Изобретение относится к устройствам для снятия остаточных напряжений в цилиндрических деталях типа труб, оболочек, изготовленных с применением сварки встык.
Известно устройство для снятия внутренних напряжений в металлических деталях, закрепленных на вибростенде, содержащее нагружающее устройство в виде сосредоточенной массы, создающее вибрации на резонансной частоте [1].
Недостатком известного устройства является ограниченность грузоподъемности вибростендов и необходимость возбуждения всей детали целиком.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для снятия внутренних напряжений в металлических деталях, преимущественно замкнутого контура, включающее вибратор, создающий возбуждение в нескольких точках детали на резонансной частоте [2].
Недостаток известного устройства заключается в неравномерности снятия остаточных напряжений по периметру сечения детали и в трудоемкости этого процесса.
Цель изобретения - равномерное по периметру детали снятие остаточных напряжений в зоне их повышенной концентрации.
Указанная цель достигается тем, что в устройстве для локальной вибрационной обработки сварных швов, представляющем собой вибровозбудитель, создающий периодическое воздействие на внутреннюю поверхность обрабатываемой летали, содержится упругая оболочка, герметично закрепленная на внешней поверхности корпуса, имеющего внутри коаксиальный канал и радиальные отверстия для подачи рабочего тела в рабочую камеру, образованную внешней поверхностью корпуса и упругой оболочкой. Количество и диаметры отверстий должны обеспечивать минимальное гидравлическое сопротивление. Упругая оболочка герметично закреплена на фланцах корпуса с помощью оппозитно расположенных крышек, закрепленных посредством винтов на торцах фланцев корпуса, причем боковые поверхности фланцевых участков корпуса и внутренние поверхности крышек выполнены в виде конгруэнтных конических поверхностей.
На фиг.1 представлена общая схема вибрационной обработки сварных швов с помощью предлагаемого устройства; на фиг.2 - фронтальный разрез предлагаемого устройства.
Устройство для вибрационной обработки сварных швов содержит оппозитно расположенные крышки 1 и 2, закрепленные посредством винтов 5 на боковых поверхностях фланцев 6 и 7 корпуса 4. Крышки 1 и 2 фиксируют упругую оболочку 3 на корпусе 4. Внутри корпуса 4 имеется коаксиально расположенный канал 8 и радиально расположенные отверстия 9 для подачи в рабочую камеру, образованную упругой оболочкой 3 и внешней поверхностью корпуса 4, рабочего тела (газ, жидкость). Поперечное сечение коаксиального канала 8 и отверстий 9 выбирается с учетом обеспечения минимального гидравлического сопротивления проточной части системы. Боковые поверхности фланцев 6 и 7 и крышек 1 и 2 корпуса 4 для лучшей герметизации могут быть выполнены в виде конгруэнтных конических поверхностей.
Устройство для локальной вибрационной обработки сварных швов работает следующим образом.
Возбудитель колебаний располагают симметрично относительно плоскости сварочного шва в зоне повышенных уровней остаточных напряжений (см. фиг.1) и фиксируется с помощью штифта.
Генерирование периодического возбуждения внутренней поверхности выбранного участка трубы осуществляется следующим образом.
На вход устройства для вибрационной обработки сварных швов с помощью рабочего тела от нагнетательного насоса подается периодически изменяющееся во времени давление (по стрелке Рвход). По коаксиально расположенному каналу 8 и отверстиям 9 рабочее тело поступает в рабочую камеру, образованную внешней поверхностью корпуса и оболочкой 3. Развиваемое при этом давление передается через упругую оболочку на обрабатываемую деталь. Частота и амплитуда воздействия регулируется управляющим устройством насоса.
Предлагаемое устройство для локальной вибрационной обработки сварных швов обеспечивает по сравнению с известными целенаправленное воздействие именно на те компоненты тензора остаточных напряжений, которые имеют наибольшие уровни и определяют интенсивность напряженного состояния в опасных сечениях [3]. Кроме того, предлагаемое устройство обеспечивает равномерность воздействия по периметру сечения трубы. Все это в комплексе обеспечивает оптимальную виброобработку с точки зрения сочетания технологичности, экономичности и экологичности.
Литература
1. А.с. СССР №559970, кл. C 21 D 1/30, 1977.
2. А.с. СССР № 1052550, кл. C 21 D 1/30, 1982.
3. Волоховская О.А., Лукин Л.В., Пановко Г.Я. Моделирование процесса снижения остаточных напряжений в зоне сварного стыка при виброобработке // Проблемы машиностроения и надежности машин. 2002, №4, с.72-78.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ СВАРОЧНЫХ НАПРЯЖЕНИЙ В ТОРОИДАЛЬНЫХ КОНСТРУКЦИЯХ ОБОЛОЧКОВОГО ТИПА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2313433C1 |
| Способ снятия остаточных напряжений в металлических деталях | 1988 |
|
SU1509410A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ФОРМЫ И РАЗМЕРОВ ПЛАТФОРМ, ПРИМЕНЯЕМЫХ ДЛЯ МОНТАЖА ОБОРУДОВАНИЯ | 2017 |
|
RU2718535C2 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2376093C2 |
| СПОСОБ ВИБРАЦИОННОЙ ПРАВКИ ДЕФОРМИРОВАННЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 2015 |
|
RU2612463C2 |
| Вибрационная установка для снижения уровня напряжений и стабилизации размеров деталей и конструкций | 1982 |
|
SU1076465A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ФОРМЫ И РАЗМЕРОВ КОРПУСОВ СУДОВ, ПОСТРОЕННЫХ КАРКАСНЫМ МЕТОДОМ | 2015 |
|
RU2610195C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ФОРМЫ И РАЗМЕРОВ КОРПУСОВ СУДОВ, ПОСТРОЕННЫХ В ЛЕКАЛЬНЫХ СТЕНДАХ | 2015 |
|
RU2610194C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ | 1991 |
|
RU2022763C1 |
| Способ снятия внутренних напряжений в металлических деталях | 1985 |
|
SU1254031A2 |
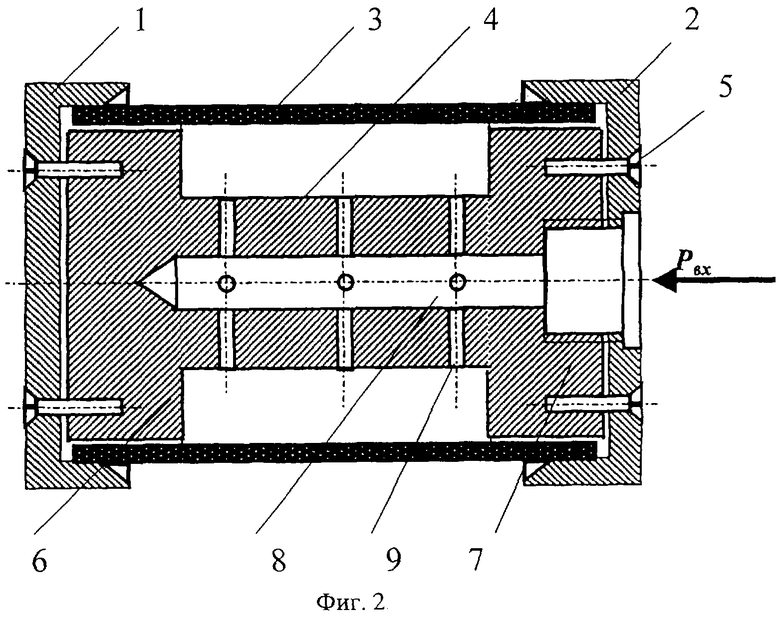
Изобретение может быть использовано для снятия остаточных напряжений в металлических деталях, преимущественно имеющих замкнутый контур, типа труб, колец, оболочек, изготовленных с применением сварки. Возбудитель колебаний располагают симметрично относительно плоскости сварочного шва в зоне повышенных уровней остаточных напряжений и фиксируют с помощью штифта. На фланцах корпуса вибровозбудителя с помощью крышек закреплена упругая оболочка с образованием рабочей камеры. По коаксиально расположенному каналу и сопряженным с ним радиальным отверстиям рабочее тело поступает в рабочую камеру. На вход устройства для вибрационной обработки сварных швов с помощью рабочего тела от нагнетательного насоса подается периодически изменяющееся во времени давление. Развиваемое при этом давление передается через упругую оболочку на обрабатываемую деталь. Устройство обеспечивает целенаправленное воздействие на те компоненты тензора остаточных напряжений, которые имеют наибольшие уровни и определяют интенсивность напряженного состояния в опасных сечениях. Кроме того, предлагаемое устройство обеспечивает равномерность воздействия по периметру сечения трубы. 2 з.п. ф-лы, 2 ил.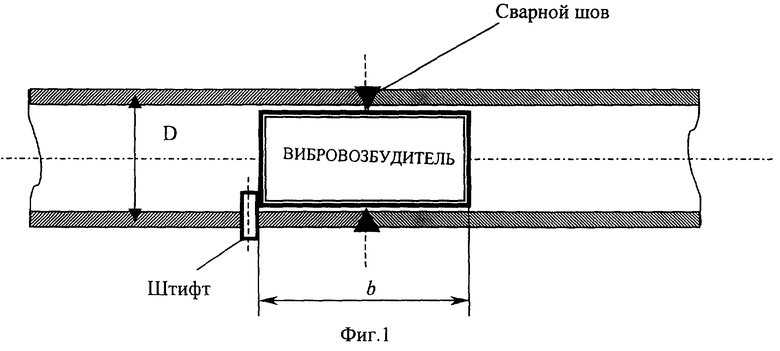
| Способ снятия остаточных напряжений в металлических деталях | 1982 |
|
SU1052550A1 |
| Способ снижения остаточных напряжений в конструкциях | 1985 |
|
SU1328119A1 |
| Способ вибрационной обработки изделий | 1984 |
|
SU1211309A1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ НЕСУЩИХ КОНСТРУКЦИЙ МАШИН И ПОВЫШЕНИЯ ИХ ПРОЧНОСТИ | 1997 |
|
RU2128568C1 |

