Предлагаемое изобретение относится к области обработки материалов давлением, а именно к способам изготовления кольцевых заготовок раскаткой.
Известен способ раскатки, по которому кольцевую заготовку устанавливают на центральный валок, вращающийся нажимной валок перемещают в сторону центрального валка и деформируют стенку вращающейся кольцевой заготовки, уменьшая ее толщину и увеличивая при этом наружные и внутренние диаметры. Для стабилизации процесса раскатки и выравнивания вибрации заготовок наружный диаметр заготовки поддерживают упорным роликом с регулируемым усилием. (Литвак Л.К. Современные методы горячей штамповки. Всесоюзное учебно-педагогическое издательство. - М.: Профтехиздат, 1963, стр.94).
Существенным недостатком способа является высокая трудоемкость подготовки исходной заготовки под раскатку, к которой предъявляются высокие требования по цилиндричности (округлости) для снижения вибраций во время раскатки. Изготовленная таким способом кольцевая заготовка имеет большую эллиптичность, что снижает коэффициент использования металла при ее дальнейшей обработке.
Также известен способ раскатки кольцевых заготовок, включающий деформирование заготовки и калибровку, при которых заготовку устанавливают между центральным и нажимным валками и двумя упорными роликами. Ролики располагают симметрично относительно плоскости деформирования, проходящей через оси центрального и нажимного валков. Для определения местоположения роликов сначала определяют расположение наружной цилиндрической поверхности готового изделия. Контакт упорных роликов с наружной поверхностью заготовки осуществляют с заданным усилием в точках пересечения нормалей, проходящих через точку пересечения наружной цилиндрической поверхности готового изделия с касательной к центральному валку, перпендикулярной плоскости деформирования. (Литвак Л.К. Современные методы горячей штамповки. Всесоюзное учебно-педагогическое издательство. - М.: Профтехиздат, 1963, стр.109).
Недостатком данного способа является то, что такое расположение точек контакта упорных роликов с заготовкой не обеспечивает достаточный изгибающий реактивный момент, препятствующий увеличению овальности или эллипсности заготовки при ее раскатке и калибровке.
Это объясняется тем, что упорные ролики оказывают на заготовку реактивное силовое воздействие, а вертикальная составляющая этой силы создает реактивный изгибающий момент, величина которого равна произведению вертикальной составляющей силы на плечо, равное расстоянию от точки приложения силы до плоскости деформирования. Это расстояние в данном случае не является достаточным для создания силового воздействия на заготовку, позволяющего получить готовое изделие повышенной точности.
Кроме того, существенным недостатком этого способа является то, что жесткая фиксация нажимных роликов относительно оси центрального валка требует подготовки высокоточных по геометрическим характеристикам исходных заготовок. В противном случае наличие разнотолщинности исходной заготовки, полученной, например, свободной ковкой, вызывает разницу сил, воспринимаемых нажимными роликами, и, как следствие, повышенную вибрацию как заготовок, так и устройства, реализующего раскатку. Это не позволяет получать раскатанные кольца с минимальной эллиптичностью, увеличивает время на калибровку и снижает работоспособность раскатного устройства.
Технической задачей предлагаемого изобретения является создание реактивного изгибающего момента, способствующего уменьшению овальности или эллиптичности заготовок (т.е. получение заготовок повышенной точности), и сокращение времени на их обработку и повышение работоспособности раскатного устройства за счет снижения вибрации заготовок и самого устройства.
Сущность предлагаемого способа раскатки кольцевых заготовок заключается в следующем.
Способ включает деформирование заготовки раскаткой и ее калибровку, при которых заготовку устанавливают между центральным и нажимным валками и двумя упорными роликами. Ролики располагают симметрично относительно плоскости деформирования, проходящей через оси центрального и нажимного валков. Затем определяют расположение наружной цилиндрической поверхности готового изделия, и контакт упорных роликов с наружной поверхностью заготовки осуществляют с заданным усилием по нормали к наружной цилиндрической поверхности готового изделия, при этом нормали располагают под углом к плоскости деформирования.
Новым в предлагаемом изобретении является то, что нормали располагают под углом β, который выбирают в диапазоне ϕ<β<π/4, где ϕ - угол между плоскостью деформирования и нормалью, проходящей через точку пересечения наружной цилиндрической поверхности готового изделия и касательной к центральному валку, перпендикулярной плоскости деформирования, причем при раскатке и калибровке упорные ролики устанавливают с возможностью перемещения в сторону от плоскости деформирования.
Предлагаемый способ поясняется чертежами, где:
Фиг.1 - схема раскатки кольцевой заготовки. На схеме изображена заготовка 1, установленная между центральным 2 и нажимным 3 валками, упорные ролики 4, расположенные симметрично относительно плоскости деформирования 5, проходящей через оси 6 и 7 центрального 2 и нажимного 3 валков, касательная 8 к центральному валку 2, точка пересечения 9 касательной 8 с наружной цилиндрической поверхностью 10 готового изделия, нормаль 11 к наружной цилиндрической поверхности 10 готового изделия, проходящая через точку 9 и образующая с плоскостью деформирования 5 угол ϕ. На фиг.1 также изображена точка 12 контакта упорных роликов 4 с наружной цилиндрической поверхностью 10 готового изделия, проходящая через эту точку нормаль 13, образующая с плоскостью деформирования 5 угол β. Кроме того, слева показана вторая точка контакта упорного ролика с наружной поверхностью изделия, аналогичная точке 12, к которой приложена сила Р - сила воздействия упорного ролика на деталь или заготовку в процессе ее раскатки, и приведены две составляющие этой силы: Рг - горизонтальная составляющая и Рв - вертикальная составляющая.
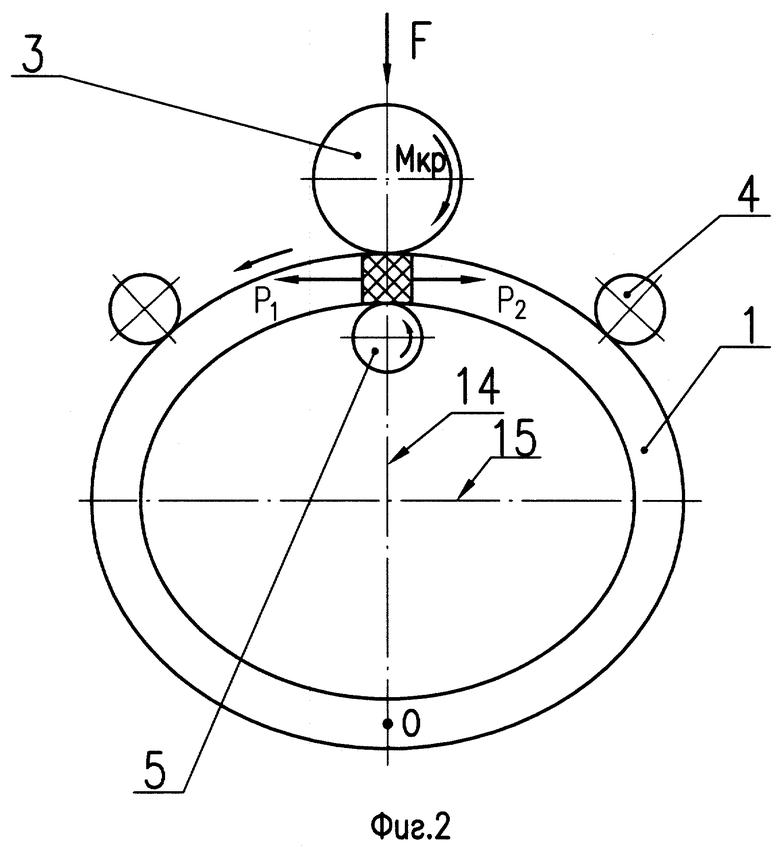
Фиг.2. - промежуточный этап калибровки кольцевой заготовки при совмещении плоскости деформирования 5 и малой оси 14 эллипсной заготовки.
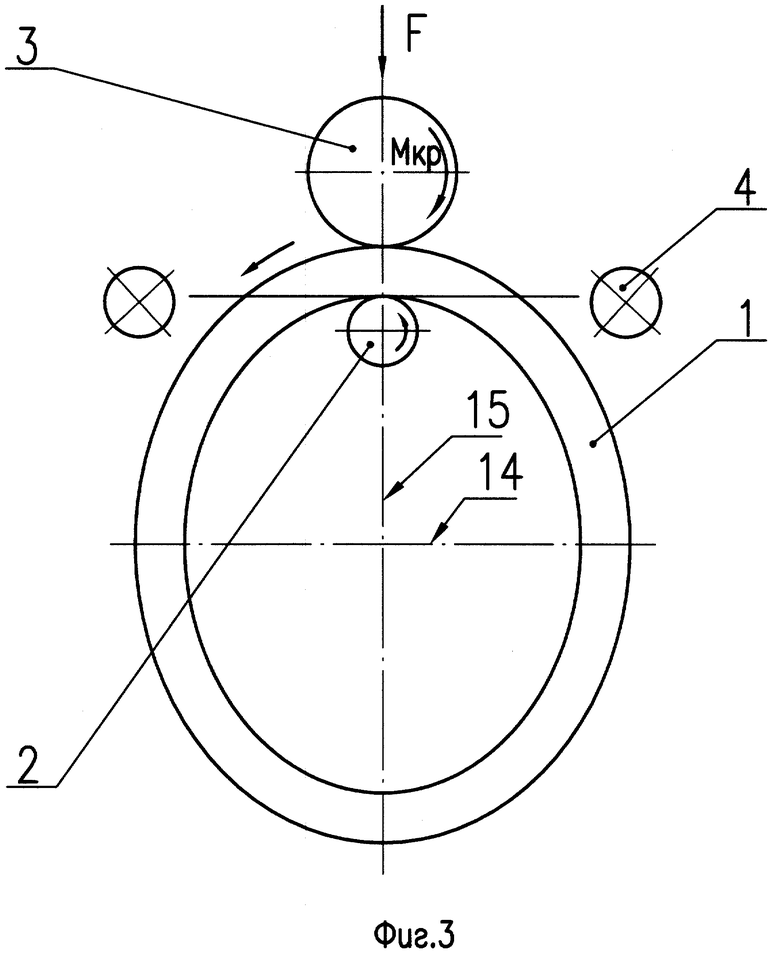
Фиг.3. - промежуточный этап раскатки кольцевой заготовки при совмещении плоскости деформирования 5 с большой осью 15 эллипсной заготовки.
Способ осуществляют следующим образом.
Первоначально устанавливают нажимные ролики 4 относительно центрального 2 и нажимного 3 валков.
Положение точек контакта 12 роликов 4 с заготовкой 1 выбирают из условия ϕ<β<π/4, где ϕ - угол между плоскостью деформирования 5 и нормалью 11, проходящей через точку 9 пересечения наружной цилиндрической поверхности 10 готового изделия и касательной 8 к центральному валку 2, перпендикулярной плоскости деформирования 5. Точки 12 располагают симметрично относительно плоскости деформирования 5 на наружной цилиндрической поверхности, которую должна иметь раскатанная заготовка 1, и определяются углами β. Практически установка упорных роликов 4 в точки 12 может быть выполнена с помощью шаблона или путем использования холодного образца раскатанной кольцевой заготовки с нанесенными метками.
После настройки упорных роликов 4 их синхронно отводят от точек 12 и на центральный валок 2 устанавливают нагретую до ковочных температур исходную заготовку 1. Затем осуществляют синхронный подвод упорных роликов 4 к заготовке 1 до обеспечения контакта роликов 4 и заготовки 1 с усилием, исключающим пластическую деформацию заготовки 1.
Затем к поверхности кольцевой заготовки 1 подводят вращающийся нажимной валок 3 с обеспечением пластического контакта с заготовкой 1, в которой при этом формируется очаг пластической деформации (не показан). Под действием крутящего момента Мкр, прикладываемого к заготовке 1 нажимным валком 3, и силы F со стороны валка 3, заготовка получает вращательное движение. При этом стенка заготовки 1 утоняется в очаге пластической деформации, вызывая увеличение наружного и внутреннего диаметров.
В процессе раскатки заготовки 1 валками 2 и 3 в каждый отрезок времени в очаге пластической деформации происходит утонение стенки заготовки 1 и приращение ее длины. Вне очага деформации материал заготовки 1 находится в упругом состоянии. При этом силы P1 и Р2 (фиг.2), возникающие в очаге пластической деформации, создают встречные изгибающие моменты относительно точки «О», как наиболее удаленной от очага деформации и расположенной в плоскости деформирования 5. При деформации стенки заготовки 1, с уменьшением ее толщины и увеличением диаметра, в точке «О», под действием изгибающего момента образуется мгновенный пластический шарнир. При этом раскатываемая кольцевая заготовка 1 вблизи точки «О» уменьшает свою кривизну, стремясь минимизировать воздействующий на нее изгибающий момент за счет уменьшения расстояния между точкой «О» и очагом пластической деформации. Это сопровождается образованием овала или эллипса с малой осью 14, расположенной в плоскости деформирования 5.
В этом случае упорные ролики 4 оказывают на заготовку 1 реактивное силовое воздействие с силой Р, вертикальная составляющая которой Рв создает изгибающий реактивный момент, равный произведению силы Рв на плечо, т.е. расстояние от точки 12 до плоскости деформирования 5, который препятствует увеличению овальности или эллипсности заготовки 1.
Положение упорных роликов 4 относительно плоскости деформирования 5, характеризуемое углом β, способствует увеличению изгибающего реактивного момента при увеличении угла β от β=ϕ до β=π/4 за счет увеличения плеча, т.е. расстояния между точками контакта 12 упорных роликов и плоскостью деформирования 5.
При положении точек контакта 12 упорных роликов 4 с заготовкой 1, характеризуемого углом β<ϕ, эффективность их работы при раскатке резко снижается вследствие существенного уменьшения плеча сил, создающего реактивный изгибающий момент, а при β>π/4 хотя и наблюдается некоторое увеличение плеча вертикальной составляющей силы Рв, но величина вертикальной составляющей силы Р резко снижается и при β=π/2 обращается в ноль.
На завершающей стадии раскатки, при калибровке раскатанной заготовки 1, снижается степень деформации ее стенки. При этом силы Рв и Рг в очаге пластической деформации убывают. При этом убывает и изгибающий момент, влияющий на изменение эллипсности заготовки 1. Так как на предыдущей стадии раскатки заготовка 1 уже приобрела определенную эллипсность, то приращение длины заготовки 1 будет приближаться к нулю. При этом, когда большая ось эллипса заготовки 1 совпадет с нормалью 13, на которой расположены точки контакта 12 роликов 4 с заготовкой 1, то реактивное давление роликов 4 будет уменьшать эллипсность заготовки. При этом, если усилие со стороны заготовки 1 превысит усилие, с которым ролики 4 давят на заготовку 1, то ролики 4 начнут перемещаться в сторону от заготовки 1 до тех пор, пока усилие на роликах 4 не сравняется с усилием, действующим на ролики со стороны заготовки 1.
Когда малая ось 14 эллипса заготовки приблизится к нормали с плоскостью деформирования, то между роликами 4 и заготовкой 1 образуется зазор, и ролики 4 не будут оказывать на заготовку 1 силового воздействия.
Т.о. в процессе калибровки заготовки наряду с незначительным увеличением ее диаметра осуществляют уменьшение эллипсности заготовки до величины, не превышающей увеличение диаметра заготовки за один оборот ее вращения.
Т.о. если принять равенство сил Р при раскатке по наиболее близкому аналогу и заявляемому решению, эффективность изгибающего момента по заявляемому решению повышается с увеличением угла β от β=ϕ до β=π/4.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАСКАТКИ КОЛЬЦЕВЫХ ЗАГОТОВОК | 2003 |
|
RU2243054C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ ИЗ ЗАГОТОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2004 |
|
RU2271261C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ГОРЯЧЕКАТАНЫХ ПРОФИЛЕЙ СТАРЕЮЩИХ НИКЕЛЕВЫХ СПЛАВОВ | 1991 |
|
RU2013175C1 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК И МНОГОФУНКЦИОНАЛЬНЫЙ ГИБОЧНО-ПРАВИЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2299107C2 |
| Стан для прокатки кольцевых изделий | 1985 |
|
SU1371749A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЕЦ С РЕГУЛЯРНОЙ МИКРОСТРУКТУРОЙ | 2017 |
|
RU2659501C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ДЕТАЛЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2364464C2 |
| Способ изготовления колец | 1989 |
|
SU1696070A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 2000 |
|
RU2194589C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при производстве кольцевых заготовок раскаткой. Заготовку устанавливают между центральным и нажимным валками и двумя упорными роликами, которые располагают симметрично относительно плоскости деформирования, проходящей через оси центрального и нажимного валков. Определяют расположение наружной цилиндрической поверхности готового изделия. Осуществляют контакт упорных роликов с наружной поверхностью с заданным усилием по нормалям к наружной цилиндрической поверхности готового изделия при расположении нормали под углом к плоскости деформирования. Нормали располагают под определенным углом, который выбирают в диапазоне, приведенном в формуле изобретения. При раскатке и калибровке упорные ролики устанавливают с возможностью перемещения в сторону от плоскости деформирования. Повышается точность за счет уменьшения овальности или эллиптичности заготовок, снижаются вибрации заготовок и устройства. 3 ил.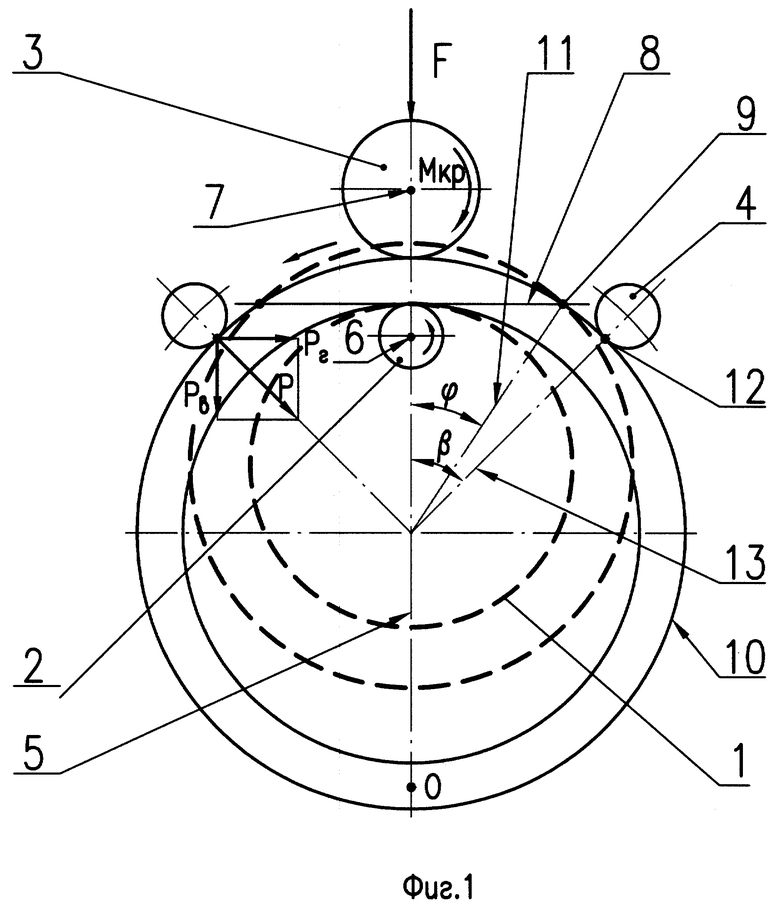
Способ раскатки кольцевых заготовок, включающий деформирование заготовки и калибровку с установкой заготовки между центральным и нажимным валками и двумя упорными роликами, которые располагают симметрично относительно плоскости деформирования, проходящей через оси центрального и нажимного валков, определение расположения наружной цилиндрической поверхности готового изделия, осуществление контакта упорных роликов с наружной поверхностью заготовки с заданным усилием по нормалям к наружной цилиндрической поверхности готового изделия при расположении нормали под углом к плоскости деформирования, отличающийся тем, что нормали располагают под углом β, который выбирают в диапазоне ϕ<β<π/4, где ϕ - угол между плоскостью деформирования и нормалью, проходящей через точку пересечения наружной поверхности готового изделия и касательной к центральному валку, перпендикулярной плоскости деформирования, при этом при раскатке и калибровке упорные ролики устанавливают с возможностью перемещения в сторону от плоскости деформирования.
| ЛИТВАК Л.К | |||
| Современные методы горячей штамповки | |||
| Москва, Профтехиздат, 1963, с.109 | |||
| СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ РОТАЦИОННОЙ ВЫТЯЖКОЙ | 1994 |
|
RU2086330C1 |
| Способ изготовления деталей типа оболочек многопереходной ротационной вытяжкой | 1988 |
|
SU1655613A1 |
| СПОСОБ РАЗМНОЖЕНИЯ БОВЕРИИ BEAUVERIA BASSIANA BALS (VUILL) | 0 |
|
SU211945A1 |
| Мишенное устройство для ядерного анализа | 1985 |
|
SU1301295A1 |

