Настоящее изобретение касается устройства непрерывного действия для упаковочного оборудования, объединяющего несколько предметов в блок и охватывающего этот блок непрерывным картонным листом, причем лист складывается и склеивается вдоль одной продольной стороны блока.
Многие производства требуют объединения и группировки изделий (продуктов) в розничные блоки, чтобы облегчить транспортировку и защитить продукты. Это также относится к производству молочных продуктов и соков, когда они упаковываются в одноразовые (утилизируемые) упаковки, например из упаковочного ламинированного материала. Упаковочный ламинированный материал обычно состоит из сердцевинного слоя из бумаги или картона, к которому ламинируют различные слои из термопластика и, возможно, алюминиевую фольгу (Alifoil).
Упаковочный материал в наполнительной (разливочной) машине формируют в непрерывную трубку. Трубку запечатывают продольным швом и заполняют предназначенным содержимым, после чего на трубке образуют поперечные швы, которые разрезают с образованием отдельных упаковочных контейнеров. После конечного придания формы, упаковочные контейнеры покидают наполнительную машину и поступают на конвейер для их совместной упаковки на соответствующем упаковочном оборудовании.
Упаковочное оборудование, вместе с которым можно использовать предлагаемое устройство, в частности, подходит для параллелепипедных упаковочных контейнеров, но также могут встречаться другие типы упаковочных контейнеров, составляющие большую часть розничного блока. Упаковочное оборудование является оборудованием такого типа, который объединяет или группирует упаковочные контейнеры, поступающие к оборудованию, и размещает желаемое количество упаковочных контейнеров, составляющих блок, на картонном листе. Картонный лист предназначен для оборачивания сгруппированных упаковочных контейнеров на по меньшей мере четырех сторонах, и этот лист склеивают вдоль одной его продольной стороны, так что лист удерживает упаковочные контейнеры вместе. Картонный лист также может частично охватывать пятую и шестую стороны блока.
Ранее было затруднительно обеспечить непрерывную работу этого типа упаковочного оборудования. Поскольку наполнительные машины постоянно совершенствуются при все возрастающей производительности и поскольку они при этом производят все большее количество упаковочных контейнеров в час, также требуется обеспечивать более быструю работу упаковочного оборудования. Упаковочное оборудование непрерывного действия позволяет достигнуть повышения производительности. Однако для вышеописанного типа упаковочного оборудования, следует обеспечивать достаточное время выдержки для склеенной стороны картона. Если время выдержки будет недостаточным, то клей не застынет и возникнет риск получения розничных блоков, которые не удерживаются вместе, и в этом случае упаковочные контейнеры могут выпадать и повреждаться.
Различные типы упаковочного оборудования сгибают вместе и склеивают лист с помощью пневматических цилиндров или подобных устройств, что приводит к усложнению и высокой стоимости упаковочного оборудования. Такое оборудование требует больше обслуживания, а компоненты являются дорогими и их сложно заменять.
Одна из задач настоящего изобретения состоит в том, чтобы создать такое устройство для упаковочного оборудования, которое позволило бы непрерывную работу упаковочного оборудования и, соответственно, более высокую производительность этого оборудования.
Кроме того, задача настоящего изобретения состоит в том, чтобы устройство позволяло достаточно длительное время выдержки для застывания клея и обеспечения надежных клеевых соединений.
Еще одна задача настоящего изобретения состоит в том, чтобы устройство имело компоненты, которые являются относительно простыми и экономичными для замены и обслуживания.
Эти и другие задачи решаются настоящим изобретением посредством устройства типа, описанного во введении, которое характеризуется тем, что содержит два кулачковых профиля: первый кулачковый профиль и второй кулачковый профиль, которые расположены по существу параллельно, и бесконечную приводную цепь, параллельную кулачковым профилям и на которой расположены несколько зажимов или несущих элементов, при этом каждый несущий элемент состоит из по меньшей мере одного загибающего средства и одного прижимного устройства, и при этом загибающее средство расположено так, что оно следует по первому кулачковому профилю, а прижимающее устройство расположено так, что следует по второму кулачковому профилю.
Предпочтительные варианты выполнения имеют также другие признаки, изложенные в зависимых пунктах формулы изобретения.
Краткое описание чертежей
Один предпочтительный вариант выполнения настоящего изобретения теперь будет описан более подробно ниже, со ссылкой на сопровождающие чертежи, на которых:
фиг.1 - вид сбоку устройства по изобретению;
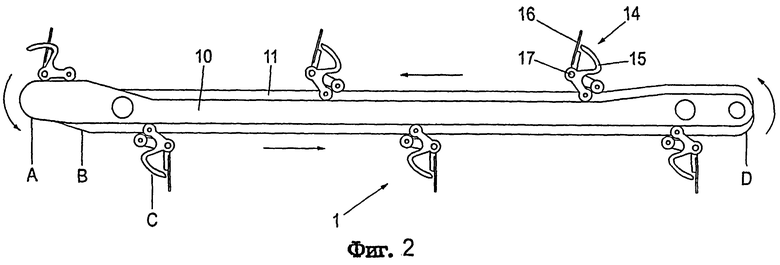
фиг.2 - упрощенный вид сбоку устройства по изобретению, с другой стороны;
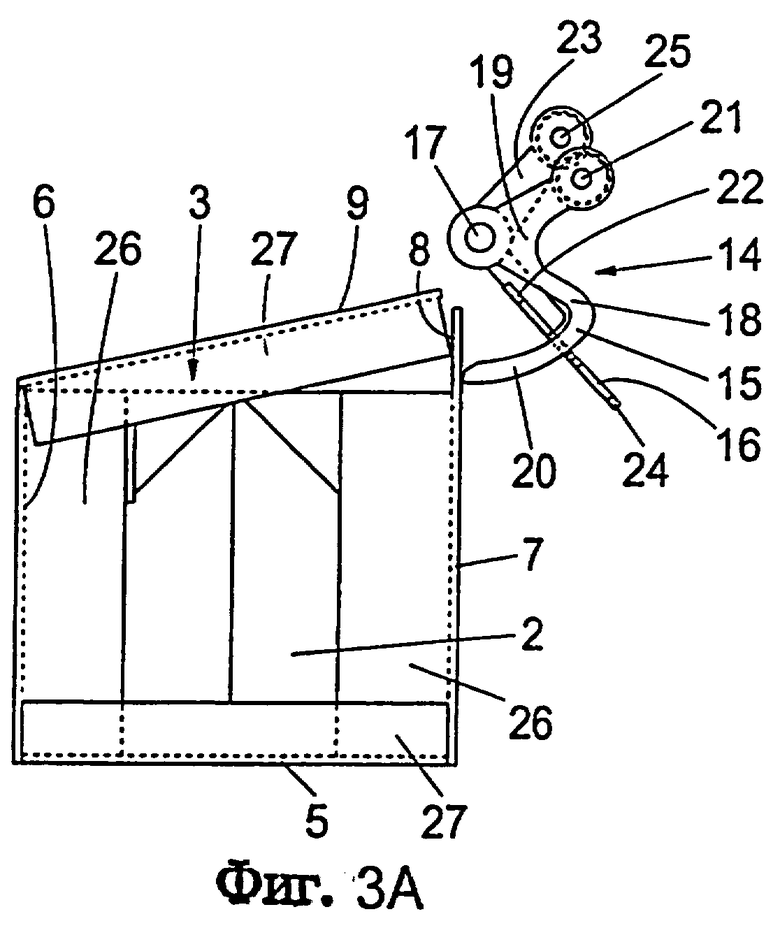
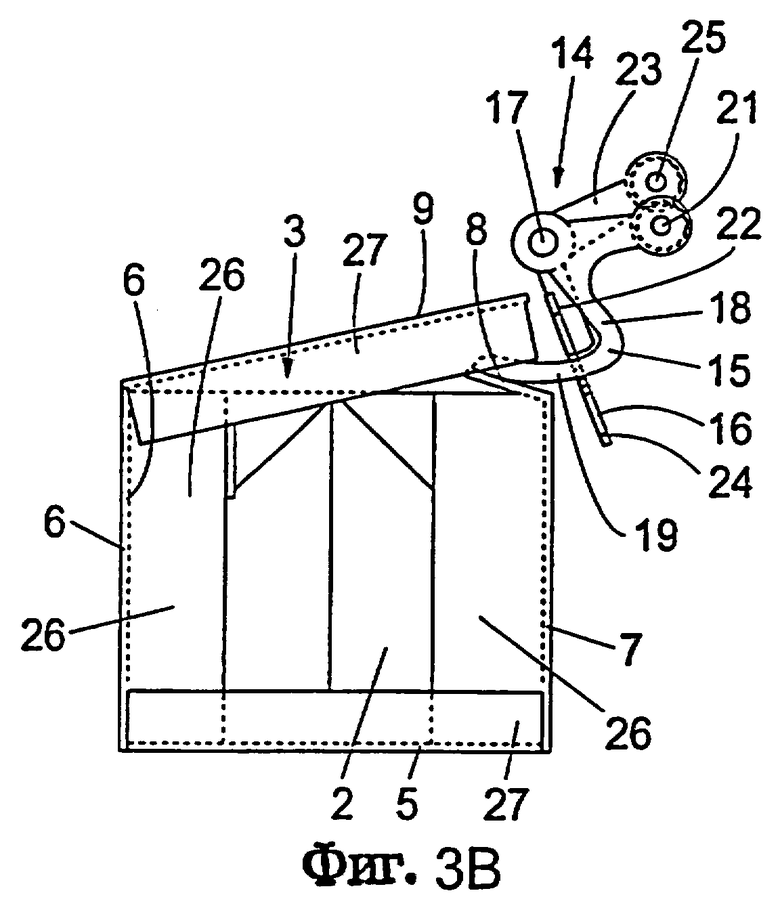
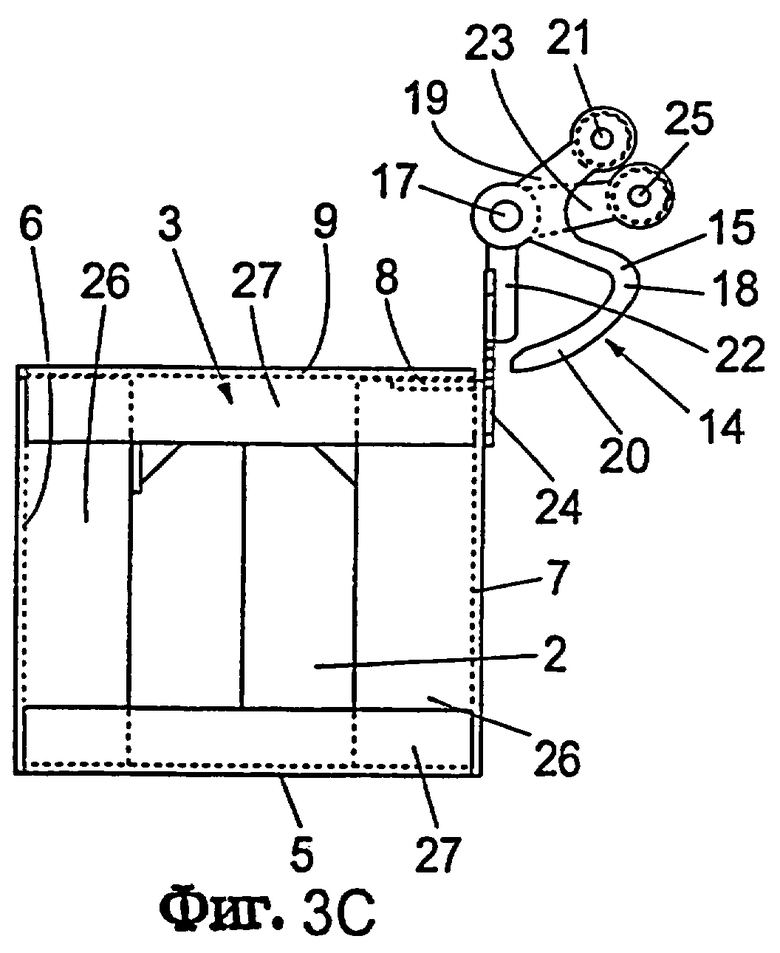
фиг.3А-С - различные стадии операций сгибания внутрь и прижатия; и
фиг.4А-С - различные стадии операций сгибания внутрь и прижатия.
Сопровождающие чертежи показывают только детали, важные для понимания настоящего изобретения, а размещение устройства по изобретению в упаковочном оборудовании, что хорошо известно специалисту в данной области, опущено.
Описание предпочтительного варианта выполнения
Устройство 1 по изобретению является частью упаковочного оборудования. Традиционный конвейер (не показан), состоящий из привода, бесконечной ленты или цепи, подходит к упаковочному оборудованию, и на нем продвигаются те предметы 2, которые должны быть объединены или сгруппированы в розничные блоки. На первом рабочем месте (не показано) в упаковочном оборудовании заданное количество предметов 2 объединяют и собирают в заданный рисунок упаковки.
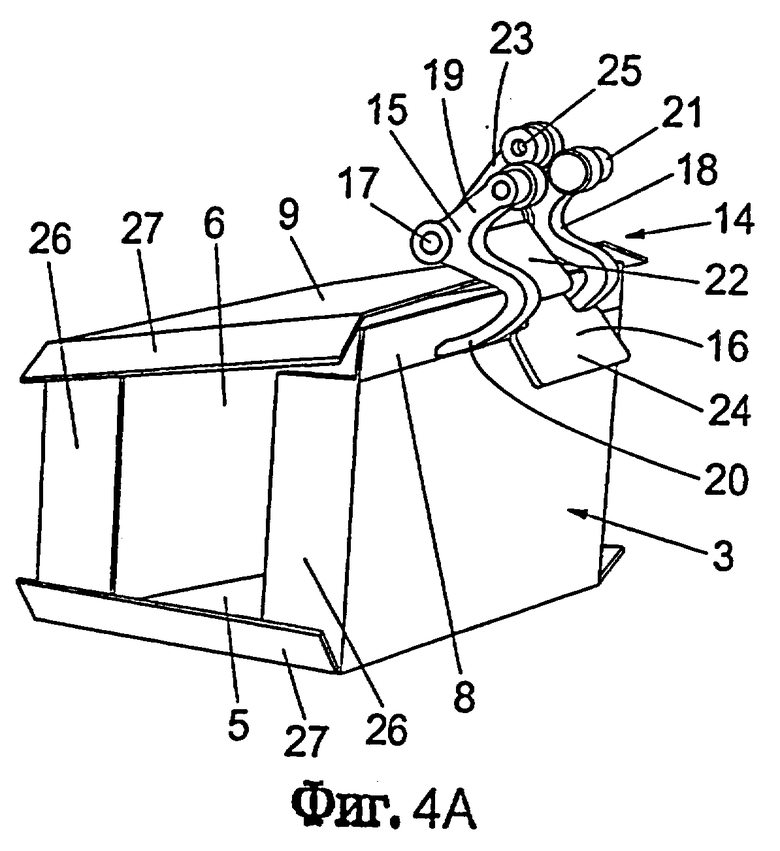
Сгруппированные таким образом предметы 2, которые могут состоять из параллелепипедных упаковочных контейнеров, перемещаются на следующем рабочем месте (не показано) к картонному листу 3. Картонный лист 3 является листом, имеющим подготовленные линии сгиба и предназначенным для сгибания вместе и для оборачивания объединенных и сгруппированных предметов 2 на по меньшей мере четырех сторонах группы предметов 2. Картонный лист 3 помещают на конвейер 4, который может состоять из бесконечной приводной ленты или цепи. Сгруппированные предметы 2, таким образом, установлены на одной стороне 5 картонного листа 3, а конвейер 4 снабжен несущими элементами, которые удерживают две стороны 6 и 7 листа смежно нижней стороне 5 на месте, против предметов 2. Одна из сторон 7 также граничит со створкой 8, которая продолжается вдоль всей стороны 7. Другая сторона 6 граничит с четвертой стороной 9 листа 3, которая образует верхнюю сторону 9 блока. Створка 8 предназначена для склеивания с верхней стороной 9, вдоль одной продольной стороны блока. Сгруппированные предметы 2 и картонный лист 3 вместе составляют розничный блок.
Когда предметы 2, сгруппированные на картонном листе 3, достигают рабочего места, содержащего устройство 1 по изобретению, розничный блок имеет внешний вид, как показано на фиг.3А и 4А. Прежде чем блок достигнет устройства 1 по изобретению, картонный лист 3, кроме того, снабжают требуемым клеем, на тех частях 8, 9 листа 3, которые должны склеиваться вместе. Клей может состоять из расплавленного термопластика, так называемого клея горячего расплава, который разбрызгивают на картонный лист 3 из сопел (не показаны), когда картонный лист 3 перемещается на конвейере 4.
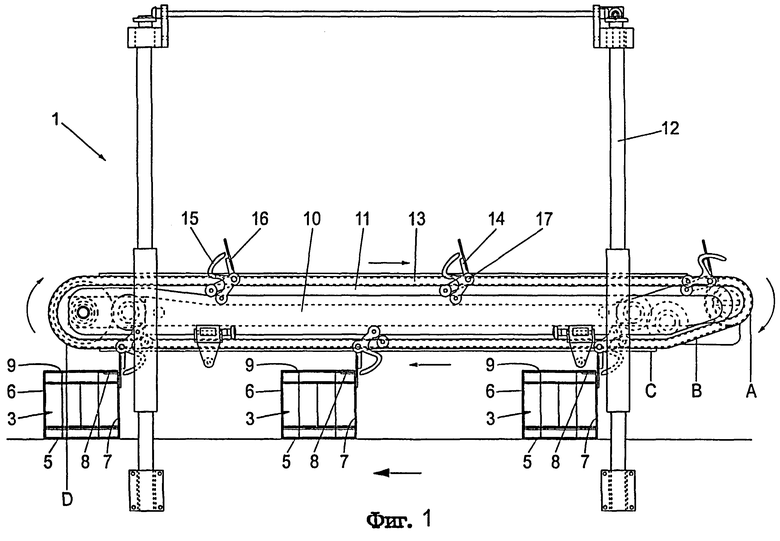
Устройство 1 по изобретению включает два по существу параллельных, фиксированных кулачковых профиля 10 и 11. Кулачковые профили закреплены в каркасе 12. Параллельно кулачковым профилям 10, 11 расположена приводная, бесконечная цепь 13. Цепь 13 приводится в действие электрическим мотором. Ее работа синхронизирована с работой остальных частей упаковочного оборудования. Несколько зажимов или несущих элементов 14 закреплены на цепи 13. В предпочтительном варианте выполнения имеется шесть несущих элементов 14, равномерно распределенных вдоль бесконечной цепи 13. Количество несущих элементов 14 может различаться в зависимости от производительности устройства 1 или от периода времени, требуемого для застывания клея, применяемого в устройстве 1.
Каждый несущий элемент 14 состоит из по меньшей мере одного загибающего средства 15 и одного прижимного устройства 16. В предпочтительном варианте выполнения, каждый несущий элемент 14 состоит из двух их средств 15 и одного прижимного устройства 16. Загибающее средство 15 и прижимное устройство 16 имеют общий вал 17. С помощью общего вала 17, несущий элемент 14 фиксирование прикреплен к цепи 13.
Загибающее средство 15 имеет отходящие от общего вала 17 два стержня 18 и 19. Один стержень 18 оканчивается крюкообразным участком 20. Крюкообразный участок 20 размещен так, чтобы осуществлять сгибание внутрь створки 8, так что она может быть приклеена к верхней стороне 9 картонного листа 3. Другой стержень 19 оканчивается колесом 21 кулачка. Колесо 21 кулачка расположено так, чтобы следовать по первому кулачковому профилю 10. Когда, как в предпочтительном варианте выполнения, несущий элемент 14 состоит из двух загибающих средств 15, каждое с колесом 21 кулачка, два колеса 21 кулачка расположены так, чтобы следовать по кулачковому профилю 10 на обеих сторонах кулачкового профиля 10. Колесо 21 кулачка может следовать по кулачковому профилю 10 по канавке, обеспеченной в кулачковом профиле 10, или альтернативно может быть подпружинено.
Прижимное устройство 16 также имеет два стержня 22, 23, отходящие от общего вала 17. Один стержень 22 оканчивается нажимной пластиной 24. Нажимная пластина 24 размещена так, чтобы прижиматься к стороне 7 картонного листа 3, так что клей между створкой 8 и верхней стороной 9 будет иметь время для застывания. Другой стержень 23 ограничен колесом 25 кулачка, которое расположено так, чтобы следовать по второму кулачковому профилю 11. Колесо 25 кулачка может располагаться для следования по кулачковому профилю 11 по канавке, обеспеченной в кулачковом профиле 11, или альтернативно может быть подпружинено.
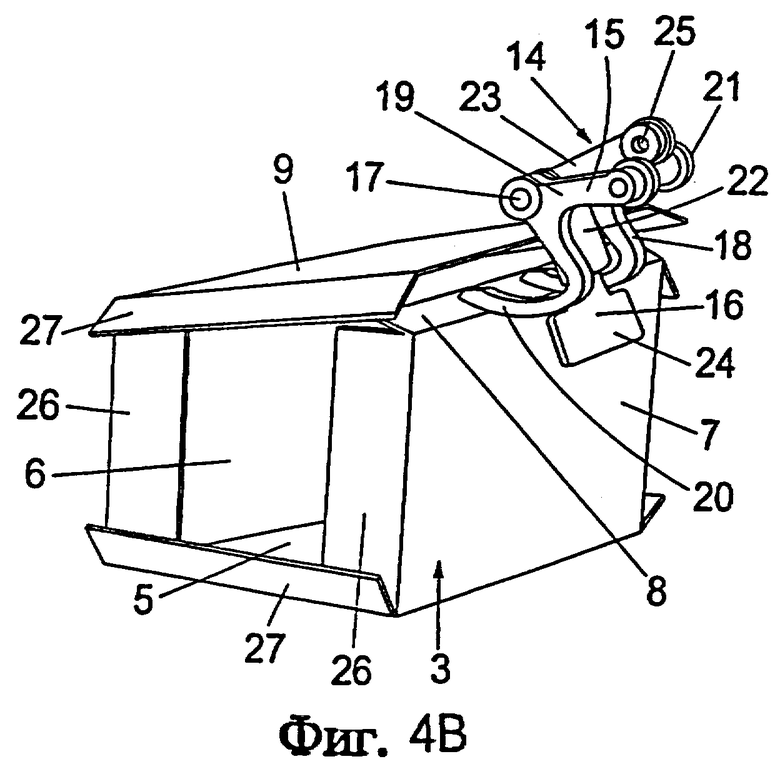
Когда блок, имеющий внешний вид, показанный на фиг.3А или 4А, подходит к устройству 1, он находится в положении А (см. фиг.1 и 2). Загибающие средства 15 продвигаются по направлению к створке 8, направляемой кулачковым профилем 10. Прижимное устройство 16 еще не контактирует со стороной 7 блока. В положении В на фиг.1 и 2, загибающие средства 15 сгибают створку 8 так, что она входит под верхнюю сторону 9 картонного листа 3. Прижимное устройство 16, направляемое вторым кулачковым профилем 11, начинает приближаться к блоку. Теперь блок имеет вид, как показано на фиг.3В и 4В.
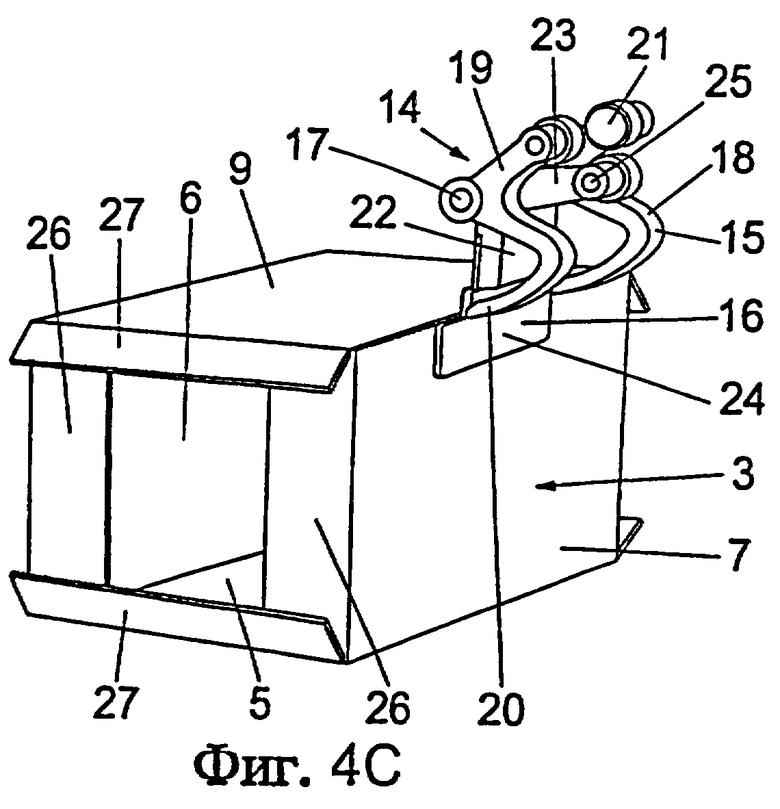
В положении С блок имеет вид, показанный на фиг.3С и 4С. Загибающие средства 15 отходят от створки 8, которая сгибается под верхнюю сторону 9, и загибающие средства 15 больше не контактируют с блоком. Прижимное устройство 16 перемещается к стороне 7 картонного листа 3 и нажимает на нее. Когда блок достигает положения С, ролики или подобные средства (не показаны) нажимают на верхнюю сторону 9 сверху так, что верхняя сторона 9 приклеивается к створке 8. Положение С поддерживается до того момента, когда блок отходит от устройства 1 в положение D. Ролики или подобные средства, которые прижимают верхнюю сторону 9, также будут взаимодействовать до положения D. Время, затрачиваемое на перемещение блока по конвейеру 4 между положением С и положением D, представляет собой период времени, который требуется для застывания клея между створкой 8 и верхней стороной 9, и формирования надежного клеевого соединения. Расстояние, и, таким образом, период времени могут изменяться в зависимости от используемого типа клея. Направление перемещения цепи 13 показано тонкими стрелками на фиг.1 и 2. Направление перемещения конвейера 4 показано посредством слегка более жирной стрелки на фиг.1.
Картонный лист 3 может также иметь створки 26, 27, которые полностью или частично охватывают пятую и шестую стороны блока. Эти створки 26, 27 могут быть снабжены клеем одновременно со створкой 8 или, альтернативно, на другой стадии в упаковочном оборудовании. Створки 26, 27 могут затем склеиваться вместе с помощью роликов (не показаны) или других средств, по сторонам блока. Склеивание и прижатие створок 26, 27 подходящим образом осуществляется, пока блок перемещается из положения С к положению D в устройстве 1.
После того как розничный блок покидает положение D, он полностью склеен и готов для дальнейшей обработки. Блок покидает устройство 1 на конвейере 4, и затем он может перемещаться дальше на некоторой форме конвейера (не показан) к дополнительному упаковочному оборудованию, такому как загрузчик палет или т.п.
Как будет понятно из предшествующего описания, настоящее изобретение обеспечивает устройство, которое простым и надежным образом, сгибает и удерживает вместе розничный блок так, что получают надежное клеевое соединение в картонном листе, который окружает блок. Устройство является непрерывным в действии и при этом имеет производительность, которая приспособлена для современных наполнительных машин с высокой производительностью. Компоненты, включенные в устройство по изобретению, являются простыми для ремонта и относительно экономичными для замены.
Настоящее изобретение не должно ограничиваться тем, что описано выше и показано на чертежах, поскольку возможно множество модификаций без отхода от объема прилагаемой формулы изобретения.
Изобретение касается устройства для упаковочного оборудования, которое относится к типу, объединяющему вместе несколько предметов (2) в блок и окружающему этот блок непрерывным картонным листом (3). Картонный лист (3) сгибают и склеивают вдоль одной продольной стороны блока. Устройство содержит два кулачковых профиля (10, 11), расположенных по существу параллельно. Устройство, кроме того, содержит бесконечную приводную цепь (13), параллельную кулачковым профилям (10, 11), на которой расположены несколько несущих элементов (14). Каждый несущий элемент (14) состоит из по меньшей мере одного загибающего средства (15) и одного прижимного устройства (16). Загибающее средство (15) расположено так, чтобы следовать по первому кулачковому профилю (10), а прижимное устройство (16) расположено так, чтобы следовать по второму кулачковому профилю (11). Устройство имеет более высокую производительность, обеспечивая при этом надежное клеевое соединение картонного листа. 4 з.п. ф-лы, 8 ил.
| WO 9703879 A1, 06.02.1997 | |||
| ДАТЧИК СИЛЫ | 1992 |
|
RU2065589C1 |
| Горячекатаный тавровый профиль | 1979 |
|
SU820931A1 |
| Поточная линия для выработки мучных слоеных кондитерских изделий | 1983 |
|
SU1173966A1 |
| US 5154041 А, 13.10.1992. | |||

