контейнера. Расположение отверстия для выхода пара позволяет формировать только вертикальный поток пара в камеру конденсации. Часть образующегося порошка неизбежно оседает и спекается на внешних горячих элементах испарителя, находящихся в камере конденсации. Отмеченное приводит к снижению производительности, качества годного порошка, что снижает экономическую целесообразность использования его при массовом производстве высококачественных высокодисперсных металлических порошков.
В настоящей заявке поставлена задача создания не сложного по конструкторскому исполнению, при сохранении основных принципов использования материалов, надежного в эксплуатации, высокопроизводительного с высоким КПД испарителя для массового производства высокодисперсного качественного металлического порошка.
Сущность предлагаемого изобретения и технический результат поставленной задачи объясняются и решаются тем, что в отличие от известного испарителя, содержащего устройство для подачи расплавленного металла, испаритель, выполненный в виде цилиндрического контейнера, закрытого торцевыми крышками, с цилиндрическим нагревателем, расположенным в верхней части контейнера и установленным соосно отверстиям торцевых крышек контейнера, и имеющий отверстие для выхода металлического пара в камеру конденсации, и камеру конденсации - в предлагаемом устройстве одна из торцевых крышек контейнера испарителя выполнена заодно с его корпусом, другая - съемной, в которой в отверстии для выхода пара размещена форсунка с цилиндрическим каналом и одним или несколькими отверстиями в ее стенке, суммарная площадь которых равна площади отверстия для выхода пара в ее торце, при этом один конец нагревателя выполнен с буртиком и закреплен посредством прижимной гайки через уплотняющую теплоэлектроизоляционную прокладку в отверстии торцевой крышки, выполненной заодно с корпусом контейнера, а другой конец нагревателя имеет скользящую посадку и установлен в цилиндрической полости посредством форсунки, причем площадь контакта внутренней поверхности цилиндрической полости форсунки и боковой поверхности нагревателя, а также площадь поперечного сечения форсунки в зоне контакта с нагревателем равны площади поперечного сечения нагревателя, устройство для подачи металла установлено сверху контейнера в его стенке и содержит плавильный тигель, кран и металлопровод, канал которого в его нижней части выполнен с разветвлением, перпендикулярным оси нагревателя, а внешний диаметр металлопровода внутри контейнера равен или больше диаметра нагревателя.
Крышка, выполненная заодно с корпусом контейнера, крепление цилиндрического нагревателя на ней с использованием теплоэлектроизоляционной прокладки, уплотняемой прижимной гайкой к буртику нагревателя, обеспечивают герметичность камеры контейнера и надежность его тепло- и электроизоляции.
С другого конца нагреватель установлен на съемной крышке через форсунку. Скользящая посадка нагревательного стержня с внутренней полостью форсунки исключает негативное влияние различного линейного удлинения нагревателя и боковой стенки контейнера за счет разной степени их нагрева, что обуславливает надежность узла соединения и герметичность испарителя в целом.
Кроме этого указанный вариант соединения нагревателя с крышкой через форсунку включает в цепь нагрева дополнительно стенку цилиндрического канала форсунки, что обеспечивает достаточный нагрев стенок отверстия для выхода пара и значительно повышает КПД испарителя и качество порошка.
Выбранное соотношение площади контакта нагревателя и форсунки, а также ее площади поперечного сечения в зоне контакта с нагревателем к его площади поперечного сечения связано с поддержанием необходимого температурного режима технологического процесса нагрева, испарения и истечения паров металлов в камеру конденсации.
Равенство значений данных параметров обусловлено тем, что форсунка является частью источника тепловой энергии для испарения металла. При прохождении электрического тока по телу форсунки также выделяется тепловая энергия, как и при прохождении электрического тока по телу нагревателя, так как они выполнены из одного и того же графитированного материала.
Если указанные величины площади контакта и сечения форсунки меньше площади поперечного сечения нагревателя, то происходит местный перегрев данного электрического контакта между форсункой и нагревателем. Такой местный нагрев снижает стойкость графитированного материала, из которого изготовлены эти детали, что приводит к преждевременному разрушению этого электрического контакта и, следовательно, к выходу из строя испарителя.
При площади контакта внутренней полости форсунки и площади ее сечения в зоне с нагревателем, большей площади поперечного сечения нагревателя, будет наблюдаться неоправданное увеличение расхода графитированного расхода материала, что приведет к увеличению стоимости испарителя.
Отверстия в торце форсунки и на ее цилиндрической стенке образуют канал для выхода пара. Для поддержания условия максимального струйного истечения пара из емкости контейнера через указанный канал суммарная площадь отверстий на цилиндрической стенке должна быть равна площади отверстия выхода пара в камеру конденсации.
Уменьшение суммарной площади отверстий на стенках форсунки по сравнению с площадью отверстия для выхода пара приводит к увеличению сопротивления потоку пара, а следовательно, к снижению производительности испарителя.
Превышение суммарной площади отверстий на стенке форсунки по сравнению с площадью отверстия для выхода пара увеличивает сопротивление прохождения электротока по телу форсунки, что приводит к перегреву форсунки и ее преждевременному разрушению, а следовательно, к выходу из строя испарителя.
Металлопровод, находящийся внутри контейнера, располагается напротив цилиндрического нагревателя, причем его диаметр равен или больше диаметра нагревателя. Кроме того, внутренний канал в нижней части металлопровода имеет разветвление преимущественно на две стороны, в направлении, перпендикулярном оси нагревателя. Наиболее удобным для работы испарителя и простым для исполнения является разветвление перпендикулярное или с наклоном к вертикальному каналу металлопровода. Все это предотвращает короткое замыкание из-за попадания жидкого металлического расплава на нагреватель при подаче металла в контейнер и вывод из строя испарителя.
Для повышения надежности работы устройства, увеличения времени непрерывного технологического процесса нагреватель и конструктивные элементы испарителя выполнены из графитированного материала плотностью 1,55-1,65 г/см3. При плотности материала менее 1,55 г/см3 часть паров металла проникает через стенки с последующей конденсацией металла в объеме теплоизоляционного материала, в результате чего ухудшаются его теплоизоляционные свойства, снижается объем пара, поступающий в камеру конденсации. Материал с плотностью более 1,65 г/см3 имеет высокую стоимость, и его использование резко повышает себестоимость порошка, а его производство становится нерентабельным.
Перечисленная совокупность использования новых существенных признаков устройства в заявленном сочетании и размерах соотношений элементов несложной конструкции позволяет решить поставленную задачу: при высокой производительности, простоте и надежности технологического процесса, при высоком тепловом коэффициенте полезного действия испарителя получать высококачественные высокодисперсные порошки металла.
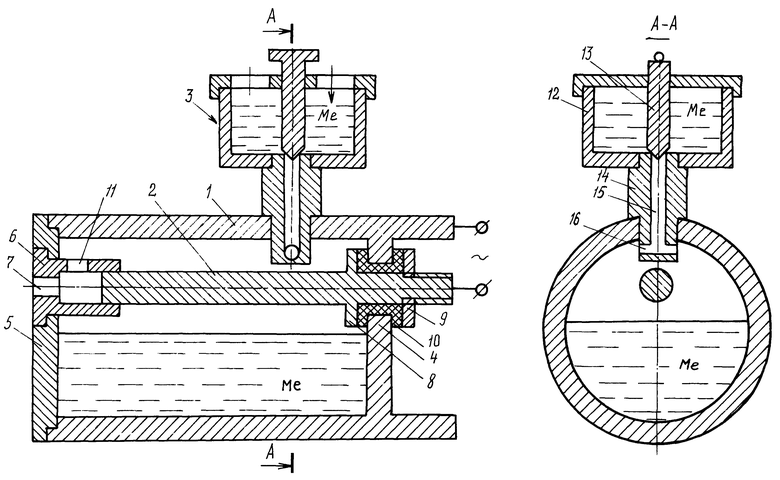
На чертеже изображен общий вид устройства для получения высоко дисперсного металлического порошка в продольном разрезе и в сечении А-А.
Устройство состоит из закрытого цилиндрического контейнера 1, цилиндрического нагревателя 2, устройства для подачи в контейнер расплавленного металла 3, крышки 4, выполненной заодно с корпусом контейнера 1, съемной крышки 5, форсунки 6, отверстия для выхода пара 7, буртика цилиндрического нагревателя 8, прижимной гайки 9, теплоэлектроизоляционной прокладки 10, отверстия в боковой цилиндрической стенке форсунки 11, плавильного тигля 12, крана 13, металлопровода 14, канала металлопровода 15, разветвления канала металлопровода 16 и камеры конденсации (не показана).
Заявленное устройство предназначено для осуществления способа получения высокодисперсного металлического порошка.
Известен способ производства высокодисперсного металлического порошка металла [1], включающий нагрев расплавленного металла до температуры кипения и отвод образующихся паров, при этом металл последовательно пропускают через зоны нагрева, кипения и перегрева пара при постепенном повышении температуры, а движение пара в зоне перегрева до выхода из нее осуществляют в виде организованного направленного по оси потока.
Недостаток известного способа - сложность осуществления технологического процесса, а именно регулирование постепенного повышения и поддержания необходимого значения температур по зонам нагрева, кипения и перегрева пара. Кроме этого подача расплавленного металла из зоны нагрева в зону кипения происходит самопроизвольно по принципу сообщающих сосудов очень малыми порциями. При поступлении очередной порции металла из металлоприемника давление пара в канале истечения металла повышается. Подача металла на некоторое время прекращается из-за малого перепада уровня жидкого металла в металлоприемнике и в зоне кипения. Отмеченные недостатки приводят к повышению удельных энергозатрат, лимитируют повышение производительности процесса испарения.
Известен способ испарения металла путем нагрева расплавленного металла до температуры кипения, обеспечение его поверхностного испарения с отводом образующихся паров металла посредством пониженного давления в зоне конденсации паров [3]. Однако известный способ не отвечает современным требованиям технико-экономических и качественных показателей к производству высокодисперсных металлических порошков.
Наиболее близким по технической сущности и достигаемому техническому результату заявленному способу получения высокодисперсного металлического порошка является испаритель для металлов и сплавов [2], с использованием которого осуществляют расплавление металла, его подачу в контейнер испарителя и отвод потока пара в камеру конденсации.
В настоящей заявке на способ получения высокодисперсного металлического порошка поставлена задача минимизировать отмеченные недостатки известных способов, упростить технологический процесс, снизить удельные энергозатраты и повысить производительность и выход годного конечной продукции.
Поставленная задача по достижению технического результата и сущность предлагаемого способа выражается тем, что используя известные элементы технических приемов получения высокодисперсных металлических порошков, включающих расплавление металла, его подачу в зону кипения и испарения, отводов потока пара в камеру конденсации, - в предлагаемом способе технологический процесс осуществляют с использованием заявленного устройства, благодаря конструктивным особенностям которого подачу расплавленного металла в контейнер осуществляют поэтапно - первоначально из устройства подачи расплавленного металла наполняют единую зону кипения и парообразования контейнера на 0,57-0,60 его объема, а затем для регулирования заданного уровня расплава в процессе кипения и парообразования проводят периодическую импульсную подачу расплавленного металла, причем наполнение, разогрев и кипение ведут без контакта металлического расплава с нагревателем при плотности тока по сечению нагревателя, равной 1,6-1,8 А/мм2, а по каналу, образованному отверстиями на цилиндрических стенках и отверстием в торце форсунки, направленно обогреваемым торцом нагревателя, обеспечивают интенсивное истечение металлического пара из контейнера в камеру конденсации.
Заявленные признаки способа, технологические параметры, последовательность их исполнения существенно повышают стабильность технологического процесса, надежность получения высококачественного металлического порошка. Установлено, что первоначальное наполнение расплавленным металлом зоны кипения и парообразования контейнера до 0,57-0,60 его объема при режиме нагрева с плотностью тока по сечению нагревателя, равной 1,6-1,8 А/мм2, практически все тепло, подаваемое на испарение металла, передается за счет теплоты излучения от нагревателя. При передаче тепла излучением сверху на поверхность расплава сам расплав нагревается до температуры кипения и процесс парообразования идет в спокойном режиме без бурного кипения, что полностью исключает явление брызгоуноса капель металла потоком пара, приводящее к ухудшению качества порошка.
Постоянство указанного объема расплавленного металла в контейнере обеспечивает практически максимальную поверхность испарения, которая при испарении металла постоянно восполняется периодической импульсной подачей расплавленного металла по каналу металлопровода.
В этом случае практически не меняются параметры процесса парообразования (температура расплава, давление пара), характеристики выходящего парового потока (интенсивность истечения, производительность по пару), что обеспечивает получение порошка в каждый момент времени одного и того же качества и фракционного состава.
Предлагаемое устройство и способ получения высокодисперсного металлического порошка связаны между собой единым изобретательским замыслом, направлены на достижение единого технического результата, что удовлетворяет требованию «единство изобретения».
Работа устройства и реализация способа получения высокодисперсного металлического порошка осуществляется следующим образом. Элементы испарителя и нагреватель изготавливают из графитированного материала с плотностью 1,55-1,65 г/см3. Детали и узлы сочленения конструкции испарителя выполняют с соблюдением заявленных размерных соотношений. Внутри цилиндрического контейнера 1 в отверстие крышки 4, выполненной за одно с корпусом контейнера 1 с уплотняющей теплоэлектроизоляционной прокладкой 10 (например, огнеупорной каолиновой ваты), устанавливают нагреватель 2, прижимая узел крепления к буртику 8 прижимной гайкой 9. Через стенку контейнера устанавливают специальные датчики (не показаны) контроля минимального (0,57) и максимального (0,6) уровня наполнения контейнера металлическим расплавом. Противоположный торец контейнера закрывают съемной крышкой 5 и через ее отверстие вставляют форсунку 6 скользящей посадкой на нагреватель 2 с учетом выполнения условия, что площадь контакта внутренней поверхности цилиндрической полости форсунки и боковой поверхности нагревателя равна площади поперечного сечения нагревателя. Затем фиксируют на корпусе контейнера устройство подачи расплавленного металла 3 так, чтобы разветвление канала 16 металлопровода 14 находилось перпендикулярно оси нагревателя 2.
Рабочее положение испарителя - горизонтальное направление оси цилиндрического контейнера 1 и нагревательного элемента 2.
Испаритель помещают в металлический корпус (не показан) устройства, заполняют пустоты между их стенками термостойким изолирующим материалом и соединяют с камерой конденсации.
В собранном состоянии осуществляют продувку каналов и емкости контейнера инертным газом, проверяют герметичность узлов сочленения элементов конструкции. Подготовленное к работе устройство подсоединяют к электрическому источнику питания.
В зависимости от температурных характеристик (плавление, кипение, испарение) металла, выбранного для получения порошка, назначают и поддерживают необходимый тепловой режим контейнера за счет регулирования плотности тока, подаваемого на нагреватель. В разогретый до заданной температуры контейнер из автономного источника через устройство 3 подают расплавленный металл, заполняя контейнер на 0,57-0,60 его объема, после чего перекрывают канал металлоприемника 15 краном 13. По мере испарения и отвода паров металла в камеру конденсации последующая подача расплавленного металла осуществляется в импульсном режиме, компенсируя понижение уровня металла и соответственно площади поверхности испарения. Для импульсного режима подачи используют металл, разогреваемый в плавильном тигле 12. Высокая теплопроводность графитированного материала крышек, плотная компоновка деталей обеспечивают интенсивный теплообмен и разогрев плавильного тигля 12 до температуры, достаточной для расплавления твердых навесок металла. Кроме нагревателя 2 другого источника тепловой энергии для расплавления металла, обеспечения температурного режима кипения, парообразования и истечения паров при реализации заявленного технического решения не используется.
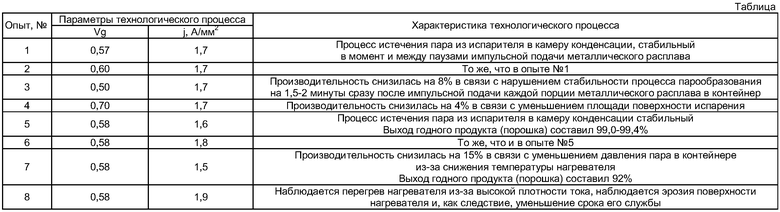
Для экспериментальной проверки параметров технологического процесса на лабораторной модели заявленного устройства было проведено 8 опытов по получению высокодисперсного порошка цинка. Во всех опытах поддерживали одинаковую температуру металлического расплава цинка в плавильном тигле, равную 470°С, а импульсную подачу металла в контейнер проводили по показаниям (сигналу) датчика о снижении в результате парообразования уровня металлического расплава в контейнере до отметки, соответствующей 0,57 его объема.
Стабильность истечения пара из испарителя в камеру конденсации оценивали по показаниям U-образного водяного манометра, одним концом подсоединенного к объему камеры конденсации, снабженной рубашкой водяного охлаждения. Объем камеры конденсации заполнен инертным газом (азотом), и при стабильном протекании процесса истечения пара из испарителя и последующей конденсации пара с образованием порошка выделяющаяся теплота конденсации нагревает инертный газ до избыточного давления 20-30 мм водяного столба. При уменьшении скорости истечения пара из испарителя или вообще при прекращении истечения пара наблюдается соответственно снижение избыточного давления или возникновение небольшого разряжения. В последнем случае разрежение возникает из-за того, что при отсутствии выделения теплоты конденсации происходит охлаждение инертного газа водой, циркулирующей в рубашке охлаждения камеры конденсации, и уменьшение объема этого инертного газа. Результаты испытаний приведены в таблице, где Vg - относительная доля наполнения контейнера расплавом металла; j - плотность тока, протекающая по сечению нагревателя (А/мм2).
В опытах №1-4 изменяли относительную долю наполнения металлом контейнера при прочих равных параметрах.
В опыте №1 Vg=0,57 (нижнее граничное значение), в опыте №2 Vg=0,60 (верхнее граничное значение). В таком интервале наполнения контейнера благодаря цилиндрической форме внутреннего объема горизонтального контейнера поверхность испарения уменьшается на величину всего около 1%, что практически не влияет на производительность. Таким образом, такая степень заполнения контейнера обеспечивает содержание в нем максимально возможного количества расплава при условии сохранения высокой производительности. Масса каждой порции металлического расплава, импульсно подаваемой в контейнер, несмотря на невысокую ее температуру является незначительным количеством по сравнению с постоянно находящимся объемом металла в контейнере. Поэтому при подаче каждой порции металла в контейнер температура расплава, находящегося в контейнере, практически не меняется, и характеристики процесса парообразования (скорость испарения и давление пара) остаются все время постоянными, обеспечивая высокую производительность и постоянное качество порошка.
В опыте №3 при Vg=0,50 количество расплавленного металла в контейнере меньше, чем в опытах №1 и №2. При разовой импульсной подаче, такой же, как в опытах №1, 2, постоянной порции металла приводит к заметному снижению скорости истечения пара из-за снижения температуры металлического расплава, находящегося в контейнере. Визуально это явление определяется по показаниям U-образного манометра (избыточное давление снижается практически до 0). Стабильность максимального истечения пара из испарителя восстанавливается только через 1,5-2 минуты после импульсной подачи порции металла. Следствием такого нарушения технологического процесса является снижение производительности на 7%.
В опыте №4 при Vg=0,7 производительность уменьшается на 4% из-за уменьшения поверхности расплава в объеме контейнера, т.е. уменьшения поверхности испарения. При этом из-за большой массы металлического расплава в контейнере нарушения технологического процесса парообразования после подачи очередной порции металла не наблюдалось. Процесс истечения пара из испарителя в камеру конденсации был все время стабильным.
В опытах №5-8 изменяли плотность тока, протекающего по сечению нагревателя.
В опыте №5 j=l,6 А/мм2 (нижнее граничное значение), в опыте №6 j=1,8 А/мм2 (верхнее граничное значение). Плотность тока 1,6-1,8 А/мм2 для графитированного материала с заявленной плотностью 1,55-1,65 г/см3 позволяет обеспечить такую температуру на поверхности нагревателя, которая позволяет поддерживать давление пара в контейнере, достаточное для протекания стабильного процесса истечения пара из испарителя с высокой производительностью.
При этом стенка отверстия для выхода пара хорошо прогревается от воздействия высокой температуры от торца нагревателя, что предотвращает частичную конденсацию пара на стенке отверстия для выхода пара и обеспечивает высокий выход годного продукта (порошка) - 99,0-99,4%.
В опыте №7 при j=1,5 А/мм2 производительность уменьшилась на 15%, поскольку такая плотность тока приводит к снижению температуры нагревателя, а следовательно, и к снижению давления пара в контейнере. При этом отверстие для выхода пара также прогревается недостаточно, что приводит к снижению выхода годного порошка до 92%.
В опыте №8 при j=1,9 А/мм2. Такая плотность тока для графитированного материала с плотностью 1,55-1,65 г/см3 является близкой к критической, вызывает перегрев нагревателя и форсунки, что приводит к уменьшению срока их службы, а следовательно, и к уменьшению срока службы испарителя. Разрушение нагревателя от перегрева при j=1,9 А/мм2 произошло уже через 11 суток работы испарителя, тогда как при заявляемых параметрах плотности тока испаритель работает не менее 1 месяца.
Пример использования.
Из электродного графитированного материала плотностью 1,6 г/см3 изготовлены детали и собрана полупромышленная модель устройства с заявленными соотношениями параметров элементов его конструкции со следующими техническими характеристиками. Внутренний диаметр контейнера - 0,25 м; расстояние между торцевыми внутренними стенками контейнера - 0,8 м; объем контейнера - 0,039 м3; диаметр нагревателя - 50 мм; площадь поперечного сечения нагревателя - 1963 мм2; диаметры отверстия в стенке форсунки и отверстия для выхода пара - 20 мм; внешний диаметр металлопровода - 55 мм; диаметр канала металлопровода - 10 мм. При условии равенства площади поперечного сечения нагревателя, площади поперечного сечения форсунки в зоне контакта с нагревателем с площадью поперечного сечения нагревателя (1963 мм2) толщина цилиндрической стенки форсунки выполнена равной 10 мм, а при сборке испарителя длина сопряжения нагревателя с внутренней стенкой форсунки составила 25 мм.
Устройство успешно адаптировано при реализации заявленного способа получения высокодисперсного порошка цинка. Подтверждена надежность конструкции, стабильность технологического процесса при длительном непрерывном цикле. Достигнуты высокие технико-экономические показатели получения качественного высокодисперсного порошка цинка: удельная энергоемкость, кВт/кг - 1,45-1,65 (1,7-2,0); производительность по пару, кг/час - 28-30 (20-25); выход годного, % - 99,0-99,4 (95-98). В скобках приведены аналогичные показатели производства металлического порошка по известным техническим решениям.
Для организации промышленного производства качественного высокодисперсного металлического порошка при использовании заявленного устройства не требуется дорогостоящего приборного обеспечения, дефицитных материалов, технологической оснастки и значительного расхода электроэнергии.
Источники информации
1. Патент РФ №2113942.
2. Авт. свид. СССР №1491032.
3. Фришберг И.В. и др. Газофазный метод получения порошков. - М.: Наука, 1978, с.133-135.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИСПАРИТЕЛЬ ДЛЯ МЕТАЛЛОВ ИЛИ СПЛАВОВ | 2007 |
|
RU2354745C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ УЛЬТРАДИСПЕРСНЫХ ПОРОШКОВ МЕТАЛЛОВ (ВАРИАНТЫ) И СПОСОБ ИХ ПОЛУЧЕНИЯ (ВАРИАНТЫ) С ИСПОЛЬЗОВАНИЕМ ДАННОГО УСТРОЙСТВА | 2013 |
|
RU2541326C1 |
| ИСПАРИТЕЛЬ ДЛЯ МЕТАЛЛОВ И СПЛАВОВ | 2002 |
|
RU2219283C2 |
| ИСПАРИТЕЛЬ ДЛЯ МЕТАЛЛОВ И СПЛАВОВ | 2008 |
|
RU2382117C1 |
| ИСПАРИТЕЛЬ ДЛЯ МЕТАЛЛОВ И СПЛАВОВ | 1987 |
|
SU1491032A1 |
| ИСПАРИТЕЛЬ ДЛЯ МЕТАЛЛОВ И СПЛАВОВ | 1997 |
|
RU2118398C1 |
| ИСПАРИТЕЛЬ ДЛЯ МЕТАЛЛОВ И СПЛАВОВ | 2004 |
|
RU2254963C1 |
| ИСПАРИТЕЛЬ ДЛЯ МЕТАЛЛОВ И СПЛАВОВ | 2000 |
|
RU2183693C2 |
| СПОСОБ ИСПАРЕНИЯ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2113942C1 |
| ИСПАРИТЕЛЬ ДЛЯ МЕТАЛЛОВ | 2006 |
|
RU2347849C2 |
Изобретение относится к устройствам, предназначенным для получения газофазным методом высокодисперсных порошков металлов и сплавов, предназначенных преимущественно для антикоррозионной защиты деталей механизмов и сварных металлоконструкций. Предложенное устройство содержит устройство для подачи расплавленного металла, испаритель, выполненный в виде цилиндрического контейнера, закрытого торцевыми крышками, с цилиндрическим нагревателем, расположенным в верхней части контейнера и установленным соосно отверстиям торцевых крышек контейнера, и имеющий отверстие для выхода металлического пара в камеру конденсации, и камеру конденсации. В предложенном способе осуществляют расплавление металла, его подачу в контейнер испарителя и отвод потока пара в камеру конденсации. В заявленное устройство подают расплавленный металл, сначала наполняют контейнер испарителя на 0,57-0,60 его объема, а затем проводят периодическую импульсную подачу расплавленного металла с регулированием заданного уровня расплава для обеспечения интенсивного истечения металлического пара из контейнера в камеру конденсации. При этом наполнение контейнера, разогрев и испарение металлического расплава ведут без его контакта с нагревателем при плотности тока по сечению нагревателя, равной 1,6-1,8 А/мм2. Обеспечиваются высокие удельная энергоемкость 1,45-1,65 кВт/кг, производительность по пару 28-30 кг/час, выход годного продукта 99,0-99,4%. 2 н. и 4 з.п. ф-лы, 1 табл., 1 ил.
1. Устройство для получения высокодисперсного металлического порошка, содержащее устройство для подачи расплавленного металла, испаритель, выполненный в виде цилиндрического контейнера, закрытого торцевыми крышками, с цилиндрическим нагревателем, расположенным в верхней части контейнера и установленным соосно отверстиям торцевых крышек контейнера, и имеющий отверстие для выхода металлического пара в камеру конденсации, и камеру конденсации, отличающееся тем, что одна из торцевых крышек контейнера испарителя выполнена заодно с его корпусом, другая - съемной, в которой в отверстии для выхода пара размещена форсунка с цилиндрическим каналом и одним или несколькими отверстиями в ее стенке, суммарная площадь которых равна площади отверстия для выхода пара в ее торце, при этом один конец нагревателя выполнен с буртиком и закреплен посредством прижимной гайки через уплотняющую теплоэлектроизоляционную прокладку в отверстии торцевой крышки, выполненной заодно с корпусом контейнера, а другой конец нагревателя имеет скользящую посадку и установлен в цилиндрической полости посредством форсунки, причем площадь контакта внутренней поверхности цилиндрической полости форсунки и боковой поверхности нагревателя, а также площадь поперечного сечения форсунки в зоне контакта с нагревателем равны площади поперечного сечения нагревателя, устройство для подачи металла установлено сверху контейнера в его стенке и содержит плавильный тигель, кран и металлопровод, канал которого в его нижней части выполнен с разветвлением, перпендикулярным оси нагревателя, а внешний диаметр металлопровода внутри контейнера равен или больше диаметра нагревателя.
2. Устройство по п.1, отличающееся тем, что уплотняющая теплоэлектроизоляционная прокладка выполнена из огнеупорной каолиновой ваты.
3. Устройство по п.1, отличающееся тем, что нагреватель, контейнер и устройство для подачи металла в контейнер выполнены из графитированного материала плотностью 1,55-1,65 г/см3.
4. Устройство по п.1, отличающееся тем, что канал металлопровода выполнен с разветвлением, перпендикулярным его оси.
5. Устройство по п.1, отличающееся тем, что канал металлопровода выполнен с разветвлением, наклоным к его оси.
6. Способ получения высокодисперсного металлического порошка, включающий расплавление металла, его подачу в контейнер испарителя и отвод потока пара в камеру конденсации, отличающийся тем, что его осуществляют в устройстве по п.1, при подаче расплавленного металла сначала наполняют контейнер испарителя на 0,57-0,60 его объема, а затем проводят периодическую импульсную подачу расплавленного металла с регулированием заданного уровня расплава для обеспечения интенсивного истечения металлического пара из контейнера в камеру конденсации по каналу, образованному отверстиями на цилиндрических стенках и в торце форсунки и направленно обогреваемому торцом нагревателя, при этом наполнение контейнера, разогрев и испарение металлического расплава ведут без его контакта с нагревателем при плотности тока по сечению нагревателя, равной 1,6-1,8 А/мм2.
| ИСПАРИТЕЛЬ ДЛЯ МЕТАЛЛОВ И СПЛАВОВ | 1987 |
|
SU1491032A1 |
| ИСПАРИТЕЛЬ ДЛЯ МЕТАЛЛОВ | 2006 |
|
RU2347849C2 |
| ИСПАРИТЕЛЬ ДЛЯ МЕТАЛЛОВ И СПЛАВОВ | 2004 |
|
RU2254963C1 |
| ЕР 1424404 А2, 02.06.2004. | |||

