Изобретение относится к методам управления электрической дугой и может быть использовано в процессах электродуговой обработки материалов.
Известен способ управления электрической дугой, включающий формирование дугового разряда в зазоре между катодом, размещенным в газоподающем сопле инструмента для электротермической обработки материалов, и обрабатываемым материалом и обдув начального участка дугового разряда тангенциально направленным газовым потоком (см. книгу. В.А.Достовалова. Газодинамическое управление термической плазмой. Владивосток: Изд-во ДВГТУ, 2000, с.172-176).
Недостаток этого решения определяется тем, что фактически при его реализации имеет место обжатие дугового разряда закрученным вокруг него газовым потоком, т.е. уменьшение поперечного сечения дугового разряда, что снижает эффективность работ по формированию легирующих покрытий на поверхности деталей достаточно больших размеров, поскольку приводит к уменьшению размеров единовременно обрабатываемой рабочей зоны и также повышению плотности энергии в анодном пятне, что приводит к разрушению поверхности при поверхностной термообработке.
Известен также способ управления электрической дугой, включающий формирование дугового разряда в зазоре между катодом, размещенным в газоподающем сопле инструмента для электротермической обработки материалов, и обрабатываемым материалом и обдув дугового разряда газовым потоком (см. книгу. В.А.Достовалова. Газодинамическое управление термической плазмой. Владивосток: Изд-во ДВГТУ, 2000, с.134).
Недостаток этого решения определяется тем, что фактически при его реализации осуществляется обдув начального участка дугового разряда газовым потоком, сформированным в кольцевой газовый кожух вокруг дугового разряда, при этом в результате такого воздействия фактически имеет место обжатие столба дугового разряда. Таким образом, при использовании инструментов, реализующих известный способ управления электрической дугой, имеет место уменьшение размеров площади поперечного сечения на рабочем участке столба дугового разряда, что вследствие повышения плотности энергии в столбе опасно разрушением (проплавлением, разрезанием) обрабатываемой поверхности, а если такая вероятность невелика (например, из-за повышенной термостойкости обрабатываемого материала), то снижается эффективность работ по формированию легирующих покрытий на поверхности деталей достаточно большой площади.
Задачей, на решение которой направлено заявленное решение, является увеличение размеров площади поперечного сечения столба дугового разряда на его рабочем участке.
Технический результат, получаемый при решении поставленной задачи, выражается в повышении производительности процесса формирования легирующего покрытия (за счет увеличения размеров площади поперечного сечения столба дугового разряда, на его рабочем участке при одновременном уменьшении удельной плотности энергии на в этой зоне дугового разряда) и тем самым обеспечении возможности обработки деталей достаточно больших размеров и расширении диапазона обрабатываемых материалов по их теплостойкости.
Поставленная задача решается тем, что способ управления электрической дугой, включающий формирование дугового разряда в зазоре между катодом, размещенным в газоподающем сопле инструмента для электротермической обработки материалов и обрабатываемым материалом и обдув дугового разряда газовым потоком, отличается тем, что обдув дугового разряда осуществляют газовым потоком с высокой степенью турбулентности. Кроме того, газовый поток турбулизируют до его выхода из газоподающего сопла инструмента для электротермической обработки материалов.
Сопоставительный анализ признаков заявленного решения с признаками прототипа и аналогов свидетельствует о соответствии заявленного решения критерию "новизна".
Признаки отличительной части формулы изобретения решают следующие функциональные задачи:
Признак "обдув дугового разряда осуществляют газовым потоком с высокой степенью турбулентности" обеспечивает возможность разделения канала дугового разряда на множество отдельных, одновременно существующих дуговых разрядов, что обеспечивает увеличение размеров площади рабочей зоны на контакте дугового разряда и обрабатываемого материала.
Признаки второго пункта формулы обеспечивают повышение эффективности процесса турбулизации газового потока.
В основе предлагаемого способа управления электрической дугой положены следующие положения:
- известно, что влияние турбулентности потока сказывается не только на изменении структуры и формы столба, но и на величине напряженности электрического поля;
- известно, что изменение напряженности электрического поля и длины дуги в турбулентном потоке пропорционально квадрату степени турбулентности;
- исследование закономерностей развития неустойчивости дуги показало, что имеется два ее вида: один - обусловленный воздействием магнитогидродинамичесих сил, а второй - обусловленный влиянием турбулентных пульсаций потока;
- при переходе в область турбулентного режима обдува отмечено возрастание как локальной, так и технической напряженности электрического поля и появление колебаний столба дуги относительно оси потока, которые, в свою очередь, приводят к увеличению амплитуды пульсаций напряженности.
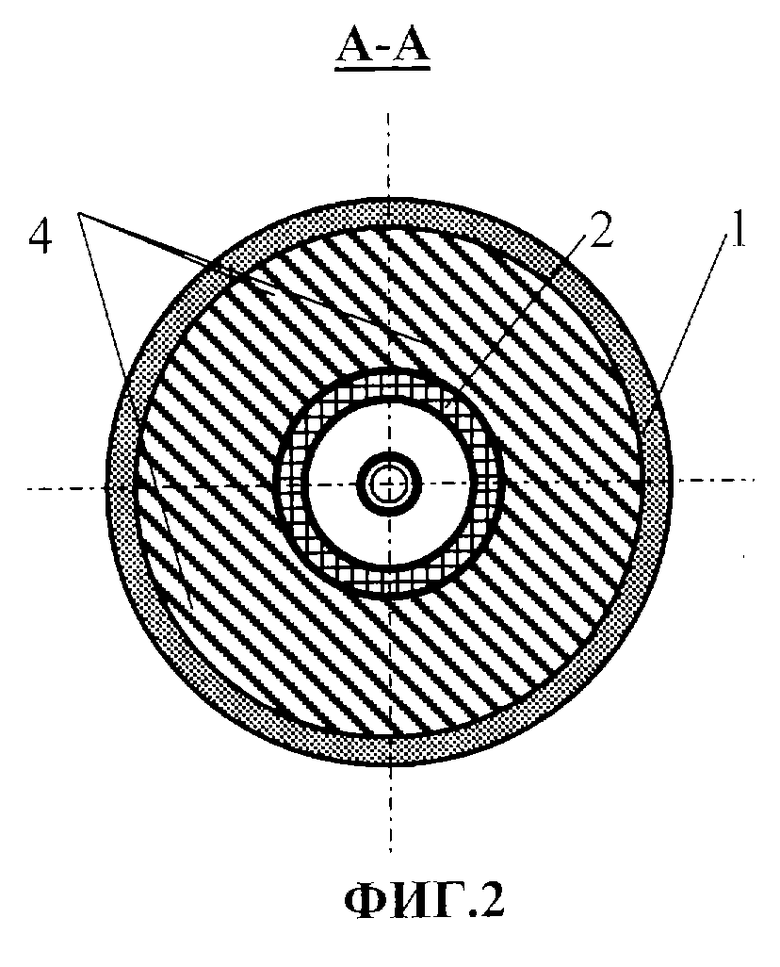
На фиг.1 показана схема устройства, обеспечивающего реализацию заявленного способа; на фиг.2 показан поперечный разрез (А-А) через газоподающее сопло со стороны обрабатываемого материала.
Для реализации заявленного способа используется инструмент для электротермической обработки материалов, содержащий газоподающее сопло 1, катод 2, размещенный в газоподающем сопле, газоподводящий канал 3, турбулизатор 4. Кроме того, на чертеже показаны обрабатываемый материал 5, дуговой разряд 6, рабочая зона 7 дугового разряда 6, турбулентный газовый поток 8, зазор 9 между катодом 2 и обрабатываемым материалом 5, вставка 10.
Газоподающее сопло 1 выполнено из металла с высокой теплопроводностью (меди), катод 2, размещенный в газоподающем сопле, выполнен также из металла с высокой теплопроводностью (меди), в виде стаканчика, обращенного "донышком" к обрабатываемой поверхности, в центр которого впрессована (циркониевая или гафниевая) вставка 10. Катод 2 подключен к системе водяного охлаждения и источнику тока (на чертежах не показаны). Выбор материала вставки 10 катода зависит от материала обрабатываемой поверхности (например, названный вариант ее выполнения пригоден для обработки материалов на основе железа и его сплавов, тогда как при обработке титана и некоторых других материалов вставка 10 должна быть изготовлена из вольфрама). Вставка 10 должна на 5-7 мм выступать наружу (за пределы газоподающего сопла 1). Газоподводящий канал 3 имеет кольцевое сечение, связан с зазором между катодом 2 и внутренней поверхностью газоподающего сопла 1. Он выполнен из металла и подключен к источнику газа (на чертежах не показан), при этом его выпускное отверстие размещено вокруг катода 2 с возможностью взаимодействия газового потока с турбулизатором 4.
Выбор газа для обдува столба дугового разряда 6 зависит от материала обрабатываемой поверхности (например, для обработки материалов на основе железа и его сплавов может использоваться воздух, при обработке титана, алюминия и т.п. это может быть аргон).
Турбулизатор 4 выполнен в виде решетки, перекрывающей выпускное отверстие газоподводящего канала 3. Кроме того, турбулизатор 4 может быть выполнен в виде искусственной шероховатости внутренней поверхности газоподающего сопла 1 и внешней поверхности катода 2.
Заявленный способ осуществляется следующим образом.
Инструмент для электротермической обработки материалов размещают у поверхности обрабатываемого материала 5, включают в работу источник газа, систему водяного охлаждения катода 2 и источник тока (на чертежах не показаны). В результате касания обрабатываемой поверхности 5 вставкой 10 формируется дуговой разряд 6 в зазоре 9 между катодом 2 и обрабатываемым материалом 5 (вернее дуговой разряд 6 привязан к вставке 10 катода 2). На начальном этапе формирования дугового разряда 6 целесообразно пользоваться известным приемом - использовать технологическую планку, т.е. кусок металла, электрически связанный с обрабатываемой поверхностью, на котором "зажигают" электрическую дугу, производят операции по стабилизации ее горения и только после стабилизации параметров дуги ее переводят на обрабатываемую поверхность (это позволяет избежать возможных "прожогов" и других ее повреждений обрабатываемой поверхности). Струи газа проходя через турбулизатор 4 приобретают высокую степень турбулентности.
В результате обдува дугового разряда 6 турбулентным газовым потоком 8 с высокой степенью турбулентности сплошной столб дугового разряда 6 разделяется (в рабочей зоне 7, т.е. на контакте с обрабатываемым материалом 5) на множество отдельных, одновременно существующих дуговых разрядов, что обеспечивает многократное увеличение размеров площади поверхности обрабатываемого материала 5, одновременно взаимодействующей с дуговым разрядом 6.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКОЙ ДУГОЙ ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ МЕТАЛЛА | 2003 |
|
RU2256538C2 |
| ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2003 |
|
RU2257982C2 |
| СПОСОБ ФОРМИРОВАНИЯ ЛЕГИРУЮЩЕГО ПОКРЫТИЯ | 2003 |
|
RU2259421C2 |
| СПОСОБ АРГОНОДУГОВОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ, ПОЛУЧЕННЫХ ЛИНЕЙНОЙ СВАРКОЙ ТРЕНИЕМ | 2012 |
|
RU2524037C1 |
| Способ дуговой обработки | 1979 |
|
SU870041A1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ ИЗ КАРБИДА ТИТАНА | 2009 |
|
RU2424352C2 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| УСТРОЙСТВО ДЛЯ ДИНАМИЧЕСКОЙ ПЛАЗМЕННОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1999 |
|
RU2163424C1 |
| СВЧ ПЛАЗМОХИМИЧЕСКИЙ РЕАКТОР | 2004 |
|
RU2270536C9 |
| СПОСОБ ФОРМИРОВАНИЯ ДУГОВОГО РАЗРЯДА В ПЛАЗМОТРОНЕ | 2007 |
|
RU2355135C1 |
Изобретение относится к способам управления электрической дугой при электродуговой обработке материалов и может быть использовано в различных отраслях машиностроения. Управление электрической дугой включает формирование дугового разряда в зазоре между катодом, размещенным в газоподающем сопле инструмента для электротермической обработки материалов, и обрабатываемым материалом и обдув дугового разряда газовым потоком. Обдув дугового разряда осуществляют газовым потоком с высокой степенью турбулентности. Газовый поток турбулизируют до его выхода из газоподводящего сопла инструмента для электротермической обработки материалов. В результате увеличивается размер площади поперечного сечения столба дугового разряда на его рабочем участке, что позволяет обрабатывать детали достаточно больших размеров. 1 н.п. ф-лы, 2 ил.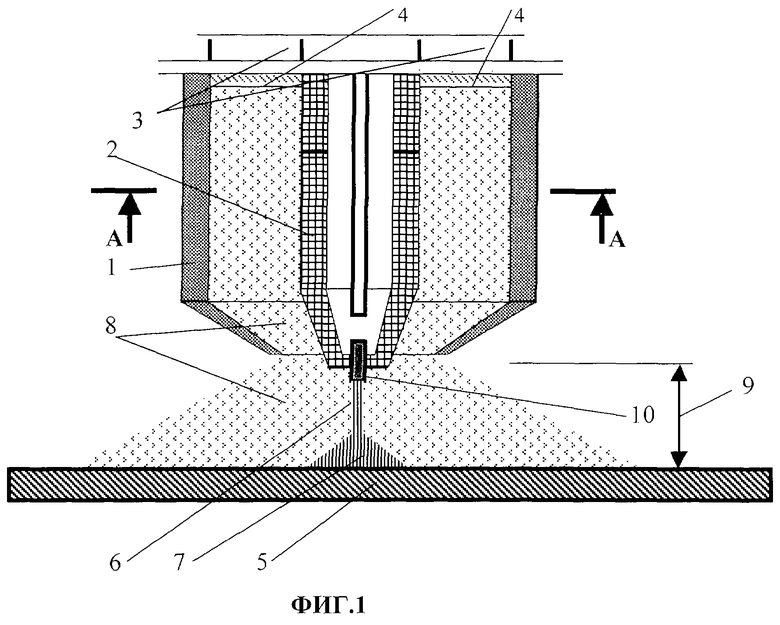
Способ управления электрической дугой, включающий формирование дугового разряда в зазоре между катодом, размещенным в газоподающем сопле инструмента для электротермической обработки материалов, и обрабатываемым материалом и обдув дугового разряда газовым потоком, отличающийся тем, что обдув дугового разряда осуществляют газовым потоком с высокой степенью турбулентности, при этом газовый поток турбулизируют до его выхода из газоподводящего сопла инструмента для электротермической обработки материалов.
| ДОСТОВАЛОВ В.А | |||
| «Газодинамическое управление термической плазмой», Владивосток, изд-во ДВГТУ, 2000, с.134 | |||
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН | 2001 |
|
RU2206964C1 |
| ВОЗДУШНЫМ ОХЛАЖДЕНИЕМ ДЛЯ ПЛАЗМЕННО- ДУГОВОЙ РЕЗКИ МЕТАЛЛОВ | 0 |
|
SU248107A1 |
| «Сварка в машиностроении», т.1 под ред | |||
| ОЛЬШАНСКОГО Н.А., М., Машиностроение, 1978, с.447-450, рис.93, с.450, рис.96 | |||
| БОРИСОВ Ю.С | |||
| и др | |||
| «Газотермические покрытия из порошковых материалов», | |||

