Изобретение относится к способам управления многосекционным рукавным фильтром и может быть использовано при очистке запыленных газов и, в частности, для отделения дымовых газов при производстве сажи.
При всем многообразии конструкций многосекционных фильтров с обратной продувкой, использующихся для очистки запыленных газов, их системы управления основаны на последовательном цикличном переключении секций из режима фильтрации в режим обратной продувки очищенным газом с целью удаления пыли из фильтра и регенерации фильтровальной ткани [1].
Возникающие при переключении секции в режим обратной продувки ударные динамические нагрузки, обусловленные в значительной степени высокой концентрацией твердой фазы в аэрозоле, являются основной причиной износа и выхода из строя фильтровальных рукавов, вентиляторов и электродвигателей.
Известен способ управления многосекционным рукавным фильтром с обратной продувкой, в котором частота продувки увеличивается для секций с наибольшей концентрацией твердой фазы в продувочном газе, а концентрация твердой фазы в газе контролируется по величине токовой нагрузки электродвигателя привода разгрузочного вентилятора [2].
Недостатком данного способа является повышение частоты обдувки наиболее нагруженных секций, что приводит к ускоренному износу фильтровальных рукавов, снижению их фильтрующей способности и, как следствие, повышению запыленности очищаемого газа.
Известен способ управления многосекционным рукавным фильтром, в котором периодическая посекционная регенерация фильтровальных рукавов, осуществляемая обратной продувкой очищенным газом, производится таким образом, чтобы изменение тягонапорного режима происходило с плавным нарастанием расхода обдувающего газа [3]. Подача вентилятором газа на продувку рукавов секций производится с помощью регулируемого шибера таким образом, чтобы изменение тягонапорного режима происходило с плавным нарастанием, причем скорость увеличения расхода обдувающего газа и время регенерации задаются для каждой секции, исходя из значения токовой нагрузки электродвигателя разгрузочного вентилятора.
Недостатком данного способа управления многосекционным рукавным фильтром с обратной продувкой является то, что в начальный момент регенерации при изменении направления движения газа даже при очень малом его расходе происходит обвальное обрушение слоя сажи с поверхности рукавов. При этом масса твердой дисперсной фазы в транспортирующем газе существенно превосходит массу самого газа, что приводит к возникновению повышенных динамических нагрузок на лопастях вентилятора и запредельных значений тока в обмотках электродвигателя.
Кроме того, недостатком данного способа управления фильтра является необходимость использования для обратной продувки дополнительного вентилятора, что увеличивает энергозатраты процесса разделения газа и твердой дисперсной фазы.
Известен способ управления многосекционным рукавным фильтром, выбранный в качестве прототипа, в котором последовательное переключение секций в режим обратной продувки осуществляется одновременным переключением шиберов на подводящем запыленный газ патрубке и разгрузочном патрубке, а также главного шибера, соединяющего входной коллектор запыленного газа и разгрузочный коллектор, для создания разрежения в продуваемой секции с помощью разгрузочного вентилятора [4].
Недостатком данного способа управления является резкое изменение тягонапорного режима в начальный момент переключения шиберов, что вызывает ударную нагрузку на стеклотканевые фильтровальные рукава продуваемой секции, а многократное увеличение концентрации твердой фазы в газе, поступающем на разгрузочный вентилятор, создает значительные динамические нагрузки на лопасти вентилятора и скачкообразное повышение токовой нагрузки электродвигателя.
Целью изобретения является снижение динамических нагрузок на фильтровальные рукава, разгрузочный вентилятор и электродвигатель, что позволит обеспечить увеличение их срока службы.
Поставленная цель достигается тем, что на вход разгрузочного вентилятора в режиме регенерации дополнительно подается газ меньшей запыленности, причем расход этого газа уменьшается по мере снижения запыленности газа, проходящего через разгрузочный вентилятор.
Возможность достижения поставленной цели может быть проиллюстрирована на примере работы 8-секционного фильтра с обратной продувкой ФР-5000, используемого в производстве сажи [4]. На вход в фильтр поступает 60000÷70000 м3/ч газа с концентрацией сажи 40÷60 г/м3 и при полном цикле работы фильтра, составляющем 8 минут, за одну продувку на разгрузочный вентилятор из регенерируемой секции поступает около 50 кг сажи, причем основная ее масса проходит через вентилятор в течение 3÷5 секунд в начальный период регенерации. При этом кажущаяся плотность аэрозоля увеличивается с 0.5÷0.6 кг/м3 до 3.5÷6 кг/м3, а массовый расход сажегазового аэрозоля через вентилятор увеличивается с 1.6 до 10÷17 кг/сек и токовая нагрузка на электродвигателе разгрузочного вентилятора возрастает с 35÷45 до 150÷250 А для двигателя мощностью 55 кВт с номинальной токовой нагрузкой 98 А. Таким образом, концентрация твердой дисперсной фазы, направляемой при продувке на разгрузочный вентилятор, определяет величину максимальной токовой нагрузки электродвигателя, что в свою очередь является основным лимитирующим фактором при выборе частоты обдувки в циклограмме работы системы управления фильтром. При способе управления по прототипу единственной возможностью снижения токовой нагрузки является снижение концентрации твердой дисперсной фазы за счет увеличения частоты обдувки, что приводит к ускоренному износу фильтровальных рукавов. Таким образом, в известных способах управления [2-4] существует жесткая взаимосвязь условий режимов эксплуатации фильтровальных рукавов, вентилятора и электродвигателя.
Существенным отличием в предлагаемом способе является то, что при обратной продувке секции на вход разгрузочного вентилятора дополнительно подается газ меньшей запыленности, причем расход этого газа уменьшается по мере снижения запыленности газа, проходящего через разгрузочный вентилятор.
Снижение концентрации твердой фазы в аэрозоле за счет разбавления в предлагаемом способе при постоянной производительности разгрузочного вентилятора, например при равенстве их расходов, приводит к снижению концентрации твердой фазы примерно в 2 раза, но при этом время прохождения основной массы пыли увеличивается примерно также в 2 раза, а при равной, как и в прототипе затрачиваемой при обратной продувке работы транспортировки запыленного аэрозоля мгновенная мощность и соответствующая токовая нагрузка электродвигателя также снизится на 50%.
Очевидно, что при дополнительной подаче газа меньшей запыленности на вход разгрузочного вентилятора при его постоянной производительности уменьшается расход продувающего секцию газа, что может стать причиной недостаточной полноты регенерации фильтровальных рукавов, в особенности, расположенных на периферии секций, поэтому на второй стадии продувки расход разбавляющего газа уменьшают с помощью регулирующей заслонки. При этом расход продувающего газа через рукава секции увеличивается, что обеспечивает достаточно полную вентиляцию всего объема секции при незначительном увеличении токовой нагрузки, так как основная масса пыли удаляется на первой стадии продувки.
Таким образом, дополнительная регулируемая подача газа с меньшей запыленностью на вход разгрузочного вентилятора при обдувке секции является существенным отличительным признаком, обеспечивающим дополнительные возможности в управлении обдувки секций рукавного фильтра - распределение во времени процессов удаления основной массы пыли и эффективной регенерации фильтровальных рукавов, что в конечном итоге позволяет снизить частоту обдувки секций при одновременном уменьшении динамических нагрузок на вентилятор и электродвигатель.
В качестве разбавляющего газа меньшей запыленности в закольцованной системе улавливания может быть использован, например, очищенный газ после фильтра или из обратного газового транспорта, а также непосредственно с входного коллектора запыленного газа, так как концентрация сажи в нем значительно ниже в сравнении с концентрацией в газе из продуваемой секции.
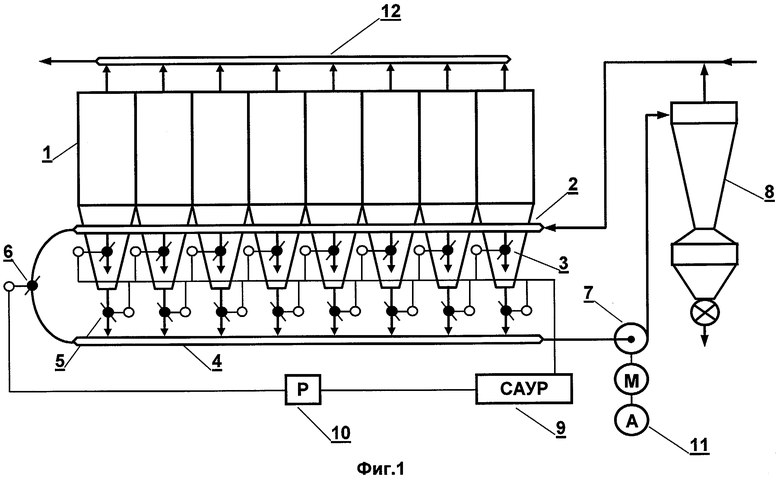
На фиг.1 показана схема управления многосекционным рукавным фильтром.
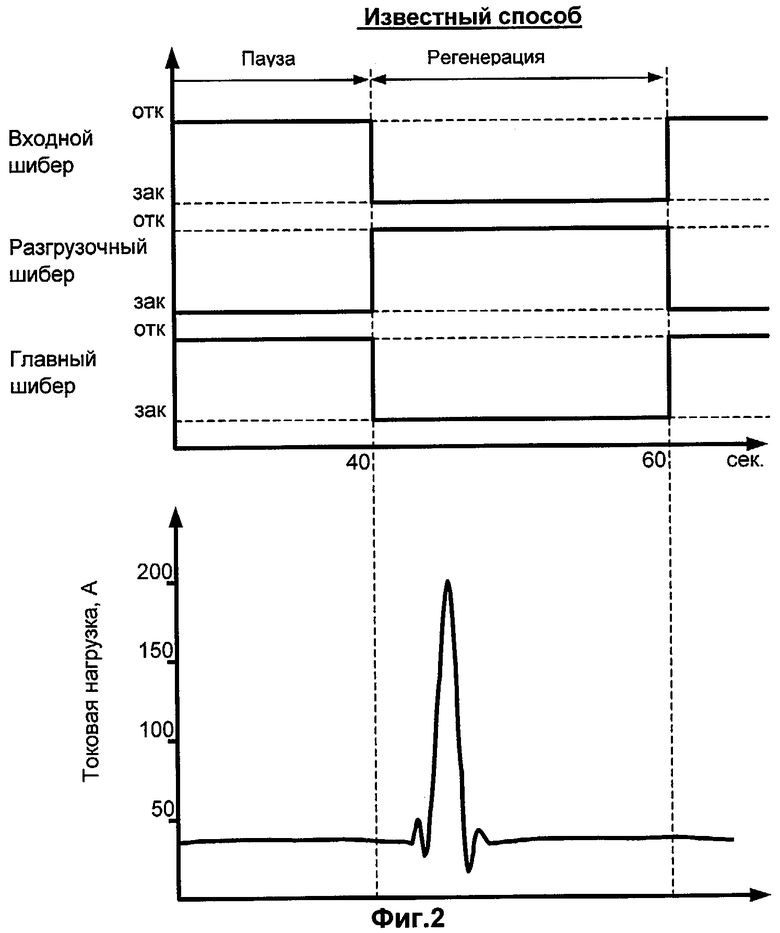
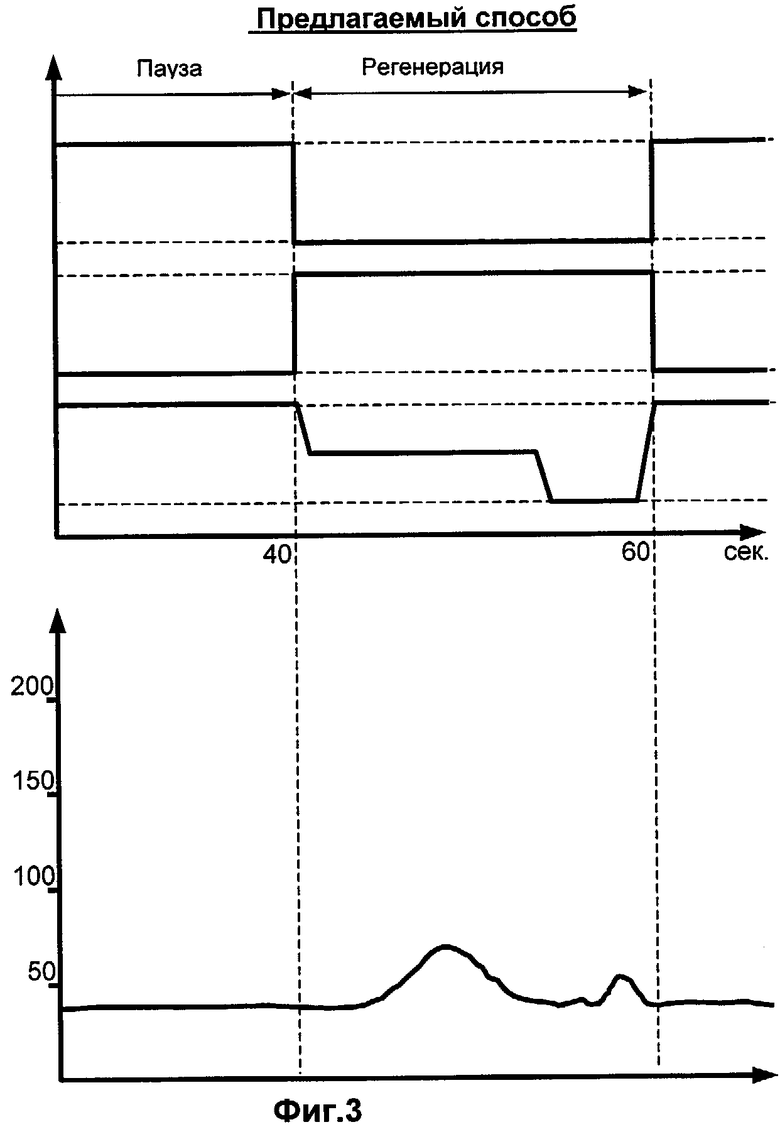
На фиг.2, 3 показаны циклограммы работы шиберов фильтра, диаграммы изменения токовых нагрузок электродвигателя разгрузочного вентилятора в известном и предлагаемом способах соответственно.
Пример.
На фиг.1 показана схема управления 8-секционным рукавным фильтром, используемым в производстве сажи. Корпус фильтра 1 объединяет секции, оборудованные в нижней части бункерами, вдоль которых проходит входной коллектор сажегазового аэрозоля 2, соединенный патрубками с бункерами секций через входные шиберы 3. Под бункерами фильтра проходит разгрузочный коллектор 4, соединенный патрубками с бункерами секций через разгрузочные шиберы 5. Входной коллектор 2 и разгрузочный коллектор 4 соединены через главный шибер 6. Разгрузочный коллектор 4 через разгрузочный вентилятор 7 соединен газотранспортом с циклоном 8, который в нижней части оборудован шлюзовым питателем для выгрузки сажи, а в верхней - трубопроводом для возврата частично очищенного газа на вход в фильтр. Входные и разгрузочные шиберы, оборудованные пневмоцилиндрами, приводятся в действие системой автоматического управления регенерацией 9. Пневмоцилиндр главного шибера 6 управляется контроллером 10, работа которого синхронизирована с системой автоматического управления регенерацией 9. Токовая нагрузка электродвигателя разгрузочного вентилятора контролируется с помощью амперметра 11. В верхней части секции фильтра оборудованы патрубками, соединенными с коллектором очищенного газа 12.
Управление 8-секционным рукавным фильтром данной конструкции осуществляют следующим образом. Направляемый на фильтрацию по входному коллектору 2 сажегазовый аэрозоль распределяется через открытые входные шиберы 3 по секциям, где сажа оседает на поверхности фильтровальных рукавов, а очищенный газ проходит через верхние выходные патрубки и собирается в коллекторе очищенного газа 12. При этом разгрузочные шиберы 5 закрыты, а главный шибер 6 открыт.
При последовательной обратной продувке секций производят закрытие на продуваемой секции входного шибера 3 и открытие разгрузочного шибера 5 по команде системы управления автоматической регенерацией 9. В начальный момент обратной продувки, когда концентрация сажи в обдувочном газе максимальна, главный шибер 6 с помощью пневмоцилиндра, управляемого контроллером 10, устанавливается в промежуточное положение, что позволяет за счет подсоса газа с меньшей запыленностью из входного коллектора 2 снизить концентрацию сажи в аэрозоле, подаваемом на разгрузочный вентилятор 7. По мере прохождения газа через вентилятор 7 концентрация сажи снижается, о чем свидетельствуют показания токовой нагрузки на амперметре 11, и главный шибер 6, управляемый контроллером 10, плавно закрывается и происходит повышение разрежения в обдуваемой секции с целью эффективной вентиляции в ней всего объема и регенерации рукавов. Контроллер 10 программируют на основе опытных данных исходя из условия минимальной токовой нагрузки.
Запыленный газ разгрузочным вентилятором 7 по газоходу направлялся в циклон 8 на разделение сажи и транспортирующего газа, который возвращается в фильтр. По окончании обратной продувки система автоматического управления регенерацией 9 выдает командный сигнал на переключение входных шиберов 3, разгрузочных шиберов 5 и на регулятор 10, управляющий плавным закрытием шибера 6.
На фиг.2, 3 показаны циклограммы срабатывания шиберов в режимах фильтрации и продувки одной из секций фильтра, а также диаграммы изменения токовой нагрузки электродвигателя разгрузочного вентилятора 7 для известного и предлагаемого способа управления фильтром. В обоих случаях от начального момента обратной продувки до изменения токовой нагрузки проходит время, обусловленное транспортировкой от секции до разгрузочного вентилятора 7. Угол поворота главного шибера 6, определяющий соотношение расходов газовых потоков и, следовательно, концентрацию сажи, устанавливают по величине токовой нагрузки, измеряемой с помощью амперметра 11. Момент прохождения основной массы сажи через вентилятор 7 характеризуется снижением токовой нагрузки и может служить признаком для закрытия главного шибера 6 и начала второго этапа продувки - регенерации поверхности рукавов максимальным расходом газа и полной продувки оставшейся в секции сажи, о чем свидетельствует второй подъем на графике токовой нагрузки на фиг.3. При этом максимальная токовая нагрузка была снижена с 200 А в известном способе до 68 А в предлагаемом, как показано в опытах 1, 2 таблицы для одинаковой циклограммы:
- время продувки - 20 сек.;
- пауза между продувками - 40 сек.
Снижение максимальной токовой нагрузки до 70% от номинальной позволяет увеличить время полного цикла работы фильтра. В опыте 3 таблицы показано, что при увеличении паузы между продувками до 60 сек и времени продувки до 40 сек токовая нагрузка возрастает до 110 А, а полное время цикла работы 8-секционного фильтра увеличивается с 480 до 800 сек, что позволяет снизить число циклов продувки рукавов с 65700 до 39400 в год.
Увеличение времени цикла привело к росту гидравлического сопротивления фильтра, что характеризуется увеличением давления на входе в фильтр - с 1300 до 1420 Па (допустимое значение - 2500 Па), что является следствием увеличения слоя сажи на рукавах. В течение длительного времени давление на входе в фильтр не изменяется, что свидетельствует о достаточно высокой эффективности регенерации фильтрующей поверхности рукавов.
Предлагаемый способ управления фильтром обеспечивает достижение следующих технико-экономических преимуществ:
- снижение динамических нагрузок на вентиляторах и электродвигателях газового транспорта в системах улавливания увеличит их срок службы;
- уменьшение количества циклов продувки позволит существенно увеличить срок службы фильтровальных рукавов;
- сохранение высокой фильтрующей способности ткани в течение всего времени эксплуатации рукавов обеспечивает снижение потерь целевого продукта и уменьшение его выбросов в окружающую среду.
Литература
1. Г.М.Гордон, И.Л.Пейсахов. Пылеулавливание и очистка газов. Металлургиздат, 1958
2. Пат. SU 1263309
3. Пат. SU 1400648
4. В.Ю.Орлов, А.М.Комаров, Л.А.Ляпина. Производство и использование технического углерода для резин. Ярославль, Изд. АР, 2002, с.274-278.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления многосекционным газовым фильтром | 1985 |
|
SU1263309A1 |
| Способ управления многосекционным рукавным фильтром | 1986 |
|
SU1400648A1 |
| ФИЛЬТР РУКАВНЫЙ ДЛЯ ТРЕХСТУПЕНЧАТОЙ ОЧИСТКИ ВОЗДУХА ОТ МЕХАНИЧЕСКИХ ПРИМЕСЕЙ | 2011 |
|
RU2465948C2 |
| Система автоматического управления многосекционным рукавным фильтром | 1990 |
|
SU1775134A1 |
| ФИЛЬТР РУКАВНЫЙ ДЛЯ ТРЕХСТУПЕНЧАТОЙ ОЧИСТКИ ВОЗДУХА ОТ МЕХАНИЧЕСКИХ ПРИМЕСЕЙ | 2010 |
|
RU2437711C1 |
| Устройство автоматического управления многосекционным рукавным фильтром | 1985 |
|
SU1311763A1 |
| Устройство для улавливания сажи | 1983 |
|
SU1139478A1 |
| РУКАВНЫЙ ФИЛЬТР | 2007 |
|
RU2339431C1 |
| МНОГОСЕКЦИОННЫЙ ПЫЛЕУЛОВИТЕЛЬ | 2007 |
|
RU2333784C1 |
| ФИЛЬТР РУКАВНЫЙ ДЛЯ ТРЕХСТУПЕНЧАТОЙ ОЧИСТКИ ВОЗДУХА ОТ МЕХАНИЧЕСКИХ ПРИМЕСЕЙ | 2009 |
|
RU2409412C1 |
Изобретение относится к способу управления многосекционным рукавным фильтром и может быть использовано при очистке запыленных газов. Способ управления предусматривает измерение токовой нагрузки электродвигателя разгрузочного вентилятора, плавное переключение тягонапорного режима при переходе от режима фильтрации к обратной продувке, подачу на вход разгрузочного вентилятора газа меньшей запыленности, расход которого уменьшается по мере снижения запыленности газа, проходящего через разгрузочный вентилятор. Использование изобретения позволяет увеличить срок службы рукавов и вентиляторов. 3 ил., 1 табл.
Способ управления многосекционным рукавным фильтром, включающий последовательное переключение секций из режима фильтрации в режим обратной продувки очищенным газом путем изменения тягонапорного режима в продуваемой секции и удаление газа с высокой запыленностью с помощью разгрузочного вентилятора, отличающийся тем, что при обратной продувке секции на вход разгрузочного вентилятора дополнительно подается газ меньшей запыленности, причем расход этого газа уменьшается по мере снижения запыленности газа, проходящего через разгрузочный вентилятор.
| ОРЛОВ В.Ю | |||
| и др | |||
| Производство и использование технического углерода для резин | |||
| Ярославль: Издательство АР, 2002, с.274-278 | |||
| Система автоматического управления многосекционным рукавным фильтром | 1990 |
|
SU1775134A1 |
| Устройство автоматического управления многосекционным рукавным фильтром | 1985 |
|
SU1311763A1 |
| US 3699747 А, 24.10.1972. | |||

