Данное изобретение относится к устройству и способу для формирования листов стекла путем нагревания.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Установки, предназначенные для формирования листов стекла, традиционно включают в себя печь, имеющую камеру нагрева, в которой конвейер обеспечивает перемещение листов стекла для нагревания до температуры, достаточно высокой для обеспечения формирования. Как правило, камеры нагрева печей нагреты до температуры от приблизительно 650 до 720°С для обеспечения нагрева листов стекла до температуры от приблизительно 620 до 660°С с целью формирования с помощью одной или более форм и возможной, но необязательной последующей закалки. В патенте США 4578105, выданном на имя Fackelman, патенте США 4615724, выданном на имя Fackelman, и в патенте США 5002599, выданном на имя McMaster и др., описаны транспортирующие устройства верхнего расположения, предназначенные для транспортировки нагретых листов стекла без какого-либо непосредственного контакта от нагревательного конвейера к форме для формирования. Разрежение, создаваемое у обращенной вниз поверхности транспортирующего устройства верхнего расположения, и сжатый воздух, подаваемый к этой поверхности, позволяют удерживать верхнюю сторону листа стекла без какого-либо прямого контакта. Такое перемещение может быть эффективно осуществлено путем использования позиционирующего устройства, вариант реализации которого описан в патенте США 5066321, выданном на имя Kramer и др., в патенте США 5669953, выданном на имя Schnabel, Jr. и др., и в патенте США 5902366, выданном на имя Schnabel, Jr. и др. Ранее формирование осуществляли с помощью верхнего формующего элемента, также расположенного внутри камеры нагрева печи, как описано в патенте США 4575390, выданном на имя McMaster.
В то время как формирование листов стекла ранее осуществляли вне камеры нагрева печи, как описано в патенте США 5755845, выданном на имя Woodward и др., транспортировку листа стекла к таким внешним по отношению к камере нагрева формам ранее осуществляли с помощью роликовых конвейеров [рольгангов], которые требуют наличия разъемной пресс-формы для прохода через формы для осуществления формирования. В то время как использование внешних по отношению к камере нагрева формующих элементов желательно с точки зрения обеспечения возможности использования материалов, которые не должны выдерживать относительно высокую температуру камеры нагрева печи, до настоящего времени отсутствовала эффективная установка или способ осуществления формирования листов стекла вне камеры нагрева печи, то есть снаружи по отношению к ней.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является обеспечение усовершенствованного устройства для формирования листов стекла.
Для достижения вышеуказанной цели устройство для формирования листов стекла в соответствии с изобретением включает в себя печь, имеющую камеру нагрева, которая содержит конвейер для транспортировки листов стекла для нагревания до состояния, достаточно горячего для обеспечения возможности формирования листов стекла. Транспортирующее устройство верхнего расположения находится внутри камеры нагрева печи и имеет обращенную вниз поверхность, у которой формируют разрежение и к которой подают сжатый воздух для удерживания нагретого листа стекла, принимаемого с конвейера, без какого-либо прямого контакта. Узел формирования устройства имеет выполненный с возможностью перемещения в вертикальном направлении верхний формующий элемент, имеющий обращенную вниз формующую поверхность, и узел формирования и ее верхний формующий элемент расположены снаружи камеры нагрева печи, так что верхний формующий элемент не имеет температуры, превышающей 500°С. Выполненное с возможностью перемещения в горизонтальном направлении нижнее кольцо устройства имеет обращенную вверх формующую поверхность, и первый исполнительный механизм обеспечивает перемещение нижнего кольца в горизонтальном направлении в первое положение внутри камеры нагрева печи, в котором нижнее кольцо принимает горячий лист стекла от транспортирующего устройства верхнего расположения, и затем первый исполнительный механизм обеспечивает перемещение нижнего кольца с горячим листом стекла, находящимся на этом кольце, наружу из камеры нагрева печи во второе положение на узел формирования под верхним формующим элементом. Второй исполнительный механизм установки обеспечивает перемещение верхнего формующего элемента вниз в направлении нижнего кольца во втором положении для взаимодействия с нижним кольцом при изменении формы горячего листа стекла.
В предпочтительном варианте конструкции установки позиция формоизменения включает в себя устройство для уменьшения тепловых потерь, предназначенное для уменьшения тепловых потерь горячего листа стекла во время формоизменения снаружи камеры нагрева печи. В одном варианте осуществления устройство для уменьшения тепловых потерь включает в себя вспомогательные нагреватели для нагрева позиции формоизменения, и эти вспомогательные нагреватели могут быть выполнены в виде электрических резистивных нагревателей или газовых нагревателей. В другом варианте осуществления устройство для уменьшения тепловых потерь включает в себя нагреватели в верхнем формующем элементе позиции формоизменения, предназначенные для поддержания его формующей поверхности в горячем состоянии. В еще одном варианте осуществления устройство для уменьшения тепловых потерь включает в себя теплоизоляционное покрытие на формующей поверхности верхнего формующего элемента позиции формоизменения. Устройство для уменьшения тепловых потерь также может включать в себя ограждение, предназначенное для ограждения позиции формоизменения, при этом данное ограждение предпочтительно имеет низкую относительную излучательную способность для обеспечения снижения тепловых потерь [при тепловом потоке] к нему от горячего листа стекла. Можно использовать различные комбинации этих различных способов уменьшения тепловых потерь.
Верхний формующий элемент установки предпочтительно имеет отверстия, к которым подают импульс разрежения от резервуара, находящегося под разрежением, чтобы способствовать изменению формы листа стекла между нижним кольцом и верхним формующим элементом.
Устройство также имеет узел охлаждения, в который лист стекла после формирования перемещают для охлаждения.
Другая цель изобретения состоит в обеспечении усовершенствованного способа формирования листов стекла.
Для достижения цели, указанной в предыдущем абзаце, способ для формирования листа стекла в соответствии с изобретением реализуется путем транспортировки листа стекла внутри камеры нагрева печи с целью нагревания до состояния, достаточно горячего для обеспечения возможности формирования листа стекла. Нагретый лист стекла перемещают к обращенной вниз поверхности транспортирующего устройства верхнего расположения внутри камеры нагрева печи, где формируют разрежение и подводят сжатый воздух для удерживания нагретого листа стекла без какого-либо прямого контакта. Горячий лист стекла опускают на нижнее кольцо с “отсоединением” горячего листа от транспортирующего устройства верхнего расположения, и затем нижнее кольцо вместе с расположенным на нем горячим листом стекла перемещают в горизонтальном направлении наружу из камеры нагрева печи на узел формирования, который включает в себя верхний формующий элемент, расположенный снаружи камеры нагрева печи, так что он имеет температуру, которая не превышает 500°С. После этого верхний формующий элемент узла формирования смещают вниз для взаимодействия с нижним кольцом при формировании горячего листа стекла.
При реализации способа формирования листов стекла тепловые потери горячего листа стекла уменьшают в процессе формирования.
Способ формирования также реализуют при использовании импульсов разрежения, которые подают к верхнему формующему элементу для содействия формирования листов стекла.
Способ формирования листов стекла также описывается как включающий в себя перемещение листа стекла после формирования в горизонтальном направлении из узла формирования на узел охлаждения с целью охлаждения, которое может представлять собой охлаждение для отжига, закалки или отпуска.
Цели, признаки и преимущества настоящего изобретения станут очевидными из нижеследующего подробного описания предпочтительного способа реализации изобретения при рассмотрении его совместно с приложенными чертежами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
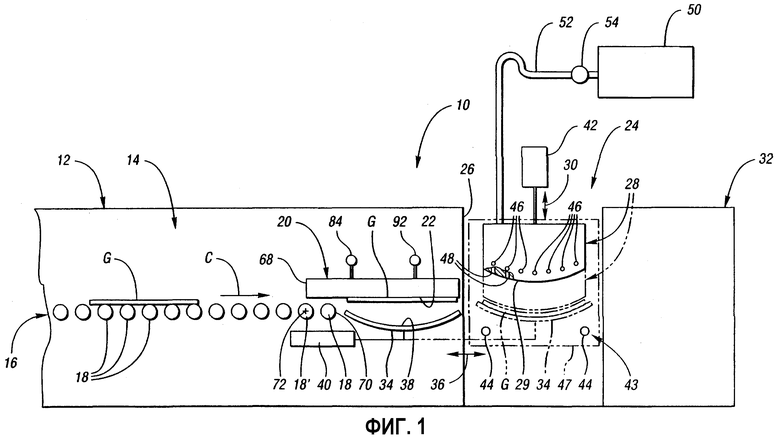
На Фиг.1 представлен схематичный вертикальный вид сбоку установки для формирования листов стекла, выполненной в соответствии с изобретением и предназначенной для осуществления формирования листов стекла.
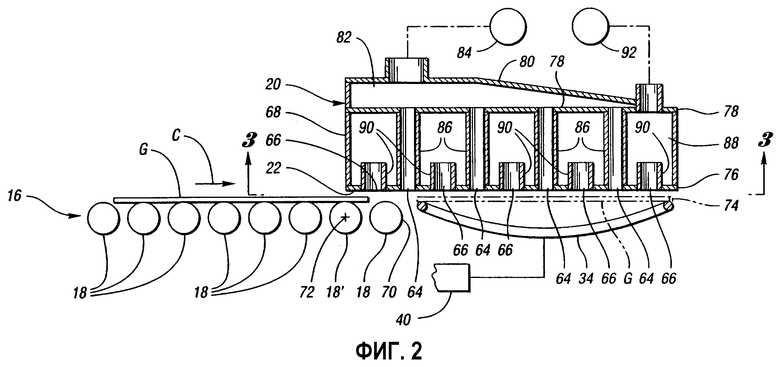
На Фиг.2 представлено частичное сечение, выполненное в том же направлении, что и фиг.1, и предназначенное для дополнительного иллюстрирования конструкции нагревательной печи и транспортирующего устройства верхнего расположения, которое находится внутри печи установки.
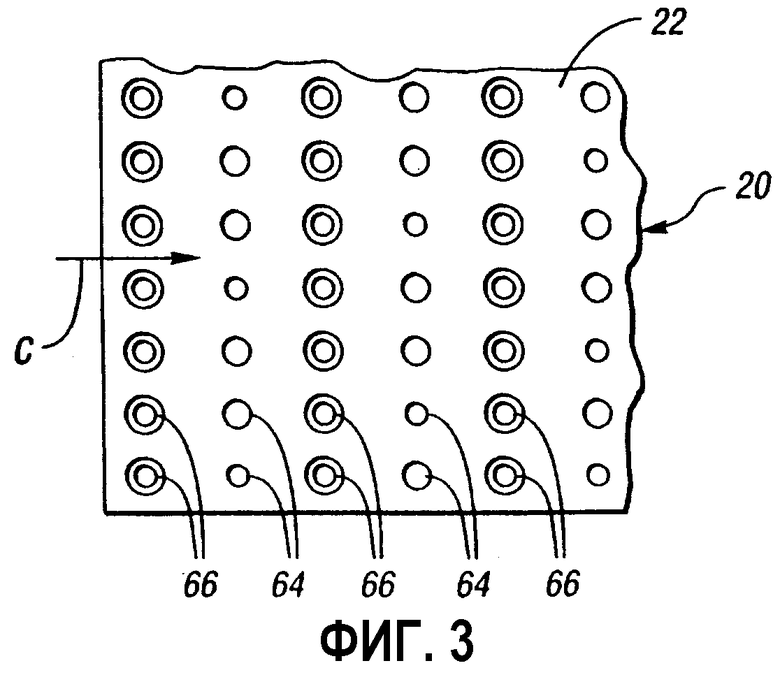
На Фиг.3 представлен вид снизу, выполненный в направлении линий 3-3 согласно фиг.2 и предназначенный для дополнительного иллюстрирования конструкции транспортирующего устройства верхнего расположения.
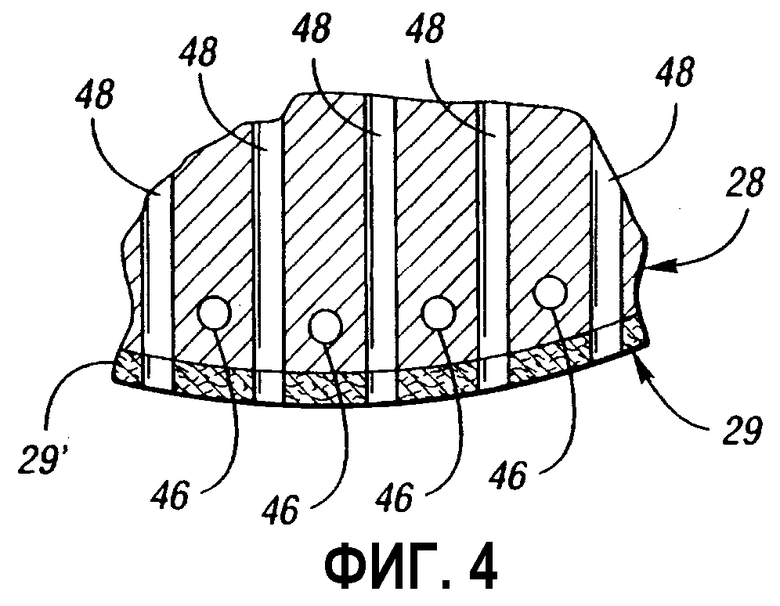
На Фиг.4 представлено частичное изображение, иллюстрирующее теплоизоляционное покрытие на формующей поверхности верхнего формующего элемента узла формирования, предусмотренное в установке.
ПРЕДПОЧТИТЕЛЬНЫЙ СПОСОБ РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
Как показано на фиг.1, схематично изображенная установка 10 для ФОРМИРОВАНИЯ листов стекла создана в соответствии с изобретением для реализации способа по изобретению, при этом способ и установка будут описаны вместе для облегчения понимания всех аспектов изобретения. Установка 10 для формирования включает в себя печь 12, имеющую камеру 14 нагревания, которая содержит конвейер 16 роликового типа [рольганг], имеющий ролики 18, предназначенные для перемещения листов G стекла вдоль направления перемещения, показанного стрелкой С, с обеспечением их нагревания до состояния, достаточного для осуществления формирования листов стекла. Как правило, камеру нагрева печи нагревают до температуры от 650 до 720°С для получения температуры нагретого стекла, составляющей от приблизительно 640 до 660°С. Транспортирующее устройство 20 верхнего расположения расположено внутри камеры 14 нагревания печи 12 и имеет обращенную вниз поверхность 22, у которой создают разрежение и к которой подают сжатый воздух для удерживания нагретого листа стекла, принимаемого с конвейера, без какого-либо прямого контакта, как более полно будет описано ниже. Узел 24 формирования, предусмотренный в установке, расположен снаружи камеры нагревания печи у правой выходной стороны 26 печи. Указанный узел 24 формирования имеет верхний формующий элемент 28, который имеет обращенную вниз формующую поверхность 29 и выполнен с возможностью перемещения в вертикальном направлении, как показано стрелками 30, между верхним положением, показанным сплошными линиями, и нижним положением, показанным штрихпунктирными линиями, как более полно будет описано ниже. Установка 10 показана как также включающая в себя узел 32 охлаждения, расположенный справа от узла 24 формирования и предназначенный для охлаждения листа стекла после формирования.
Как также показано на фиг.1, установка 10 для формирования листов стекла содержит нижнее кольцо 34, которое выполнено с возможностью перемещения в горизонтальном направлении, как показано стрелками 36, и имеет обращенную вверх формующую поверхность 38, периферия которой по своей конструкции в основном соответствует периферии листа G стекла, подлежащего формированию. Первый исполнительный механизм 40 “начинает” цикл изменения формы листа стекла путем перемещения нижнего кольца 34 в горизонтальном направлении в первое положение, показанное сплошными линиями, внутри камеры 14 нагрева печи 12, где нижнее кольцо принимает горячий лист стекла от транспортирующего устройства 20 верхнего расположения при прекращении удерживания листа при прекращении “подвода” разрежения. После этого первый исполнительный механизм 40 обеспечивает перемещение нижнего кольца 34 наружу из печи 12 во второе положение, показанное штрихпунктирными линиями, на узле 24 формирования под верхним формующим элементом 28. Затем второй исполнительный механизм 42 обеспечивает перемещение верхнего формующего элемента 28 вниз в направлении нижнего кольца 34, находящегося во втором положении, для взаимодействия с нижним кольцом при формировании горячего листа стекла, и впоследствии верхний формующий элемент смещают обратно вверх в верхнее положение при подготовке к следующему циклу.
Размещение верхнего формующего элемента 28 снаружи камеры нагревания печи обеспечивает возможность его работы при значительно более низкой температуре по сравнению с температурами формующих элементов, которые смонтированы для функционирования внутри камеры нагревания печи, что является более традиционным методом. Кроме того, то, как расположенный снаружи верхний формующий элемент 28 взаимодействует с нижним кольцом 34, которое принимает горячий лист стекла от транспортирующего устройства верхнего расположения без какого-либо контакта с верхней поверхностью листа стекла, обеспечивает эффективную подачу, а также формирование листа стекла. Более точно, верхний формующий элемент 28 может быть изготовлен из холоднокатаной углеродистой стали или отлит из чугуна, и для относительно более низких температур, составляющих приблизительно 300°С и ниже, можно использовать формующие элементы из алюминия и эпоксидной смолы, ни один из которых не был бы пригодным в горячей среде камеры нагревания печи. Кроме того, верхний формующий элемент 28 также может быть отлит из определенных огнеупорных материалов, которые обладают теплоизоляционными свойствами и не требуют большого объема механической обработки. Таким образом, данная установка также позволяет снизить затраты на технологическую оснастку, поскольку верхний формующий элемент 28 может быть выполнен более экономичным образом, что делает установку эффективной при мелкосерийном производстве за счет снижения затрат на технологическую оснастку, приходящихся на каждый лист стекла, подлежащий формированию.
Как также показано на фиг.1, узел 24 формирования включает в себя устройство 43, предназначенное для уменьшения тепловых потерь горячего листа G стекла во время формирования. Данное устройство 43 описано как включающее в себя вспомогательные нагреватели 44, которые могут представлять собой или электрические резистивные нагреватели, или газовые нагреватели, предназначенные для подвода дополнительного тепла к узлу формирования с целью уменьшения тепловых потерь горячего листа G стекла. Устройство 43 для уменьшения потерь тепла также включает в себя нагреватели 46 в верхнем формующем элементе 28 узла формирования. Указанные нагреватели 46 в формующем элементе могут представлять собой электрические резистивные нагреватели и обеспечивать нагрев формующей поверхности 29 с целью уменьшения тепловых потерь [при передаче тепла] от горячего листа стекла к формующему элементу при контакте формующего элемента со стеклом, который обеспечивает изменение формы листа стекла. Кроме того, устройство для уменьшения тепловых потерь, как показано на фиг.4, также может включать в себя теплоизоляционное покрытие 29’, которое может представлять собой бумажную шкурку на формующей поверхности 29 для уменьшения теплового потока от горячего листа стекла к верхнему формующему элементу 28 во время контакта, который обеспечивает формирование листа стекла. В альтернативном варианте формующая поверхность 29 может быть образована из теплоизоляционного материала. Кроме того, устройство 43 для уменьшения тепловых потерь, как показано на фиг.1, также может включать в себя ограждение 47, которое обеспечивает уменьшение конвекционной тяги воздуха и ограждает узел формирования для предотвращения тепловых потерь [при тепловом потоке] от горячего листа стекла. Это ограждение 47 может представлять собой отдельную камеру печи, но должно располагаться снаружи камеры нагрева с тем, чтобы температура ограждения 47 была более низкой, так что верхний формующий элемент 28 не будет иметь температуру, превышающую приблизительно 500°С.
Верхний формующий элемент 28 узла 24 формирования предпочтительно имеет отверстия 48, к которым подают импульс разрежения от резервуара 50, находящегося под разрежением, посредством трубопровода 52, при этом управление подачей импульсов осуществляется с помощью клапана 54. Этот импульс разрежения способствует процессу формирования между верхним формующим элементом 28 и нижним кольцом 34 в соответствии с описанием патента США 5376158, выданного на имя Shetterly и др., все описание которого настоящим включено в данную заявку путем ссылки.
Узел 32 охлаждения установки 10 расположен справа от узла 24 формирования, как было указано выше, и обеспечивает охлаждение листа стекла при перемещении его в указанный узел, например, при непрерывном перемещении нижнего кольца 34 вправо после формирования в узле формирования или при перемещении листа стекла вправо на другом формующем элементе.
Как показано на фиг.2, транспортирующее устройство 20 верхнего расположения, подобное проиллюстрированному, изготовлено из жаростойкого тонколистового металла, такого как нержавеющая сталь, и обращенная вниз плоская поверхность 22 транспортирующего устройства 20 расположена на высоте, которая немного превышает высоту расположения роликов 18 конвейера. Обращенная вниз плоская поверхность 22 транспортирующего устройства 20 верхнего расположения, как также показано на фиг.3, имеет первую группу отверстий 64, посредством которых у данной поверхности создается разрежение для удерживания горячего листа стекла, принимаемого транспортирующим устройством с роликового конвейера 16. Обращенная вниз плоская поверхность 22 транспортирующего устройства 20 верхнего расположения также имеет вторую группу отверстий 66, к которым подают сжатый газ для создания зазора между горячим листом стекла и обращенной вниз плоской поверхностью, так что удерживание обеспечивается без какого-либо контакта с листом G стекла. Транспортирующее устройство 20 верхнего расположения имеет расположенный ближе по ходу перемещения листа стекла конец 68, который перекрывает расположенный дальше по ходу перемещения листа стекла конец 70 роликового конвейера 16, при этом, по меньшей мере, один ролик конвейера, а именно ролик 18 конвейера, самый дальний справа, расположенный полностью под обращенной вниз плоской поверхностью 22, служит опорой горячему листу стекла при исходном “захвате” его обращенной вниз плоской поверхностью с роликового конвейера. Более точно, роликовый конвейер 16, подобный показанному, имеет один ролик конвейера, а именно ролик 18 конвейера, расположенный дальше всего справа, который находится полностью под расположенным ближе по ходу перемещения листа стекла концом 68 транспортирующего устройства верхнего расположения. Кроме того, роликовый конвейер имеет еще один ролик 18’ конвейера, который расположен непосредственно рядом с одним роликом конвейера, самым дальним справа, и этот ролик 18’ конвейера имеет центр 72, который находится прямо под расположенной ближе по ходу перемещения листа стекла крайней точкой расположенного ближе по ходу перемещения листа стекла конца 68 транспортирующего устройства 20 верхнего расположения.
Как показано на фиг.3, принадлежащие к первой и второй группам отверстия 64 и 66 транспортирующего устройства 20 верхнего расположения расположены попеременно вдоль направления С перемещения с тем, чтобы обеспечить равномерное “распределение” разрежения и равномерное распределение сжатого газа, которые обеспечивают удерживание листа G стекла сверху без какого-либо контакта, как описано выше.
Как показано на фиг.2, каждый нагретый лист G стекла размещают под обращенной вниз поверхностью 22 с помощью показанного штрихпунктирными линиями позиционирующего устройства 74, которое может представлять собой соответствующее устройство любого типа, такое как описанные в патенте США 5066321, выданном на имя Kramer и др., в патенте США 5699953, выданном на имя Schnabel, Jr. и др., и в патенте США 5 902 366, выданном на имя Schnabel, Jr. и др., полные описания которых настоящим включены в данную заявку путем ссылки.
Как также показано на фиг.2, транспортирующее устройство 20 верхнего расположения предпочтительно выполнено в виде конструкции, описанной в патенте США 5002599, выданном на имя McMaster и др., полное описание которого настоящим включено в данную заявку путем ссылки. Более точно, это транспортирующее устройство 20 верхнего расположения, как указано выше, изготовлено из жаропрочного тонколистового металла, такого как нержавеющая сталь, и имеет проходящую в горизонтальном направлении, нижнюю плиту 76, которая определяет обращенную вниз поверхность 22, в которой первая и вторая группы отверстий 64 и 66 выполнены, как рассмотрено выше. Проходящая в горизонтальном направлении верхняя плита 78 расположена над нижней плитой 74 и закрыта верхним элементом 80 из тонколистового металла, взаимодействующим с верхней плитой 78 с образованием первой камеры 82, в которой создается разрежение посредством источника 84 разрежения [вакуума]. Верхняя плита 78 имеет отверстия, сообщающиеся с верхними концами трубчатых элементов 86, нижние концы которых сообщаются с первой группой отверстий 64 в нижней плите 76 для формирования разрежения у обращенной вниз поверхности 22, как было описано выше.
Как также проиллюстрировано на фиг.2, нижняя и верхняя плиты 76 и 78 транспортирующего устройства 20 верхнего расположения совместно образуют вторую камеру 88, через которую трубчатые элементы 86 проходят между нижней и верхней плитами 76 и 78. Короткие трубы 90 установлены в нижней плите 76 так, что их нижние концы образуют вторую группу отверстий 66 на обращенной вниз плоской поверхности 22. Источник 92 сжатого газа обеспечивает подачу сжатого газа в камеру 88, и через короткие трубы 90 сжатый газ поступает к обращенной вниз поверхности 22. Короткие трубы 90 могут представлять собой цилиндрические [полые] оси и обеспечивать получение потока достаточной протяженности, так что сжатый газ подается в виде струй, которые обладают способностью создавать зазор между листами стекла стандартного размера и обращенной вниз плоской поверхностью 22 совместно с разрежением, которое также создается.
Несмотря на то что предпочтительный способ реализации изобретения был описан подробно, для специалистов в той области техники, к которой относится данное изобретение, очевидны различные альтернативы, конструкции и варианты осуществления для реализации на практике изобретения в том виде, как оно определено формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВКИ ЛИСТОВ СТЕКЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2256625C2 |
| СПОСОБ И УСТРОЙСТВО ГИБКИ И ЗАКАЛКИ СТЕКЛЯННЫХ ЛИСТОВ | 1995 |
|
RU2143407C1 |
| СПОСОБ, СТАНЦИЯ И СИСТЕМА ДЛЯ ПРЕССОВОГО ФОРМОВАНИЯ ЛИСТОВ СТЕКЛА | 2011 |
|
RU2565704C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФОТОГАЛЬВАНИЧЕСКИХ ПРИБОРОВ И ФОТОГАЛЬВАНИЧЕСКИЙ ПРИБОР | 1993 |
|
RU2129744C1 |
| Челночная система позиционирования формы для системы формирования листов стекла | 2016 |
|
RU2729662C2 |
| ПЕЧЬ И СПОСОБ НАГРЕВА ЛИСТОВОГО СТЕКЛА | 1991 |
|
RU2090523C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СТЕКЛЯННЫХ ЛИСТОВ | 1991 |
|
RU2036861C1 |
| Челночная система вакуумной формы для формования горячего листа стекла и трехступенчатая станция формования для формования горячего листа стекла (варианты) | 2020 |
|
RU2799352C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ОТПУСКА СТЕКЛЯННЫХ ЛИСТОВ | 1992 |
|
RU2081067C1 |
| СПОСОБ ЗАКАЛКИ ЛИСТА СТЕКЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2025468C1 |
Использование: для формования листов стекла путем нагревания. Установка включает в себя печь, имеющую камеру нагревания, в которой транспортирующее устройство верхнего расположения имеет обращенную вниз поверхность, у которой создают разрежение и к которой подают сжатый воздух для приема нагретого листа стекла с конвейера и удерживания его без какого-либо прямого контакта. Узел формирования, расположенный снаружи печи, имеет выполненный с возможностью перемещения в вертикальном направлении верхний формующий элемент с температурой не выше 500°С, который взаимодействует с выполненным с возможностью перемещения в горизонтальном направлении нижним кольцом, которое обеспечивает перемещение нагретого листа стекла от транспортирующего устройства верхнего расположения к узлу формирования. Управление данным перемещением осуществляется с помощью первого исполнительного механизма. Второй исполнительный механизм обеспечивает перемещение верхнего формующего элемента вниз для взаимодействия с нижним кольцом при изменении формы листа стекла. Расположенный снаружи печи узел формирования имеет устройство, предназначенное для уменьшения тепловых потерь горячего листа стекла в процессе формирования. Импульс разрежения подают к верхнему формующему элементу для того, чтобы способствовать формированию. Узел охлаждения обеспечивает охлаждение листа стекла после его формирования. Позволяет сократить потери тепла. 2 н. и 13 з.п. ф-лы, 4 ил.
| US 4859225 A, 22.08.1989 | |||
| Установка для гнутья и закалки листового стекла | 1987 |
|
SU1479425A1 |
| Установка для изготовления гнутого закаленного листового стекла | 1983 |
|
SU1122627A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПЛОСКОГО ЛИСТА СТЕКЛА И СПОСОБ ФОРМОВАНИЯ ПЛОСКОГО ЛИСТА СТЕКЛА | 1991 |
|
RU2094398C1 |
| US 5004491 A, 02.04.1991 | |||
| US 5755845 A, 26.05.1998. | |||

