Предлагаемое изобретение относится к области обработки металлов давлением и может быть использовано в кузнечных цехах металлургических и машиностроительных заводов при изготовлении полых деталей типа стаканов или чаш.
Известен инструмент для объемной штамповки детали типа чаши, содержащий матрицу со сквозным круглым ступенчатым отверстием, верхняя ступень которого с большими диаметральными размерами, а также смонтированные с возможностью перемещения вдоль оси матрицы: сверху - закрепленный на ползуне пресса пуансон и снизу - фасонная часть выталкивателя (пат. РФ №2135320, кл. 21K 1/28, опубл. 1999).
Недостатком этого инструмента является то, что не обеспечивается требуемая точность получаемых деталей из-за неудовлетворительного центрирования пуансона относительно матрицы. Известен лишенный этого недостатка инструмент для объемной штамповки деталей типа чаши, содержащий смонтированную на столе пресса матрицу со сквозным осесимметричным ступенчатым отверстием, верхняя ступень которого выполнена с большим диаметром, смонтированные с возможностью перемещения вдоль оси матрицы закрепленный на ползуне пресса сверху матрицы - круглый пуансон и снизу матрицы - размещенный в столе пресса фасонный выталкиватель, нажимную обойму со ступенчатой наружной поверхностью и цилиндрическим сквозным отверстием, диаметральные размеры которого соответствуют диаметральным размерам пуансона, ступень меньших размеров упомянутой обоймы выполнена цилиндрической с наружными диаметральными размерами, соответствующими диаметральным размерам верхней ступени упомянутого отверстия матрицы, а также упором (см. Пат. РФ №2278762, кл. B21K 1/28, опубл. 2006 - прототип).
Недостатком этого известного инструмента является большая трудоемкость его перезагрузки, а следовательно, трудно обеспечить высокую производительность при серийном производстве.
Предлагается инструмент для объемной штамповки деталей типа чаши, содержащий смонтированную на столе пресса матрицу со сквозным осесимметричным ступенчатым отверстием. Верхняя ступень этого отверстия выполнена с большим диаметром. С возможностью перемещения вдоль оси матрицы смонтированы: закрепленный на ползуне пресса сверху матрицы круглый пуансон и снизу матрицы - размещенный в столе пресса фасонный выталкиватель. Нажимная обойма выполнена со ступенчатой наружной поверхностью и цилиндрическим сквозным отверстием, диаметральные размеры которого соответствуют диаметральным размерам пуансона. Ступень меньших размеров упомянутой обоймы выполнена цилиндрической с наружными диаметральными размерами, соответствующими диаметральным размерам верхней ступени упомянутого отверстия матрицы. Величина хода ползуна ограничивается упором.
Инструмент отличается тем, что упомянутый упор закреплен на ползуне пресса. Расстояние от ближайшей к оси матрицы поверхности упора больше соответствующего размера упомянутой обоймы в радиальном направлении, ограничивающего ее габариты в зоне, обращенной к этой поверхности упора.
Технический результат - повышение производительности.
Сущность изобретения поясняется чертежами, где на фиг.1 - инструмент до начала формообразования детали; на фиг.2 - слева инструмент в промежуточной стадии формообразования; - справа - то же, в момент окончания формообразования.
Инструмент состоит из матрицы 1 со сквозным осесимметричным ступенчатым отверстием 2, верхняя ступень которого выполнена с большим диаметром, а также смонтированных с возможностью перемещения вдоль оси матрицы сверху - закрепленного на ползуне 4 пресса круглого пуансона 5 и снизу - размещенного в столе 6 пресса фасонного выталкивателя 7.
Инструмент снабжен нажимной обоймой 8 со ступенчатой наружной поверхностью и упором 9, закрепленным на ползуне 4. При этом ступень 3 отверстия матрицы 1 выполнена цилиндрической с диаметральными размерами, соответствующими наружным диаметральным размерам меньшей ступени обоймы 8. Цилиндрическое отверстие 10 обоймы 8 выполнено сквозным с диаметральными размерами, соответствующими диаметральным размерам пуансона.
Формообразование чаши происходит следующим образом. В отверстие 2 матрицы 1 укладывается нагретая заготовка 11. Затем в это отверстие 2 вставляют нажимную обойму 8. При этом перемещение обоймы 8 внутри отверстия 2 ограничивается ступенью ее наружной поверхности.
При смыкании пуансона 5 и заготовки 11 начинает формироваться дно 12 чаши и кольцевой выступ 13, повторяющий форму фасонного выталкивателя 7. В зазор между пуансоном 5 и внутренней поверхностью отверстия 2 матрицы 1 выдавливается материал заготовки 11, образуя стенку 14 чаши. При этом пуансон 5 точно центрируется отверстием 10 обоймы 8. При дальнейшем опускании ползуна происходит соприкосновение материала стенки 14 с нижним торцом обоймы 8. Последняя «всплывает» вверх до соприкосновения ее верхнего торца с опорной поверхностью ползуна 4. Дальнейшее опускание ползуна происходит совместно с обоймой 8 и пуансоном 5. А завершается формообразование чаши, когда закрепленный на ползуне 4 упор 9 ограничивает перемещение ползуна вниз соприкосновением упора 9 и матрицы 1.
Расстояние Ку от ближайшей к оси матрицы поверхности 15 упора 9 больше соответствующего размера Ко в радиальном направлении обоймы 8, ограничивающего ее габариты в зоне, обращенной к этой поверхности.
Затем ползун 4 с пуансоном 5 и упором 9 перемещают вверх, освобождая зону над матрицей 1. Выталкивателем 7 из матрицы удаляют вверх готовую чашу совместно с обоймой 8. Затем (не показано) из зоны инструмента перемещают в плоскости, перпендикулярной упомянутой оси, готовую чашу и обойму 8. После отделения чаши от обоймы последняя готова для дальнейшего использования.
Использование изобретения обеспечивает высокую производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ ЧАШИ - ПОЛУФАБРИКАТА КОЛЕСА ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2278762C1 |
| ИНСТРУМЕНТ ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ ЧАШИ - ПОЛУФАБРИКАТА КОЛЕСА ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2277993C1 |
| ИНСТРУМЕНТ ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ ЧАШИ-ПОЛУФАБРИКАТА КОЛЕСА ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2257279C1 |
| СПОСОБ КОНЦЕНТРИЧНОГО УГЛОВОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАНА ИЛИ ЧАШИ | 2010 |
|
RU2437738C2 |
| ИНСТРУМЕНТ ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ ЧАШИ - ПОЛУФАБРИКАТА КОЛЕСА ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2261774C1 |
| СПОСОБ КОНЦЕНТРИЧНОГО УГЛОВОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАНОВ ИЛИ ЧАШ | 2010 |
|
RU2443498C2 |
| СПОСОБ ОБЪЕМНОЙ ГОРЯЧЕЙ ШТАМПОВКИ ДЕТАЛЕЙ ТИПА СТАКАНОВ И ЧАШ | 2009 |
|
RU2402401C1 |
| СПОСОБ ОБЪЕМНОЙ ГОРЯЧЕЙ ШТАМПОВКИ ДЕТАЛЕЙ ТИПА ЧАШ И СТАКАНОВ | 2009 |
|
RU2391174C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТАКАНА ИЛИ ЧАШИ ИЗ АЛЮМИНИЕВОГО СПЛАВА | 2011 |
|
RU2532678C2 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |

Изобретение относится к обработке металлов давлением и может быть использовано в кузнечных цехах металлургических и машиностроительных заводов при изготовлении полых деталей типа чаш и стаканов. Инструмент содержит матрицу, закрепленные на ползуне пресса пуансон и упор для ограничения перемещения ползуна. На столе пресса размещен фасонный выталкиватель. Нажимная обойма со ступенчатой наружной поверхностью и цилиндрическим сквозным отверстием размещена в отверстии матрицы, обеспечивая точное центрирование пуансона. Расстояние от ближайшей к оси матрицы поверхности упора больше соответствующего размера обоймы в радиальном направлении, ограничивающего ее габариты в зоне, обращенной к этой поверхности упора. В результате обеспечивается упрощение перезагрузки инструмента при каждом цикле штамповки, что позволяет повысить производительность. 2 ил.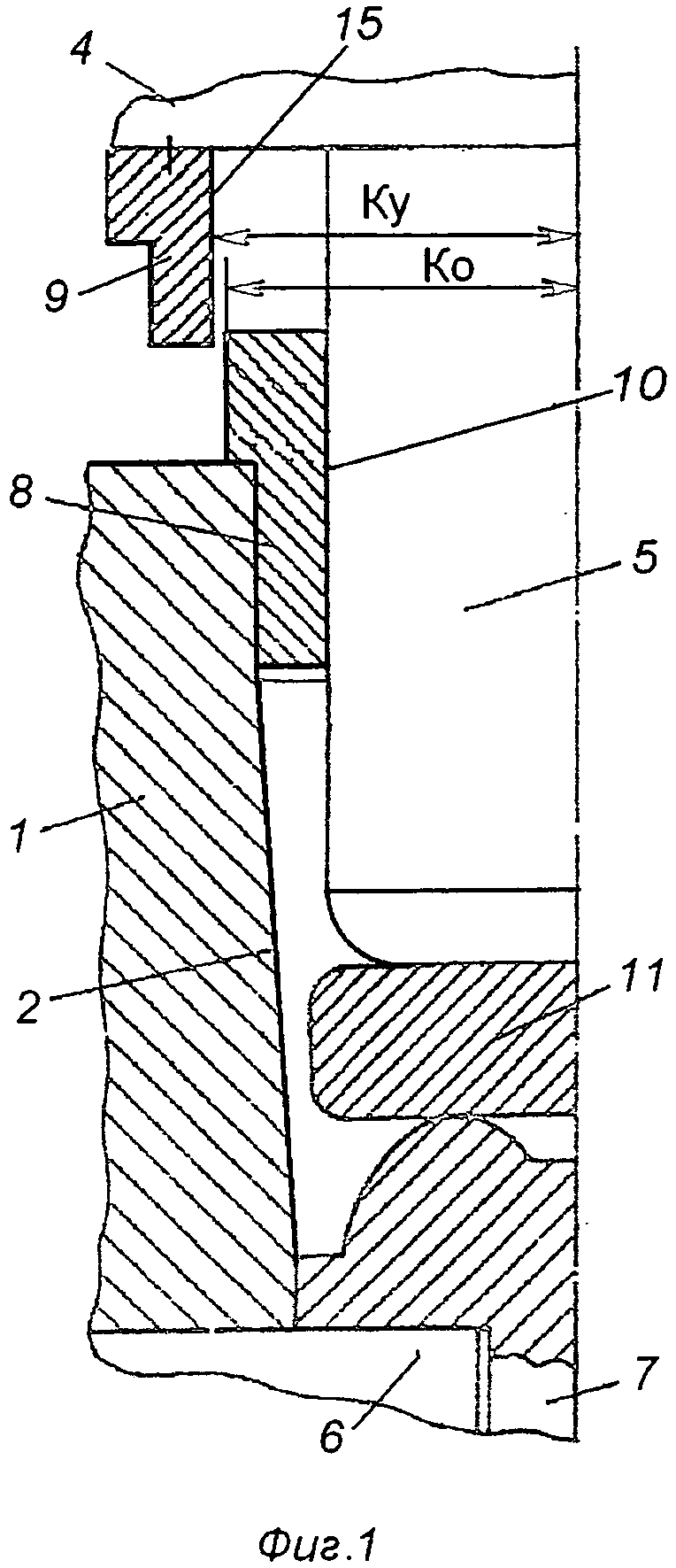
Инструмент для объемной штамповки деталей типа чаши, содержащий смонтированную на столе пресса матрицу со сквозным осесимметричным ступенчатым отверстием, верхняя ступень которого выполнена с большим диаметром, смонтированные с возможностью перемещения вдоль оси матрицы круглый пуансон, закрепленный не ползуне пресса сверху матрицы, и размещенный на столе пресса снизу матрицы фасонный выталкиватель, нажимную обойму со ступенчатой наружной поверхностью и цилиндрическим сквозным отверстием, диаметральные размеры которого соответствуют диаметральным размерам пуансона, ступень меньших размеров упомянутой обоймы выполнена цилиндрической с наружными диаметральными размерами, соответствующими диаметральным размерам верхней ступени упомянутого отверстия матрицы, а также упор для ограничения перемещения ползуна, отличающийся тем, что упомянутый упор для ограничения перемещения ползуна закреплен на ползуне пресса, при этом расстояние от ближайшей к оси матрицы поверхности упора больше соответствующего размера упомянутой обоймы в радиальном направлении, ограничивающего ее габариты в зоне, обращенной к этой поверхности упора.
| ИНСТРУМЕНТ ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ ЧАШИ - ПОЛУФАБРИКАТА КОЛЕСА ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2261774C1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| ИНСТРУМЕНТ ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ ЧАШИ - ПОЛУФАБРИКАТА КОЛЕСА ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2278762C1 |
| Ручная сеялка барабанного типа для посева лесных семян | 1929 |
|
SU13545A1 |

