Изобретение относится к конструкциям плазмотронов и может быть использовано в процессах плазменной обработки материалов.
Известен инструмент для электротермической обработки материалов, содержащий катод, снабженный средством его подключения к источнику тока, размещенный в газоподающем сопле, подключенном посредством газоподводящего канала к источнику газа, и средство подачи распыляемого материала (см. кн. В.В.Кудинова и Г.В.Боброва Нанесение покрытий напылением. Теория, технология и оборудование. М., Изд-во Металлургия, 1992, с.285, рис.146).
Недостаток этого решения - повышенная сложность устройства, достаточно большие массогабаритные характеристики, отсутствие универсальности по параметрам формируемых легирующих покрытий, что исключает возможность их реализации в компактных ручных инструментах. Кроме того, низок коэффициент использования энергии, недостаточна однородность (повышенная пористость) покрытия и его сравнительно невысокая адгезионная и когезионная прочность.
Известен также инструмент для электротермической обработки материалов, содержащий катод, снабженный средством его подключения к источнику тока, размещенный в газоподающем сопле, разделенном кольцевой перегородкой на два, концентричных, относительно катода, кольцевых канала, подключенных посредством газоподводящего канала к источнику газа (см. кн. В.А.Достовалова Газодинамическое управление термической плазмой, Владивосток, Изд-во ДВГТУ, 2000, с.135-136, рис.63).
Недостаток этого решения определяется тем, что, площадь поперечного сечения столба дугового разряда, формируемого инструментом, мала и, следовательно, мала площадь рабочей зоны на контакте дугового разряда и обрабатываемого материала (единовременно обрабатываемая), что снижает производительность работ по формированию легирующих покрытий и делает невозможным его использование для обработки поверхности деталей достаточно больших размеров, кроме того, снижается качество (однородность) покрытий, поскольку технологический процесс формирования покрытия представляет из себя последовательное воздействие на множество точечных участков обрабатываемой поверхности, в условиях, когда ограниченность площади рабочей зоны на контакте дугового разряда и обрабатываемого материала (в условиях взаимодействия со столбом дугового разряда, имеющего высокую плотность потока энергии) требует повышенной точности дозирования подводимой энергии, что должно обеспечиваться высокоточным перемещением инструмента в пространстве и во времени. Все это не позволяет обеспечить высокую производительность процесса формирования легирующего покрытия.
Задачей, на решение которой направлено заявленное решение, является повышение размеров площади рабочей зоны на контакте дугового разряда и обрабатываемого материала и снижение плотности энергии в этой зоне.
Технический результат, получаемый при решении поставленной задачи, выражается в повышении производительности процесса формирования легирующего покрытия при использовании предлагаемого инструмента. Кроме того, повышается качество покрытий и обеспечивается возможность упрощения и облегчения конструкции инструмента и возможность его реализации как ручного инструмента, который можно эффективно использовать в условиях различного уровня оснащенности производства.
Поставленная задача решается тем, что инструмент для электротермической обработки материалов, содержащий катод, снабженный средством подключения к источнику тока, размещенный в газоподающем сопле, разделенном кольцевой перегородкой на два концентричных относительно катода кольцевых канала, подключенных посредством газоподводящего канала к источнику газа, отличается тем, что газоподающее сопло выполнено цилиндрическим и снабжено средством турбулизации газа, выполненным в виде разделительной решетки, размещенной на сопряжении кольцевых и газоподводящего каналов, при этом отверстия разделительной решетки размещены концентрично вокруг катода и выполнены в виде струеформирующих сопел, направленных вдоль продольной оси катода. Кроме того, высота кольцевой перегородки составляет 0,3-0,6 от величины расстояния от разделительной решетки до кромки газоподающего сопла. Кроме того, отверстиям кольцевого канала, примыкающего к катоду, придана форма сегментов, а отверстиям второго кольцевого канала придана форма эллипсов или кругов. Кроме того, отверстия различных кольцевых каналов подключены к изолированным друг от друга газоподводящим каналам. Кроме того, катод выполнен из металла с высокой теплопроводностью, например меди, в виде стаканчика, стенки которого разъемно скреплены со средством подключения к источнику тока, выполненным в виде трубки из электропроводящего материала, например металла, электрически связанной с источником тока. Кроме того, катод на 0,3-0,7 своего диаметра выступает за кромку газоподающего сопла.
Сопоставительный анализ признаков заявленного решения с признаками прототипа и аналогов свидетельствует о соответствии заявленного решения критерию "новизна".
Признаки отличительной части формулы изобретения решают следующие функциональные задачи.
Признак "газоподающее сопло выполнено цилиндрическим" исключает "ламиниризацию" турбулизированного газового потока (что могло бы иметь место при конфузорной форме сопла) либо потерю скорости газового потока (что могло бы иметь место при диффузорной форме сопла), т.е. признак "оптимизирует" условия "работы" газового потока.
Признак "снабжено средством турбулизации газа" обеспечивает турбулизацию газового потока, обдувающего столб дугового разряда и, тем самым, возможность разделения столба дуги на множество отдельных, одновременно существующих (кратковременно живущих) дуговых разрядов (что обеспечивает увеличение размеров площади рабочей зоны на контакте дугового разряда и обрабатываемого материала).
Признаки "в виде разделительной решетки, размещенной на сопряжении кольцевых и газоподводящего каналов, при этом отверстия разделительной решетки размещены, концентрично вокруг катода и выполнены в виде струеформирующих сопел, направленных вдоль продольной оси катода" конкретизируют конструкцию турбулизатора, имеющего широкий рабочий диапазон, и обеспечивают возможность эффективной "самотурбулизации" газового потока за счет его подачи в виде нескольких спутно направленных струй, свободно взаимодействующих друг с другом (вначале только со струями одного ряда - до конца кольцевой перемычки), а затем за кромкой перемычки, происходит свободное взаимодействие турбулизированных ("трубообразных") потоков газовых струй обоих рядов.
Признаки второго пункта формулы, по данным экспериментальных исследований, обеспечивают максимальный эффект турбулизации (при величинах, меньших заданного предела, сразу идет взаимодействие струй обоих рядов, снижается скоростной напор струй, кроме того, устройство делается менее чувствительным к взаимному изменению скоростных характеристик взаимодействующих потоков как средству регулирования параметров работы, при этом превышение заданного предела фактически приводит к исключению взаимодействия потоков, организованных в соседних рядах, что снижает степень турбулентности, кроме того, при больших скоростях потоков, реальные размеры зазоров в которых движутся газовые потоки, при их большей длине, приводит к "ламиниризации" потоков.
Признаки третьего пункта формулы, по данным экспериментальных исследований, обеспечивают максимальный эффект турбулизации газовых струй.
Признаки четвертого пункта формулы обеспечивают дополнительные возможности регулирования параметров работы устройства изменением скоростных напоров в газоподводящих каналах.
Признаки пятого пункта формулы, по данным экспериментальных исследований, обеспечивают высокую работоспособность устройства и облегчает его поддержание в рабочем состоянии (за счет оперативной замены отработанных катодов)
Признаки шестого пункта формулы обеспечивают удобство работы с инструментом (запуск его в работу осуществляется, как и при работе с электросваркой, касанием выступающего кончика катода рабочей поверхности материала.
В основе предлагаемой конструкции лежит решение задачи управления параметрами электрической дуги, при этом с позиций глубины регулирования принята схема газодинамического управления термической плазмой, предусматривающая обдув столба электрической дуги газовым потоком с высокой степенью турбулентности, для чего имеются следующие теоретические предпосылки:
- известно, что влияние турбулентности потока сказывается не только на изменении структуры и формы столба электрической дуги, но и на величине напряженности электрического поля;
- известно, что изменение напряженности электрического поля и длины дуги в турбулентном потоке пропорционально квадрату степени турбулентности;
- исследование закономерностей развития неустойчивости дуги показали, что имеется два ее вида: один - обусловленный воздействием магнитогидродинамичесих сил, а второй - обусловленный влиянием турбулентных пульсаций потока;
- при переходе в область турбулентного режима обдува отмечено возрастание как локальной, так и технической напряженности и появление колебаний столба дуги относительно оси потока, которые, в свою очередь, приводят к увеличению амплитуды пульсаций напряженности;
- при распространении струи в спутном потоке из-за торможения потока на кромке сопла образуется провал скорости, как в следе за телом; в следе также генерируется дополнительная вязкость, интенсифицирующая смешение (анализ многочисленных экспериментов и условий, в которых они производились, а также конструктивных особенностей различных устройств показывает, что наиболее сильное влияние оказывает начальная неравномерность распределения параметров (начальные пограничные слои);
- известно, что на срезе даже хорошо спрофилированного сопла (диаметр которого равен d) толщина пограничного слоя (δ) достаточно велика, т.е. δ≥0,05 d, тогда как при истечении из трубы с полностью развитым профилем значение δ=0,5 d, так что в общем случае, выполняется соотношение 0,05 d≤δ≤0,5 d.
При наличии спутного потока и по мере приближения его значения скорости (u1) к скорости струи (u2) (m=u2/u1→1) относительная роль пограничных слоев возрастает, т.к. вязкость, порождаемая разностью скоростей, убывает.
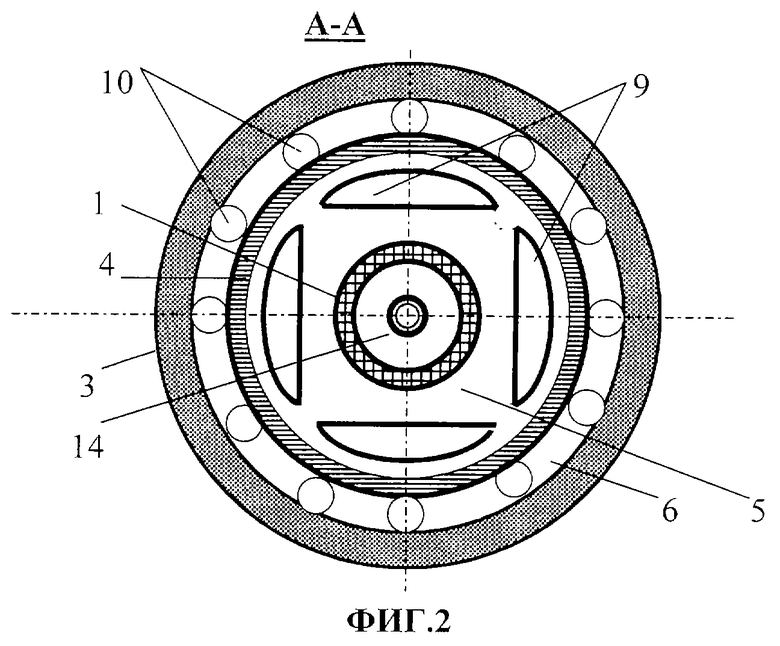
На фиг.1 показан разрез устройства по продольной оси инструмента, на фиг.2 - вид разреза А-А.
На чертежах показаны катод 1, снабженный средством 2 подключения к источнику тока (на чертежах не показан), газоподающее сопло 3, разделенное кольцевой перегородкой 4 на два концентричных относительно катода 1 кольцевых канала 5 и 6, подключенных посредством газоподводящих каналов 7 к источнику газа (на чертежах не показан), разделительная решетка 8, включающая отверстия 9 кольцевого канала 5 (примыкающего к катоду 1), сечениям которых придана форма сегментов, и отверстия 10 кольцевого канала 6, сечениям которых придана форма эллипсов или кругов, кромка 11 газоподающего сопла, уплотнение 12, вставка 13, водоподводящая трубка 14. Кроме того, на чертежах показаны обрабатываемый материал 15, дуговой разряд 16, рабочая зона 17 дугового разряда 16, турбулентный газовый поток 18, зазор 19 между катодом 1 и обрабатываемым материалом 15.
Катод 1 выполнен также из металла с высокой теплопроводностью (меди) в виде стаканчика, разъемно связанного со средством 2 подключения к источнику тока и обращенного к обрабатываемой поверхности "донышком", в центр которого впрессована (циркониевая или гафниевая) вставка 13. Средство 2 подключения к источнику тока выполнено в виде трубки из электропроводящего материала, например металла, и электрически связано с источником тока. В полости средства 2 подключения к источнику тока размещена водоподводящая трубка 14 (полость средства 2 подключения к источнику тока и водоподводящая трубка 14 подключены к системе водяного охлаждения (на чертежах не показана), при этом стык катода и средства 2 подключения к источнику тока снабжен уплотнением 12. Выбор материала вставки 13 катода зависит от материала обрабатываемой поверхности (например, названный вариант ее выполнения пригоден для обработки материалов на основе железа и его сплавов, тогда как при обработке титана и некоторых других материалов вставка 13 должна быть изготовлена из вольфрама). Катод 1 на 0,3-0,7 своего диаметра выступает за кромку 11 газоподающего сопла 3. Вставка 13 не должна выступать за пределы катода 1.
Газоподающее сопло 3 выполнено цилиндрическим из металла с высокой теплопроводностью (меди). Газоподводящие каналы 7 выполнены в виде металлических трубопроводов (не менее 2), которые одним концом примыкают к разделительной решетке 8, а другим подключены к источнику газа (на чертежах не показан) посредством гибких шлангов, надеваемых на штуцера (на чертежах не показаны), которыми заканчиваются свободные концы газоподводящих каналов 7. Представляется целесообразным располагать выпускные отверстия газоподводящих каналов на двух окружностях, концентричных относительно продольной оси средства 2 подключения к источнику тока.
Отверстия 9 и отверстия 10 выполнены в виде струеформирующих сопел (что обеспечивается соответствующей толщиной разделительной решетки 8 и соответствующим профилированием поверхности отверстий) и направлены вдоль продольной оси катода 1.
Высота кольцевой перегородки 4 составляет 0,3-0,6 от величины расстояния от разделительной решетки 8 до кромки 11 газоподающего сопла 3.
Выбор газа для обдува столба дугового разряда 16 зависит от материала обрабатываемой поверхности (например, для обработки материалов на основе железа и его сплавов может использоваться воздух, при обработке титана, алюминия и т.п. это может быть аргон).
Заявленное устройство работает следующим образом.
Инструмент размещают у поверхности обрабатываемого материала 15, включают в работу источник газа, систему водяного охлаждения катода 1 и источник тока (на чертежах не показаны). В результате касания обрабатываемой поверхности катодом 1 формируется дуговой разряд 16 в зазоре 19 между катодом 1 и обрабатываемым материалом 15 (вернее дуговой разряд 16 "привязан" к вставке 13 катода 1). На начальном этапе формирования дугового разряда целесообразно пользоваться известным приемом: использовать технологическую планку, т.е. кусок металла, электрически связанный с обрабатываемой поверхностью, на котором "зажигают" электрическую дугу, т.е. формируют дуговой разряд 16, производят операции по стабилизации ее горения и только после стабилизации параметров дуги ее переводят на обрабатываемую поверхность (это позволяет избежать возможных "прожогов" и других ее повреждений обрабатываемой поверхности). Струи газа (в устройстве, показанном на чертежах, число этих струй существенно больше двух) подают спутно (т.е. в одном направлении), придавая им значения скоростей, близкие друг другу (в идеале - равные), и обеспечивают возможность их свободного взаимодействия друг с другом (т.е. отдельные струи, формируемые в кольцевых каналах 5 и 6 (отверстиями 9 и 10) не разделяют перегородками, в пределах таких каналов). При взаимодействии струй друг с другом происходит турбулизация кольцеобразных газовых потоков, двигающихся по кольцевым каналам 5 и 6. После выхода упомянутых газовых потоков за кромку кольцевой перегородки 4 они начинают взаимодействовать друг с другом, что обеспечивает высокую степень турбулентности газового потока 18.
В результате обдува дугового разряда 16 турбулентным газовым потоком 18 с высокой степенью турбулентности сплошной столб дугового разряда 16 разделяется (в рабочей зоне 17, т.е. на контакте с обрабатываемым материалом 15) на множество отдельных, одновременно существующих дуговых разрядов, что обеспечивает многократное увеличение размеров площади поверхности обрабатываемого материала 15, одновременно взаимодействующей с дуговым разрядом 16 (по аналогии рабочая зона 17 столба дугового разряда 16 становится похожа на малярную кисть, тогда как начальный участок столба дугового разряда 16 будет похож на рукоять этой кисти).
После этого соответственно перемещая инструмент, рабочую зону 17 дугового разряда 16 перемещают на участок поверхности обрабатываемого материала 15, подлежащий обработке (на расстоянии 7-10 мм от его поверхности), со скоростью, обеспечивающей заданные параметры легирования обрабатываемой поверхности (если инструмент используют не для легирования обрабатываемой поверхности, а только для местного прогрева материала, например для обеспечения его формоизменения, последовательность работ не отличается от описанной, кроме режимных характеристик - расстояния до поверхности и скорости перемещения вдоль нее, которые определяются толщиной материала и его физико-механическими свойствами).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКОЙ ДУГОЙ ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ МЕТАЛЛА | 2003 |
|
RU2256538C2 |
| СПОСОБ ФОРМИРОВАНИЯ ЛЕГИРУЮЩЕГО ПОКРЫТИЯ | 2003 |
|
RU2259421C2 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКОЙ ДУГОЙ | 2003 |
|
RU2257983C2 |
| Способ дуговой обработки | 1979 |
|
SU870041A1 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| СПОСОБ АРГОНОДУГОВОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ, ПОЛУЧЕННЫХ ЛИНЕЙНОЙ СВАРКОЙ ТРЕНИЕМ | 2012 |
|
RU2524037C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ ИЗ КАРБИДА ТИТАНА | 2009 |
|
RU2424352C2 |
| СПОСОБ ЭЛЕКТРОТЕРМИЧЕСКОЙ ПЕРЕРАБОТКИ ДИСПЕРСНОГО МАТЕРИАЛА В ПСЕВДООЖИЖЕННОМ СЛОЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2663425C1 |
| Горелка для дуговой сварки в среде защитных газов | 1982 |
|
SU1057217A2 |
| ГАЗОВАЯ ГОРЕЛКА | 2011 |
|
RU2479790C2 |
Изобретение относится к электротермической обработке металлов, в частности к инструменту для электротермической обработки металлов, и может быть использовано в различных отраслях машиностроения. Катод инструмента имеет средство подключения к источнику тока и размещен в газоподводящем сопле, разделенном кольцевой перегородкой на два, концентричных относительно катода, кольцевых канала, подключенных посредством газоподводящих каналов к источнику газа. Газоподводящее сопло выполнено цилиндрическим и имеет средство турбулизации газа, выполненное в виде разделительной решетки, размещенной на сопряжении кольцевых и газоподводящих каналов. Отверстия разделительной решетки размещены концентрично вокруг катода и выполнены в виде струеформирующих сопел, направленных вдоль продольной оси катода. В результате обработки инструментом повышаются размеры площади рабочей зоны на контакте дугового разряда и обрабатываемого материала и снижается плотность энергии в этой зоне. 5 з.п. ф-лы, 2 ил.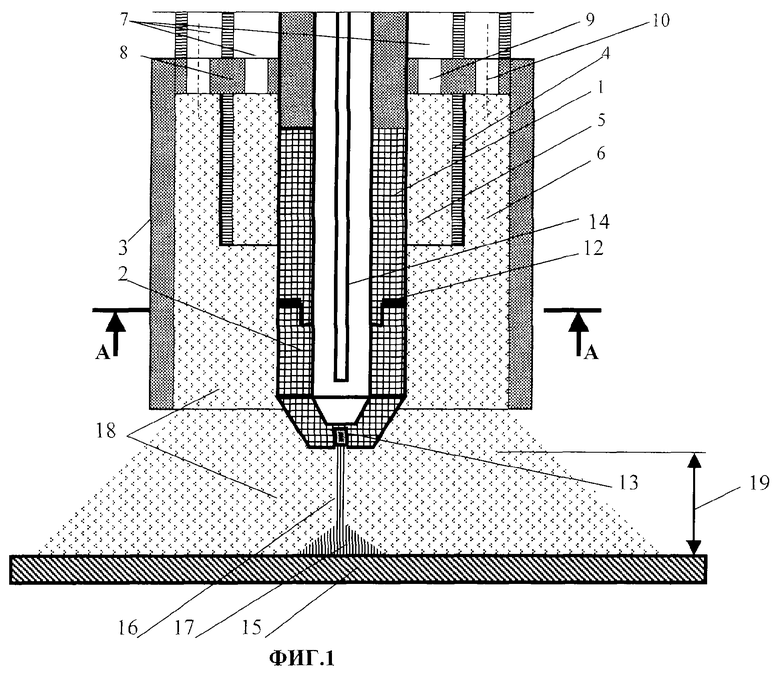
| ДОСТОВАЛОВ В.А | |||
| "Газодинамическое управление термической плазмой", Владивосток, изд-во ДВГТУ, 2000, С.135-136, рис.63 | |||
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН | 2001 |
|
RU2206964C1 |
| ПЛАЗМОТРОН ДЛЯ НАПЫЛЕНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1991 |
|
RU2005584C1 |
| ВОЗДУШНЫМ ОХЛАЖДЕНИЕМ ДЛЯ ПЛАЗМЕННО- ДУГОВОЙ РЕЗКИ МЕТАЛЛОВ | 0 |
|
SU248107A1 |
| Устройство для ввода информации | 1987 |
|
SU1425640A1 |
| «Сварка в машиностроении», т.1 под ред | |||
| Н.А.ОЛЬШАНСКОГО, М., Машиностроение, 1978, с.447-450, рис.93, с.450, рис.96. | |||

