Заявляемое техническое решение относится к области машиностроения, в частности к автомобилестроению, и может быть использовано при сварке элементов кузовов автомобилей (толщина свариваемого металла до 4 мм) и другой аналогичной продукции сварочными клещами, установленными на сварочных роботах, а также при сварке стационарными и ручными клещами.
Известен пневмопривод (см. черт. №690100070590000С3. листы 6...7 ВАЗ. ПТО,КО ГПП. 2001 г., передан в ОНТИ завода в ноябре 2003 г.) для приводов сварочных клещей, содержащий источник сжатого воздуха, блок подготовки воздуха, редукционный клапан, реле давления, пневмооборудование заточки электродов сварочных клещей, пневмооборудование сварочных клещей и электрическую систему управления. В этом пневмоприводе установлен редукционный клапан, который не имеет возможности изменять давление сжатого воздуха во время рабочего цикла технологического оборудования, поэтому усилие на электродах сварочных клещей остается постоянным при сварке деталей и при заточке электродов от нагара и окислов. Из-за завышенного усилия при заточке происходит интенсивная потеря формы электродов, что приводит к потере качества сварных точек и частой смене электродов.
Известна пневмосистема (см. черт.№69700989000000П3, ВАЗ, ПТО, КО ГПП. 2001 г., передан в ОНТИ завода в ноябре 2003 г.) содержащая источник сжатого воздуха, блок подготовки воздуха, реле давления, редукционный клапан с пропорциональным управпением, пневмооборудование сварочных клещей и систему управления. Эта пневмосистема принята заявителем за прототип. В данной пневмосистеме установлен редукционный клапан с пропорциональным управлением, имеющий возможность изменять давление сжатого воздуха во время рабочего цикла технологического оборудования. В состав редукционного клапана с пропорциональным управлением входит также датчик давления, который через электрическую систему управления позволяет контролировать наличие установленного давления. Такое решение универсально, но избыточно при контактной сварке деталей с малой толщиной металла и с одними и теми же параметрами. Для обеспечения надежной работы редукционного клапана с пропорциональным управлением необходима установка воздушного фильтра тонкой очистки и отдельного электронного модуля управления редукционным клапаном с пропорциональным управлением. Кроме того, редукционные клапаны работают неустойчиво при низких выходных давлениях сжатого воздуха. Для наладки и обслуживания необходим подготовленный персонал.
Технической задачей, решаемой заявляемым изобретением, является упрощение конструкции пневмопривода, улучшение качества продукции, повышение удобства и надежности эксплуатации.
Для решения поставленной задачи пневмопривод контактной точечной сварки, включающий источник сжатого воздуха, соединенный через блок подготовки воздуха с пневмооборудованием заточки электродов, пневмооборудование сварочных клещей, снабжен регулятором давления, включающим двухпозиционный четырех- или пятилинейный электропневмораспределитель, вход которого является входом регулятора давления, и соединен с выходом блока подготовки воздуха, а выходы соединены с входами редукционных клапанов, выходы которых последовательно подключены к входам реле давлений и обратных клапанов, выходы обратных клапанов объединены и являются выходом регулятора давления, соединенным с пневмооборудованием сварочных клещей. Сопоставительный анализ с прототипом показывает, что заявляемое изобретение отличается тем, что пневмопривод снабжен регулятором давления, включающим двухпозиционный четырех- или пяти линейный электропневмораспределитель, вход которого является входом регулятора давления и соединен с выходом блока подготовки воздуха, а выходы соединены с входами редукционных клапанов, выходы которых последовательно подключены к входам реле давлений и обратных клапанов, выходы обратных клапанов объединены и являются выходом регулятора давления, соединенным с пневмооборудованием сварочных клещей.
Таким образом заявляемый пневмопривод соответствует изобретательскому уровню.
Отсутствие в пневмоприводе редукционного клапана с пропорциональным управлением, воздушного фильтра тонкой очистки и электронного модуля управления редукционным клапаном ведет к упрощению конструкции пневмопривода, повышению удобства эксплуатации. Улучшение качества продукции и надежность эксплуатации достигается введением в электропривод регулятора давления, что дает возможность регулировать давление в пневмоцилиндре сварочных клещей, что обеспечивает регулировку усилий на сварочных электродах, а это позволяет во время заточки удалять нагар, образующийся на электродах во время режима сварки, не нарушая геометрию профиля электродов длительное время, обеспечивая качество сварки деталей, а также обеспечивается бережное использование режущего инструмента (фрезы) в режиме заточки. Не требуется высокая квалификация обслуживающего персонала для наладки и эксплуатации пневмопривода, т.к. давление устанавливается непосредственно редукционным клапаном по результатам сварки деталей и установке минимально возможного усилия на клещах при заточке. При бережной заточке электродов длительное время не теряется геометрия электродов, что напрямую влияет на качество сварки деталей и увеличивается срок службы электродов. При минимальных возможных усилиях на заточке, которые обеспечиваются редукционным клапаном, снижается вероятность поломок зубьев высокоскоростной фрезы, используемой для заточки электродов.
Сравнение заявляемого решения не только с прототипом, но и с другими техническими решениями в данной области техники, не позволило выявить в них вышеописанной совокупности признаков, что позволяет сделать вывод о соответствии заявляемого решения критерию "новизна".
На чертеже представлена принципиальная схема пневмопривода контактной точечной сварки.
Пневмопривод контактной точечной сварки содержит источник 1 сжатого воздуха, подключенный через блок 2 подготовки воздуха, включающий водоотделитель 3, ручной клапан 4 аварийного отключения подачи воздуха от источника 1 сжатого воздуха, фильтр 5 влагоотделитель, реле 6 давления контроля наличия сжатого воздуха, манометр 7, пневмооборудование 8 заточки электродов, регулятор 9 давления, где устанавливается необходимый уровень давления", и пневмооборудование 10 сварочных клещей 11. Регулятор 9 давления содержит двухпозиционный электропневмораспределитель 12, вход Р которого соединен с выходом блока 2 подготовки воздуха, а выходы А и В соединены с входами редукционных клапанов 13 и 14, один из которых, например редукционный клапан 13, определяет уровень давления при заточке электродов 15 и 16 сварочных клещей 11 (низкий уровень давления), а редукционный клапан 14 определяет уровень давления сжатого воздуха на сварочных клещах 11 при сварке деталей (высокий уровень давления) - детали на чертеже не показаны. Для контроля наличия давления в ветках с низким и высоким уровнем давления установлены соответственно два реле давления 17 и 18. Два обратных клапана 19 и 20 установлены последовательно с редукционными клапанами 13 и 14 и их выходы объединены между собой и последовательно соединены с входом пневмооборудования 10 сварочных клещей 11. Пневмооборудование 10 сварочных клещей 11 включает трехходовый пневмомоцилиндр 21, позволяющий перемещать электроды 15 и 16, злектропневмораспределители 22, 23 и 24 для управления пневмоцилиндром 21, обратный клапан 25 и клапан 26 давления. Пневмоцилиндр 21 имеет три подвода сжатого воздуха: центральный подвод 27 (для сжатия свариваемых деталей электродами 15 и 16 или заточке электродов 15 и 16), боковой подвод 28 (для подвода электродов 15 и 16 к свариваемым деталям) и подвод 29 (для возвращения электродов 15 и 16 в исходное положение, на чертеже клещи 11 находятся в исходном положении) и два поршня: поршень 30 для подвода электродов 15 и 16 к свариваемым деталям и поршень 31 для сжатия свариваемых деталей электродами 15 и 16 или при заточке электродов 15 и 16 и возврата электродов 15 и 16 в исходное положение. Пневмооборудование 8 заточки электродов 15 и 16 включает устройство 32 удаления стружки, состоящее из эжектора 33, электропневмораспределителя 34 включения эжектора 33 и пневмопривода 35 фрезы (на чертеже не показана) для снятия стружки с электродов 15 и 16 при их заточке, состоящее из пневмомотора 36 и электропневмораспределителя 37. Давление сжатого воздуха при подаче его на устройство удаления стружки 32 и пневмопривод 35 фрезы регулируется редукционными клапанами 38 и 39 соответственно. Привод фрезы может быть осуществлен также электрическим приводом (на чертеже не показан). Управление и контроль за рабочим циклом осуществляет электрическая система управления (на чертеже не показана).
Пневмопривод контактной точечной сварки работает следующим образом. После включения ручного клапана 4 подачи воздуха очищенный через водоотделитель 3 и фильтр 5 влагоотделитель сжатый воздух поступает одновременно на регулятор 9 давления и на пневмооборудование 8 заточки электродов. Контроль наличия давления от источника 1 сжатого воздуха осуществляется визуально по манометру 7 и электрической системой управления - по реле 6 давления. Сжатый воздух от блока 2 подготовки воздуха через злектропневмораспределитель 12, установленный в положение "в" - сварка, как показано на чертеже, редукционный клапан 14 и обратный клапан 20 поступает к пневмооборудовании 10 сварочных клещей 11, при этом редукционный клапан 14 определяет уровень давления на сварочных клещах 11, необходимый для качественной сварки деталей. Обратный клапан 19 препятствует сбросу давления в атмосферу через редукционный клапан 13. После подачи команды от электрической системы управления на осуществление рабочего цикла на сварку деталей система управления опрашивает наличие сигналов от реле давления 17 и 18, для осуществления сварки деталей сигнал от реле 18 давления присутствует, а от реле 17 давления отсутствует, в противном случае электрическая система управления прерывает рабочий цикл и извещает о неисправности. Пневмоцилиндр 21 пневмооборудования 10 сварочных клещей 11 находится в исходном положении, т.е. электропневмораспределители 22, 23 и 24 обесточены и поршни 30 и 31 пневмоцилиндра 21 втянуты. При установке пневмоцилиндра 21 в положение сварки деталей (механизм установки, например, сварочный робот и свариваемые детали на чертеже не показаны) включаются электропневмораспределители 22 и 24, сжатый воздух через злектропневмораспределитель 22 поступает на подвод 28 и через подвод 29, электропневмораспределитель 24 и клапан 26 давления стравливается в атмосферу, при этом поршень 30 перемещается до упора - происходит предварительный подвод электродов 15 и 16 до свариваемых деталей без соприкосновения с последними. что позволяет быстро переходить от одной свариваемой точки к другой. При установке электродов 15 и 16 сварочных клещей 11 в позицию сварки конкретной точки включается дополнительно электропневмораспределитель 23, сжатый воздух через электропневмораспределитель 23 и центральный подвод 27 поступает на поршень 31 - электроды 15 и 16 окончательно подходят к свариваемым деталям и сжимают их. Далее на электроды 15 и 16 подается сварочный ток и производится точечная сварка. После окончания сварки напряжение с электропневмораспределителей 23 и 24 снимается и поршень 31 доходит до упора в поршень 30 - электроды 15 и 16 разводятся до положения предварительного подвода. При установке клещей 11 в положение сварки следующей точки снова включаются дополнительно электропневмораспределители 23 и 24 и цикл сварки повторяется - до сварки всех точек согласно технологическому процессу. Затем, при снятии напряжения с электропневмораспределителей 22, 23 и 24, сжатый воздух подается в подвод 29 и стравливается через подводы 27 и 28 в атмосферу, поршни 30 и 31 перемещаются в исходное положение. После этого механизм установки клещей 11, например сварочный робот, отводит сварочные клещи 11 или в положение следующего цикла сварки или в положение заточки электродов 15 и 16 (по мере их износа, например, через определенное количество сваренных точек). В последнем случае подается напряжение на магнит "а" - заточка и сжатый воздух от блока 2 подготовки воздуха через электропневмораспределитель 12, редукционный клапан 13, обратный клапан 19 поступает на пневмооборудование 10 сварочных клещей 11. При этом редукционный клапан 13 обеспечивает на выходе давление ниже, чем на редукционном клапане 14 для обеспечения усилия зажима на клещах 11, не превышающего допустимого при заточке электродов 15 и 16. Далее электрическая система управления (на чертеже не показана) опрашивает наличие электрических сигналов на реле давления 17 и 18 - при наличии сигнала на реле давления 17 и отсутствии сигнала на реле 18 давления система управления подает команду на включение пневмооборудования 8 заточки электродов и на механизм установки клещей, например сварочный робот, для подвода электродов 15 и 16 к фрезе заточки электродов. Электропневмораспределитель 37 включает пневмомотор 36 пневмопривода 35 фрезы, одновременно с ним включается электропневмораспределитель 34 устройства 32 удаления стружки и, посредством эжектора 33, стружка, при подводе электродов 15 и 16 к фрезе, удаляется из зоны резания в накопительный резервуар (на чертеже не показан). Рабочий цикл пневмооборудования 10 сварочных клещей 11 при сжатии электродов 15 и 16 с двух сторон фрезы (на чертеже не показано) аналогичен рабочему циклу при сварке деталей. Длительность заточки электродов 15 и 16 определяет электрическая система управления. После окончания заточки электродов 15 и 16 отключаются электропневмораспределители 34 и 37, электроды 15 и 16 клещей 11 устанавливаются в исходное положение, механизм установки клещей 11, например сварочный робот, отводит клещи 11 от устройства заточки электродов. Затем подается электрический сигнал на электромагнит "в" электропневмораспределителя 12 и система управления опрашивает наличие сигналов на реле давления 17 и 18. Пневмопривод снова установлен в положение готовности к началу цикла сварки деталей.
Таким образом, предлагаемый пневмопривод позволяет устанавливать необходимый уровень давлений в пневмоцилиндре сварочных клещей, а также, соответственно, усилия на сварочных электродах, в зависимости от режима работы сварочных клещей при сварке деталей или заточки электродов, и контролировать наличие необходимых давлений в автоматическом режиме, что позволяет упростить пневмопривод технологического оборудования для контактной сварки, улучшить качество продукции, повысить удобство и надежность в эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневмопривод машины для контактной точечной сварки | 1990 |
|
SU1759582A1 |
| СВАРОЧНЫЕ КЛЕЩИ | 2009 |
|
RU2449869C2 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2013 |
|
RU2542187C2 |
| Электроконтактная сварочная машина для восстановления и упрочнения деталей | 1989 |
|
SU1703332A1 |
| Пневмогидравлическая система многоэлектродной машины для контактной сварки | 1977 |
|
SU659316A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2465109C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2455135C1 |
| АДАПТИВНЫЙ ПНЕВМОГИДРАВЛИЧЕСКИЙ РОБОТ | 2002 |
|
RU2224637C1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ, АРМАТУРЫ, ТРУБ, ДЛИННОМЕРНОГО МЕТАЛЛОПРОКАТА (ВАРИАНТЫ) И МАШИНА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ФИГУРНЫМ ХОДОМ ВЕРХНЕГО ЭЛЕКТРОДА (ВАРИАНТЫ) | 2012 |
|
RU2533067C2 |
| Устройство для автоматического управления режимом точечной контактной электросварки | 1979 |
|
SU872114A1 |
Изобретение относится к области машиностроения, в частности к автомобилестроению, и может быть использовано при сварке элементов кузовов автомобилей (толщина свариваемого металла до 4 мм) и другой аналогичной продукции сварочными клещами, установленными на сварочных роботах, а также при сварке стационарными и ручными клещами. Пневмопривод имеет регулятор давления с двухпозиционным электропневмораспределителем, редукционными клапанами, реле давлений и обратными клапанами. Введение в пневмопривод регулятора давления дает возможность регулировать давление в пневмоцилиндре сварочных клещей для обеспечения регулировки усилий на сварочных электродах. Давление устанавливается редукционным клапаном по результатам сварки деталей и установке минимально возможного усилия на клещах при заточке. В результате достигается упрощение конструкции электропривода, улучшение качества продукции, повышение удобства и надежности эксплуатации. 1 ил.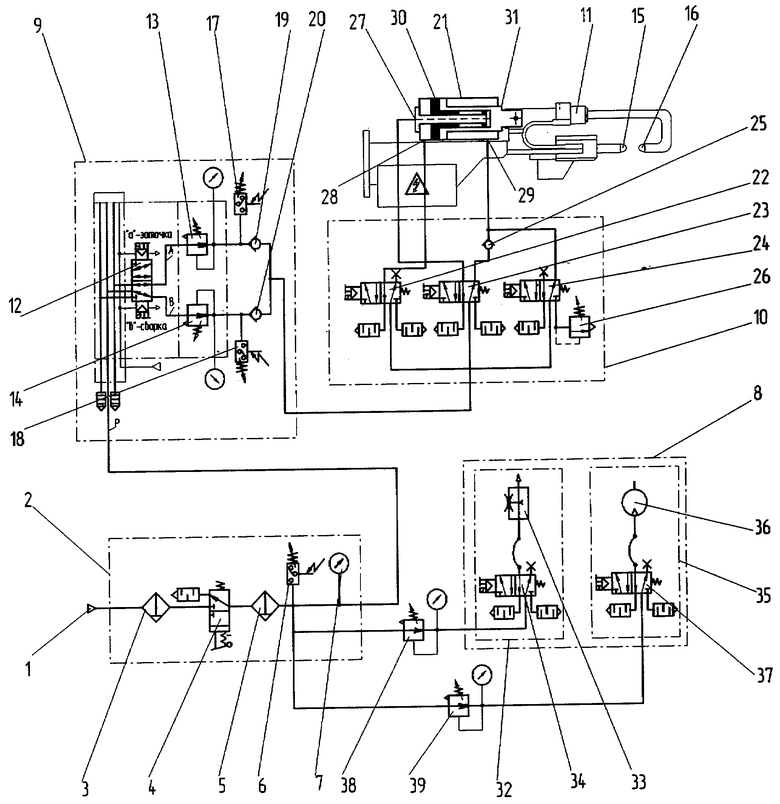
Пневмопривод контактной точечной сварки, включающий источник сжатого воздуха, соединенный через блок подготовки воздуха с пневмооборудованием заточки электродов, пневмооборудование сварочных клещей, отличающийся тем, что пневмопривод снабжен регулятором давления, включающим двухпозиционный четырех- или пятилинейный электропневмораспределитель, вход которого является входом регулятора давления и соединен с выходом блока подготовки воздуха, а выходы соединены с входами редукционных клапанов, выходы которых последовательно подключены к входам реле давлений и обратных клапанов, выходы обратных клапанов объединены и являются выходом регулятора давления, соединенного с пневмооборудованием сварочных клещей.
| черт | |||
| №69700989000000ПЗ ,ВАЗ, ПТО, КО ГПП ,2001, передан в ОНТИ завода, ноябрь 2003.SU 632523 A, 25.11.1978.SU 1433684 А1, 30.10.1988.SU 1349926 А1, 07.11.1987.US 5906755 A, 25.05.1999.GB 1385427, 26.02.1975. |

